Laser Cladding Accelerates Industrial Upgrades: Green, High-Performance Remanufacturing for Molds, Mill Rolls, and Marine Components
August 23, 2023
{kind=link}
{kind=link}
{kind=link}
Discover how laser cladding enables low-carbon, high-efficiency remanufacturing across molds, mill rolls, and ship components. Learn the latest process controls, materials, ROI benchmarks, and how Greenstone-Tech deploys intelligent DED systems for durable, low-dilution coatings.
Target keywords: laser cladding, remanufacturing, mold repair, mill roll cladding, marine shaft repair, EHLA, Greenstone-Tech, directed energy deposition, low dilution coating, green manufacturing
Executive Summary
As global manufacturing pivots to low-carbon and intelligent production, laser cladding has emerged as a cornerstone of surface engineering and remanufacturing. By creating a metallurgically bonded layer with minimal heat input and low dilution, it restores or upgrades critical surfaces while reducing material and energy use. This article synthesizes current worldwide practice and optimizes the technical details for three high-value domains—molds, mill rolls, and marine components—and explains how Greenstone-Tech translates R&D into shop-floor impact.
How Laser Cladding Works (Briefly)
A high-energy laser scans a pre-programmed toolpath while metallic feedstock (powder or wire) is delivered to the focal zone. A transient melt pool forms, fusing with a thin layer of the substrate and rapidly solidifying—often at 10³–10⁶ K/s—into a dense coating with refined microstructure. Benefits include:
- Low dilution (typically 1–10%) preserves coating chemistry while ensuring strong bonding.
- Narrow HAZ (down to 0.1–0.5 mm) minimizes distortion—critical for tight-tolerance parts.
- Flexible alloys: steels, stainless, Ni-based superalloys, Co-based wear alloys, Al and Ti systems.
- Green operations: no Cr(VI) effluents, high material utilization (powder ≥95% with recovery loops; wire ~100%).
1) Molds: Laser Cladding as a Green Upgrade to Foundational Tooling
Context. 60–80% of industrial parts (electronics, automotive, appliances) depend on mold-based forming. Common failure modes include abrasive wear, thermal fatigue, cracking, and corrosion.
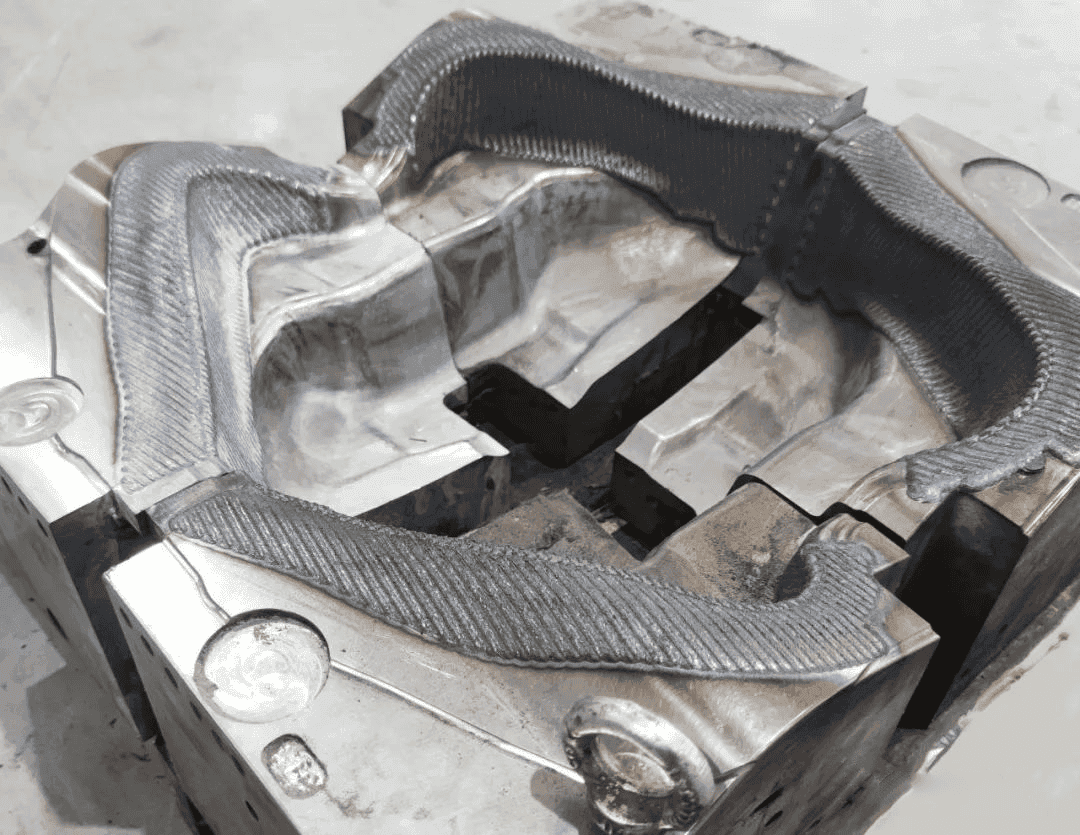
Process & Materials That Work
- Microstructure control. Greenstone-Tech tunes heterogeneous nucleation and solidification to shift from columnar dendrites to equiaxed grains, improving toughness and thermal-fatigue resistance.
- Alloy strategy. For high-carbon tool steels, Ni-based alloys (e.g., Inconel 625) or Co-based wear alloys deliver HRC 55–60 with crack-resistant matrices.
- Parameter optimization. Using Grey–Taguchi multi-objective design, Greenstone-Tech co-optimizes power (P), scan speed (V), and feed rate (F) to balance hardness and dilution; validated prediction error ≈ 2.68%.
Measurable Outcomes
- Thermal-fatigue life: ≥ 3× vs. baseline in hot-runner or die-casting inserts.
- Economics: mold refurbishment at ~30% of new-tool cost; 2–3× life extension.
- Sustainability: ≥60% lower energy than plating or high-heat weld repairs; zero hazardous wastewater.
2) Mill Rolls: Raising Tonnage, Reducing Changeovers
Context. Mill rolls suffer thermal checking, spalling, and abrasive wear, driving downtime and cost.

Best-Practice Workflow
- Pre-inspection & prep: NDT for sub-surface cracks; mechanical descaling; remove fatigue layer to sound metal.
- CTE-matched alloys: Co-based or high-Cr Fe-based alloys selected to minimize thermal-mismatch stress with forged-steel roll substrates.
- Cladding + finish: Multi-track strategy with controlled overlap; hybrid subtractive finishing to hold tight geometry.
Field Results
- After laser cladding, reported wear resistance +24%; tonnage/slot improved from 6,579 t → 8,113 t (+23.31%), with “run-out” defects eliminated.
- Dimensional quality: IT8 tolerance; Ra ≤ 12.5 μm as-finished; post-machining allowance reduced ~70%.
3) Marine Components: High-Value On-Site Remanufacturing
Context. Large shafts, rudder stocks, and propellers impose very high downtime costs when replaced. Laser cladding’s low heat and strong bond enable in-situ or near-site repair.
What Makes It Effective
- Bond integrity: Metallurgical bond reaches 80–95% of substrate strength (vs. mechanical bonds in thermal spray). Fatigue strength of repaired generator rotor shafts can improve ~40%.
- Portable systems: Greenstone-Tech’s field kits integrate annular/multi-port powder delivery, adaptive standoff control, and real-time vision—boosting on-site productivity ~30% in harsh environments.
- Lifecycle economics: Typical shaft restoration costs 20–35% of a new part; project lead time cut ~60%, avoiding extended procurement delays.
| Component Category | Part Name | Material | Repair Area |
|---|---|---|---|
| Diesel Engine | Cylinder Liner | Cast Iron | – |
| Piston | Cast Iron | Inner Ring Groove | |
| Piston Crown | Alloy Steel | Inner Ring Groove | |
| Crankshaft | Cast Iron, Cast Steel | Main Journal, Crank Pin | |
| Cylinder Head | Cast Iron | Damaged Area, Cracks | |
| Engine Block | Cast Iron | Bearing Bush Seat | |
| Crank Throw | Cast Iron | Bearing Bush Seat | |
| Turbocharger Rotor | Alloy Steel | Bearing Seat | |
| Power Propulsion System | Tail Shaft | 35 Steel | Seal Area |
| Tail Shaft Bushing | Stainless Steel | Outer Surface Seal Area | |
| Tail Shaft Coupling | Alloy Steel | Inner/Outer Sleeve Fit Area | |
| Clutch Coupling | Alloy Steel | Outer Sleeve, Shaft Fit Area | |
| Other | Pump | Alloy Steel | Rotor Shaft |
| Valve | Alloy Steel, Cast Iron | Seal Area, Cracks | |
| Shaft | Alloy Steel | Bearing Seat, Worn Area |
Cross-Domain Technical Foundations
A) Parameter Windows & Controls
- Dilution target: 5–8% for most upgrades; increases bond reliability without eroding coating chemistry.
- Overlap (step-over): 30–50% for smooth topography and stable bead-to-bead bonding.
- Shielding: Dry Ar (or Ar+He for superalloys); for Ti/Al, high-purity purge and trailing shields.
- Interpass temperature: Managed to restrain residual stress and grain coarsening; preheat selectively for hard/hardened substrates.
B) Defect Prevention
- Cracking: Preheat where appropriate, moderate hardness via alloy design, and use pulsed or modulated heat input to limit thermal gradients.
- Porosity: Clean substrate (laser cleaning or grit + solvent), dry powders, steady plume dynamics.
- Spatter/sparks: Match P–V–F; avoid excessive gas velocity that destabilizes the melt pool.
C) Hybrid & High-Throughput Variants
- EHLA (extremely high-speed laser cladding): Deposition >150 cm³/h, thin layers ~30 μm, smooth finish (often <20 μm Ra). A practical hard-chrome replacement for many applications.
- Laser cleaning + cladding: Pulsed laser pretreats and locally preheats; documented surface O content drop (21.3% → 14.6%) and preheat to ~136 °C, removing a separate heating step.
- Additive + CNC finishing: Integrated cells shrink total cycle time ~70%.
Greenstone-Tech: From Research to Reliable Production
Intelligent Process Control
- Adaptive control of power/spot/speed/feed with melt-pool vision and pyrometry.
- Grey–Taguchi/DoE libraries accelerate “first-time-right” recipes; digital traceability for audits.
Equipment & Components
- DED platforms (powder and coaxial wire) and protective-atmosphere cells for reactive alloys.
- Wear-resistant nozzles with >2,000 h life; precision feeders ±1% stability up to 50 kg/h.
- Powder recovery loops lift total utilization to ≥95%; EHLA heads for thin, fast coatings.
Field Deployment
- Portable repair systems for shipyards and remote mills; robotized cells (6/8-axis) for complex geometries.
- Quality assurance: Inline spectrometry for composition drift (e.g., Cr variation ≤0.8%), hardness mapping, cross-section verification.
Sustainability & Business Impact
- Energy & emissions: Compared with plating or arc-weld overlays, energy use typically down 30–60%; no Cr(VI) effluent.
- Resource efficiency: Replace new-make with remanufacture; ≥95% powder/wire utilization; reduced scrap.
- Uptime & ROI: Life extension 2–5×; downtime cuts from weeks to days with on-site repair; refurbishment costs 20–35% of replacement on large components.
Implementation Playbook (Managers & Engineers)
- Define the function: wear, corrosion, thermal fatigue—or combined.
- Choose the alloy & dilution goal: start at 5–8% dilution; validate by sectioning.
- Run a small DoE: tune P–V–F–overlap; lock melt-pool stability and bead geometry.
- Surface prep: laser clean or grit/solvent to bare, dry metal; ensure <50 ppm O₂ for reactive alloys.
- QA plan: inline vision/spectrometry, hardness map, porosity/dilution checks; freeze the recipe.
- Scale smart: consider EHLA for thin functional coats; deploy robot cells for complex 3D tracks; integrate CNC finishing for one-piece flow.
Frequently Asked Questions
Can laser cladding outperform new parts?
For many wear/corrosion-critical surfaces (e.g., mill rolls), optimized claddings match or exceed new-part life at a fraction of replacement cost.
Is it a drop-in replacement for hard chrome?
Yes in many cases—especially with EHLA, which meets or surpasses wear/corrosion metrics without toxic chemistry.
What tolerances and finishes are typical?
With hybrid finishing, IT8 or better is common; as-clad surfaces can reach Ra ≤ 12.5 μm, slimmer allowances mean faster turnaround.
How do you manage cracking on hardened substrates?
Preheat/interpass control, alloy selection for lower crack sensitivity, and modulated laser input (pulsed or beam shaping) to reduce thermal gradients.
Conclusion
Laser cladding is a practical engine for green, high-performance remanufacturing. In molds, it restores and upgrades hot-work surfaces with longer thermal-fatigue life and lower energy; in mill rolls, it increases tonnage per groove and stabilizes quality; in marine, it turns extended outages into short, on-site restorations. By uniting intelligent process control, robust hardware, and hybrid workflows, Greenstone-Tech delivers repeatable, production-grade results—helping manufacturers cut emissions, reduce cost, and extend asset life on the road to a low-carbon, zero-waste future.
Wendy Wang
Wendy Wang – Technical Consultant, Laser Cladding & Additive Manufacturing Solutions Expert Wendy Wang is a highly specialized technical consultant at Greenstone, combining advanced expertise in laser cladding, DED metal additive manufacturing, industrial surface engineering, and high-value manufacturing solutions with strong strategic capabilities in global market integration and technical resource coordination. With deep industry knowledge across laser material processing, additive manufacturing systems, industrial equipment optimization, and advanced manufacturing commercialization, Wendy plays a critical role in bridging cutting-edge engineering technologies with practical industrial applications. Her expertise enables Greenstone’s global clients to successfully navigate complex technical challenges while maximizing manufacturing efficiency, equipment…