Mikroobróbka laserowa: technologia, systemy i zastosowania laserów sterowanych strumieniem wody
July 3, 2026
{kind=link}
{kind=link}
{kind=link}
Mikroobróbka laserowa jest coraz częściej wykorzystywana do produkcji mikrootworów, wąskich nacięć, drobnych rowków i skomplikowanych, precyzyjnych elementów w zaawansowanych materiałach inżynieryjnych. W miarę jak silniki lotnicze, urządzenia półprzewodnikowe, ceramika techniczna i komponenty o wysokiej wydajności ewoluują w kierunku mniejszych elementów i bardziej rygorystycznych wymagań wymiarowych, konwencjonalna obróbka mechaniczna i obróbka laserowa w wolnej przestrzeni mogą napotkać ograniczenia związane ze zużyciem narzędzi, akumulacją ciepła, kontrolą ogniskową i integralnością powierzchni.
Technologia lasera sterowanego strumieniem wody łączy impulsową energię lasera z precyzyjnym, stabilnym strumieniem wody. Wiązka laserowa jest sprzężona ze strumieniem wody i kierowana w stronę obrabianego przedmiotu poprzez całkowite wewnętrzne odbicie na granicy faz woda-powietrze. Przepływająca woda jednocześnie wspomaga chłodzenie i usuwa część stopionego lub ablowanego materiału ze strefy obróbki.
Połączenie to pozwala na stworzenie wyjątkowego procesu mikroobróbki laserowej, umożliwiającego precyzyjne cięcie, mikrowiercenie laserowe i kontrolowane usuwanie materiału.
W zależności od materiału, geometrii cech i konfiguracji procesu, obróbka laserowa sterowana strumieniem wody może być stosowana do superstopów na bazie niklu, stopów tytanu, ceramiki, węglika krzemu, materiałów półprzewodnikowych, kompozytów wzmacnianych włóknem węglowym i materiałów diamentowych.


Czym jest mikroobróbka laserowa?
Mikroobróbka laserowa polega na wykorzystaniu kontrolowanej energii lasera do wytwarzania małych elementów o wysokiej precyzji poprzez usuwanie materiału w skali mikro lub zbliżonej do mikro.
Typowe procesy obejmują:
- mikrowiercenie laserowe;
- precyzyjne wiercenie laserowe;
- wiercenie mikrootworów laserem;
- mikrocięcie;
- drobne rowkowanie i dłutowanie;
- precyzyjna obróbka konturowa;
- lokalne usuwanie materiału;
- obróbka złożonych mikrocech.
W przeciwieństwie do konwencjonalnego frezowania czy wiercenia, obróbka laserowa nie wymaga fizycznego kontaktu narzędzia skrawającego z przedmiotem obrabianym. Eliminuje to mechaniczne zużycie narzędzia i zmniejsza siły skrawania delikatnych elementów.
Jednak konwencjonalna mikroobróbka laserowa wiąże się również z wyzwaniami technicznymi.
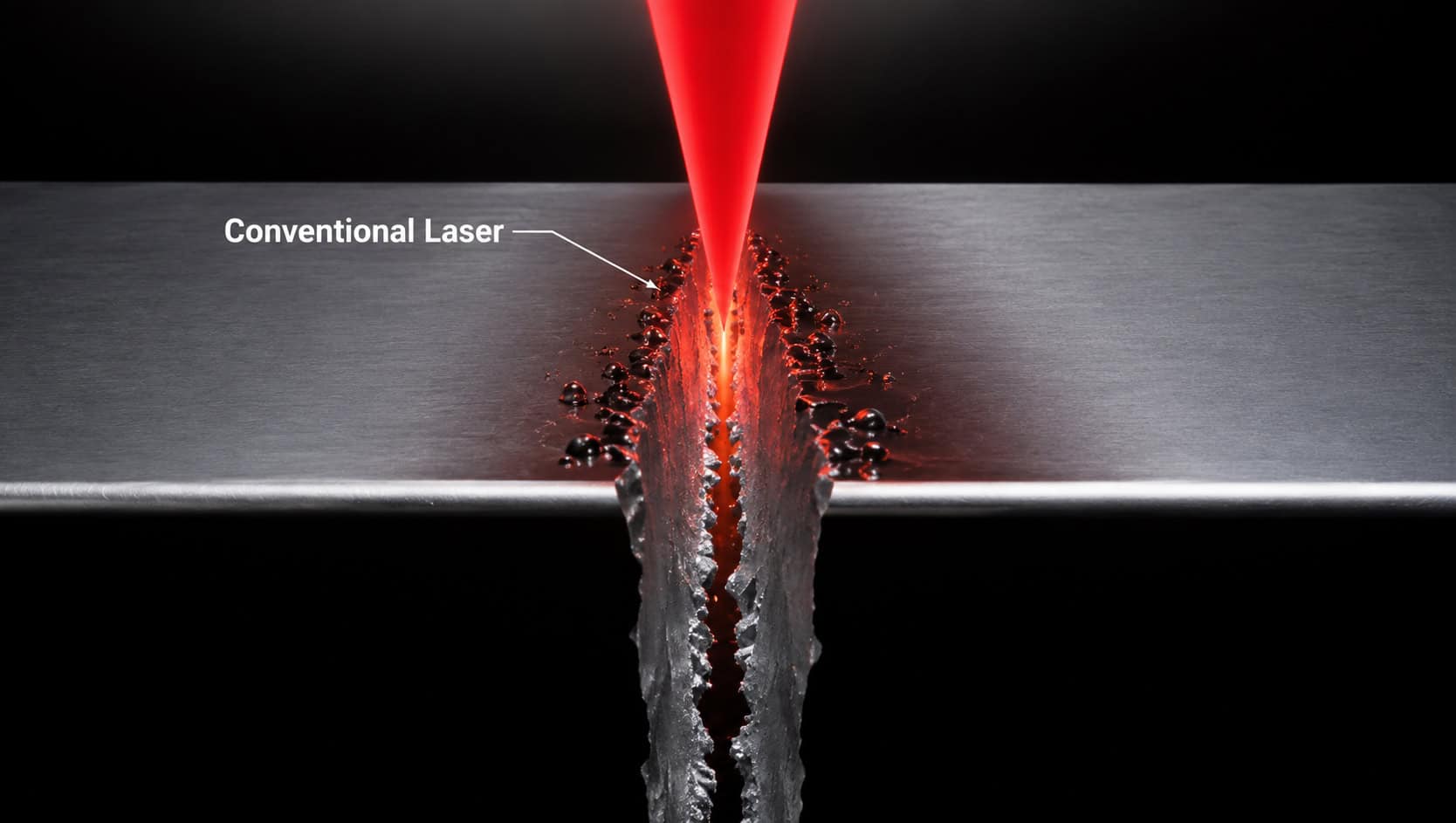
Wiązka lasera w wolnej przestrzeni musi być zazwyczaj precyzyjnie skupiona na powierzchni obrabianej. Użyteczna strefa obróbki zależy od głębokości ogniska, geometrii powierzchni, kąta padania wiązki oraz względnego położenia układu optycznego względem przedmiotu obrabianego.
Podczas głębokiego cięcia lub wiercenia, powtarzająca się interakcja lasera z materiałem może również powodować akumulację ciepła, powstawanie strefy wpływu ciepła, przetopienie materiału, utlenianie, zwężanie się krawędzi lub osadzanie się zanieczyszczeń. Nasilenie tych efektów zależy w dużym stopniu od czasu trwania impulsu laserowego, długości fali, gęstości mocy, gazu wspomagającego, materiału i strategii procesu.
Z tego powodu opracowano różne systemy mikroobróbki laserowej, dostosowane do zróżnicowanych wymagań przemysłowych. Obróbka laserowa sterowana strumieniem wody to jedna ze specjalistycznych technologii, w których precyzja, chłodzenie i kontrolowane dostarczanie energii są szczególnie istotne.
Czym jest technologia laserowa sterowana strumieniem wody?
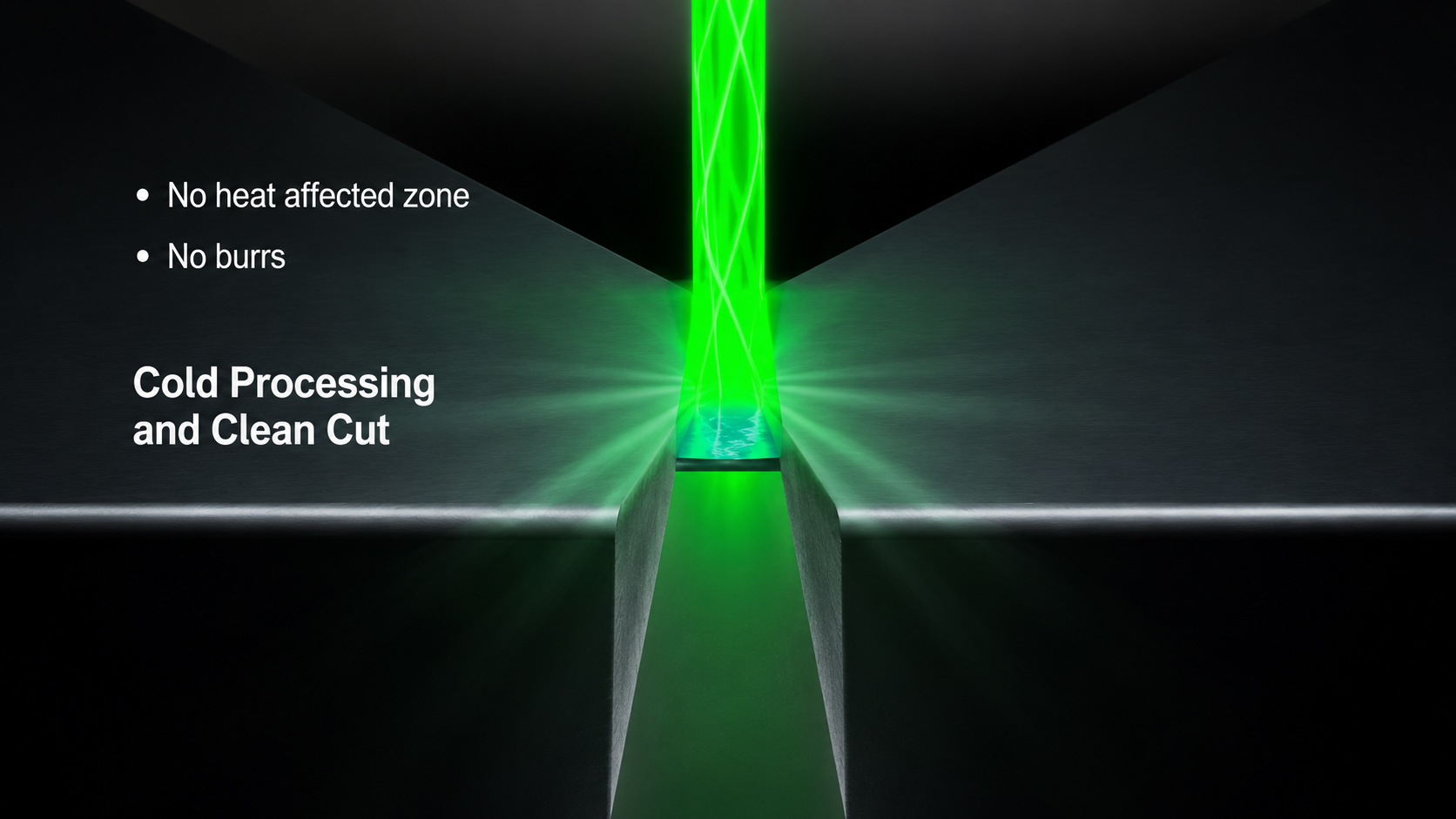
A laser kierowany strumieniem wody jest technologią obróbki laserowej, w której wiązka laserowa jest sprzężona współosiowo, tworząc cienki, szybki strumień wody.
Strumień wody działa jak elastyczny przewodnik optyczny.
W konwencjonalnej obróbce laserowej skupiona wiązka laserowa rozchodzi się w powietrzu od układu optycznego do przedmiotu obrabianego. W obróbce laserowej prowadzonej strumieniem wody, laser jest wprowadzany do cienkiego strumienia wody przez optyczny układ sprzęgający i dyszę.
Ze względu na różnicę współczynnika załamania światła między wodą a otaczającym ją powietrzem, odpowiednio sprzężone światło lasera może zostać zamknięte w kolumnie wody na skutek całkowitego wewnętrznego odbicia.
W uproszczonym ujęciu optycznym zasadę tę można porównać do przewodzenia światła w światłowodzie.
Powstała w ten sposób wiązka lasera kierowana wodą przemieszcza się wraz ze strumieniem w kierunku obrabianego przedmiotu.
W strefie przetwarzania laser dostarcza energię potrzebną do usunięcia materiału, podczas gdy stale przepływająca woda może:
- schłodzić lokalny obszar przetwarzania;
- ograniczyć nadmierne gromadzenie się ciepła;
- usunąć część pozostałości po obróbce;
- wypłucz stopiony lub usunięty materiał z nacięcia;
- zmniejszyć zanieczyszczenie powierzchni;
- zapewniają bardziej stabilne przetwarzanie w użytecznej odległości roboczej.
Technologia ta jest czasami szerzej poszukiwana jako laser strumieniowy. Nie należy jednak mylić tego procesu z konwencjonalnym cięciem strumieniem wody z użyciem ścierniwa.
Obróbka laserowa prowadzona strumieniem wody jest w zasadzie procesem usuwania materiału opartym na laserze.

Jak działa technologia laserowa sterowana strumieniem wody?
Proces obróbki laserowej strumieniem wody można opisać poprzez pięć głównych etapów.
1. Generowanie i ogniskowanie wiązki laserowej
Impulsowe źródło laserowe generuje wiązkę przetwarzającą.
Dokładne parametry lasera zależą od materiału i zastosowania. W konfiguracjach technicznych objętych dostarczonymi danymi procesowymi, reprezentatywne zakresy systemów obejmują:
- moc lasera: około 20–400 W;
- długość fali: 532 nm;
- czas trwania impulsu: około 1–500 ns.
Wartości te przedstawiają zakres konfiguracji technicznej, a nie uniwersalne wymagania dla każdego systemu laserowego naprowadzanego strumieniem wody.
Wiązka laserowa kierowana jest poprzez układ optyczny skupiający w stronę obszaru sprzężenia optycznego.
Dokładna kontrola kąta padania wiązki laserowej, położenia wiązki i okna optycznego jest niezwykle istotna, ponieważ efektywne sprzężenie lasera z wodą ma bezpośredni wpływ na ograniczenie wiązki i stabilność procesu.
2. Sprzęganie laserowe ze strumieniem wody
Skupiona wiązka światła trafia do komory wodnej pod ciśnieniem i jest kierowana do precyzyjnej dyszy.
Okno optyczne, geometria sprzęgła i dysza muszą ze sobą współdziałać, aby uzyskać współosiowe ustawienie lasera i strumienia wody.
Średnice typowych dysz podane w podanych danych technicznych wahają się w przybliżeniu:
20 do 100 μm
Ciśnienie wody można konfigurować w szerokim zakresie. Informacje o procesie referencyjnym pokazują:
50 do paska 800
Rzeczywiste ciśnienie i średnicę dyszy należy dobrać w zależności od stabilności strumienia, odległości procesu, parametrów lasera i wymaganego rozmiaru obiektu.
Niewłaściwe ustawienie sprzężenia może prowadzić do utraty energii optycznej, niestabilnego prowadzenia wiązki lub miejscowego uszkodzenia elementów sprzężenia.
Z tego powodu wysokowydajne sprzężenie lasera i wody stanowi jedno z kluczowych wyzwań inżynieryjnych w przypadku systemów laserowych naprowadzanych strumieniem wody.
3. Naprowadzanie laserowe metodą całkowitego wewnętrznego odbicia
Po wejściu do strumienia wody wiązka laserowa ulega wielokrotnemu odbiciu na granicy woda-powietrze.
Całkowite wewnętrzne odbicie ogranicza energię lasera do cienkiej kolumny wody.
Zamiast formować konwencjonalny stożek skupiony w wolnej przestrzeni, który szybko odchodzi od płaszczyzny ogniskowej, energia lasera podąża za strumieniem wody na określonej odległości przetwarzania.
Dane techniczne wskazują na odległości robocze wynoszące około:
5 – 50 mm
Efektywna odległość robocza zależy od zastosowania i systemu oraz zależy od stabilności strumienia wody, geometrii dyszy, ciśnienia, sprzężenia laserowego i warunków środowiskowych.
Ten mechanizm prowadzenia wiązki stanowi jedną z zasadniczych różnic pomiędzy technologią laserową sterowaną strumieniem wody a konwencjonalną obróbką z wykorzystaniem skupionego lasera.
4. Interakcja lasera z materiałem
Gdy kierowany laser dociera do obrabianego elementu, energia lasera jest absorbowana przez materiał.
W zależności od właściwości materiału i parametrów lasera, usuwanie materiału może obejmować lokalne topienie, odparowywanie, ablację i powtarzalną interakcję energii pulsacyjnej.
Laser pozostaje podstawowym źródłem energii przetwarzającej.
Strumień wody nie jest ściernym medium tnącym.
To rozróżnienie jest istotne, ponieważ technologii tej nie należy interpretować jako małej, konwencjonalnej maszyny do cięcia strumieniem wody.
W konfiguracjach opisanych w raportach i specyficznych dla danego zastosowania, proces ten można stosować do materiałów o grubości od cienkich, precyzyjnych struktur po znacznie grubsze komponenty. Dostarczona dokumentacja techniczna wskazuje szeroki zakres grubości obróbki, wynoszący około:
0.01 do 30 mm
Rzeczywista możliwa do osiągnięcia głębokość lub grubość w dużym stopniu zależy od materiału, geometrii obiektu, mocy lasera, charakterystyki impulsu i strategii procesu.
5. Chłodzenie i usuwanie zanieczyszczeń
Strumień wody nieustannie oddziałuje na strefę obróbki.
Zapewnia to dwie ważne funkcje.
Po pierwsze, woda odprowadza ciepło z otaczającego materiału i może ograniczyć nadmierne gromadzenie się ciepła.
Po drugie, strumień cieczy pomaga w wypłukiwaniu produktów obróbki z obszaru interakcji.
W odpowiednich warunkach przetwarzania może to ograniczyć gromadzenie się pozostałości przetopionych, osadzanie się zwęglonych pozostałości i zanieczyszczeń.
Z tego powodu obróbka laserowa prowadzona strumieniem wody jest często uważana za proces laserowy o niskim obciążeniu cieplnym w porównaniu z wieloma konwencjonalnymi konfiguracjami obróbki laserowej.
Jednakże technicznie dokładny opis jest taki, zmniejszony wpływ termiczny, a nie bezwarunkową „strefę zerowego wpływu ciepła”.
Końcowy efekt cieplny zależy od:
- właściwości materiału;
- czas trwania impulsu laserowego;
- częstotliwość pulsu;
- gęstość mocy;
- prędkość przetwarzania;
- ciśnienie strumienia wody;
- średnica strumienia;
- geometria obiektów;
- liczba przebiegów przetwarzania.
Czy laser wodny to to samo, co cięcie strumieniem wody?
Nie.
Laser naprowadzany strumieniem wody i konwencjonalny system cięcia strumieniem wody wykorzystują zasadniczo różne mechanizmy usuwania materiału.
| Przetwarzanie | Laser prowadzony strumieniem wody | Konwencjonalne cięcie strumieniem wody |
|---|---|---|
| Energia przetwarzania pierwotnego | Energia lasera | Woda pod wysokim ciśnieniem lub cząstki ścierne |
| Funkcja wody | Prowadzenie optyczne, chłodzenie i usuwanie zanieczyszczeń | Erozja mechaniczna i cięcie |
| Wiązka laserowa | Tak | Nie |
| Media ścierne | Zwykle nie jest to główny mechanizm tnący | Powszechne w cięciu strumieniem wody ściernej |
| Typowe skupienie | Precyzyjna mikroobróbka i zaawansowane materiały | Cięcie materiałów ogólnych |
| Możliwość mikrofunkcji | Nadaje się do wybranych precyzyjnych mikrocech | Ograniczone przez charakterystykę strumieniową i ścierną |
Termin laser strumieniowy jest czasami używane nieformalnie w wyszukiwaniach i dyskusjach technicznych. Bardziej precyzyjny opis techniczny brzmi:
Laser prowadzony strumieniem wody
lub:
Obróbka laserowa prowadzona wodą
W przypadku urządzeń przemysłowych firma Greenstone stosuje szerszy termin System obróbki laserowej z prowadzeniem strumienia wody ponieważ technologia ta pozwala na wykonanie więcej niż tylko cięcia.
Zastosowania mogą obejmować wiercenie, obróbkę mikrootworów, rowkowanie i inne procesy precyzyjnego usuwania materiału.
Obróbka laserowa prowadzona strumieniem wody a konwencjonalna mikroobróbka laserowa
Zarówno konwencjonalna mikroobróbka laserowa, jak i obróbka laserowa prowadzona strumieniem wody wykorzystują energię lasera do usuwania materiału, jednak mechanizmy dostarczania wiązki i zarządzania ciepłem są różne.
| Czynnik techniczny | Laser prowadzony strumieniem wody | Konwencjonalna mikroobróbka laserowa |
|---|---|---|
| Dostawa laserowa | Prowadzony w drobnym strumieniu wody | Propagacja optyczna w wolnej przestrzeni |
| Zachowanie belki | Ograniczony przez stabilny strumień wody | Sterowany przez optykę skupiającą |
| Strefa robocza | Zdefiniowane przez stabilność strumienia kierowanego | Silnie powiązane z pozycją ogniskową i głębią ostrości |
| Chłodzenie | Ciągła interakcja z wodą | Strategia chłodzenia wspomaganego gazem lub oddzielnego chłodzenia |
| Usuwanie gruzu | Płukanie wspomagane wodą | Wspomagane gazem lub zależne od procesu |
| Akumulacja ciepła | Można go zmniejszyć w zoptymalizowanych warunkach | W dużym stopniu zależne od parametrów impulsu i procesu |
| Geometria szczeliny | Wąskie i stosunkowo spójne w odpowiednich zastosowaniach | Może być zależny od ostrości i głębi |
| Zużycie narzędzia | Brak mechanicznego narzędzia tnącego | Brak mechanicznego narzędzia tnącego |
| Powierzchnie złożone | Zależy od dostępności odrzutowca i kontroli ruchu | Zależy od dostępu optycznego i kontroli ostrości |
Istotnym ograniczeniem konwencjonalnego przetwarzania laserowego zogniskowanego jest zmienność rozmiaru wiązki poza płaszczyzną ogniskową.
Podczas głębszego cięcia interakcja wiązki z materiałem może ulec zmianie, ponieważ front obróbki oddala się od optymalnej pozycji ogniskowania.
Może to powodować zwężanie się szczeliny i nierównomierną geometrię ścianek.
Stabilna wiązka kierowana strumieniem wody może utrzymać dostarczanie energii wzdłuż strumienia wody na użyteczną odległość obróbki. W odpowiednich zastosowaniach wspomaga to wykonywanie wąskich cięć i prostszych ścianek bocznych.
Dostarczone dane aplikacyjne pokazują przykładowe szerokości szczeliny cięcia laserem naprowadzanym wodą wynoszące około:
60-90 μm
Dla porównania, ten sam materiał referencyjny podaje szerokość cięcia liny diamentowej wynoszącą około:
80-120 μm
Liczby te należy interpretować jako dane porównawcze dotyczące konkretnych zastosowań, a nie jako wartości uniwersalne dla wszystkich maszyn i materiałów.
Kolejnym ważnym czynnikiem jest jakość powierzchni.
Mechaniczne cięcie drutem diamentowym może pozostawiać ślady narzędzi lub materiałów ściernych, natomiast niektóre konwencjonalne procesy termicznego cięcia laserowego mogą powodować przetopienie, utlenianie lub zwęglenie materiału.
W odpowiednio zoptymalizowanym procesie laserowym naprowadzanym strumieniem wody ciągłe płukanie wodą może poprawić usuwanie zanieczyszczeń i zmniejszyć ilość pozostałości indukowanych termicznie.
W przypadku wybranych zastosowań precyzyjnych, zgłaszana chropowatość powierzchni może być niższa niż:
Ra 1.0 μm
Rzeczywista chropowatość powierzchni zależy od materiału, parametrów procesu i wymaganej geometrii.
Systemy i urządzenia do mikroobróbki laserowej
Nie ma jednego systemu mikroobróbki laserowej, który sprawdziłby się w przypadku każdego materiału i każdej mikrocechy.
Technologie przemysłowej mikroobróbki laserowej obejmują:
- systemy laserowe nanosekundowe;
- systemy laserów pikosekundowych;
- systemy laserów femtosekundowych;
- systemy laserowe ultrafioletowe;
- systemy laserowe naprowadzane strumieniem wody.
Mikroobróbka laserowa nanosekundowa
Lasery nanosekundowe są powszechnie stosowane do przemysłowego cięcia, wiercenia, znakowania i usuwania materiału.
Mogą zapewnić stosunkowo wysoką wydajność przetwarzania, ale dłuższy czas trwania impulsu w porównaniu z laserami o ultrakrótkich impulsach może skutkować większą interakcją termiczną z materiałem.
Mikroobróbka laserowa pikosekundowa i femtosekundowa
Lasery o ultrakrótkich impulsach skracają czas dyfuzji ciepła do otaczającego materiału.
Są one powszechnie stosowane w obróbce precyzyjnej, gdzie wymagane są bardzo małe detale i niewielkie uszkodzenia termiczne.
Jednak w przypadku produkcji przemysłowej należy wziąć pod uwagę koszty systemu, szybkość przetwarzania i głębokość przetwarzania.
Systemy laserowe z prowadzeniem strumieniem wody
System laserowy naprowadzany strumieniem wody wprowadza inną architekturę procesu.
Zamiast polegać wyłącznie na czasie trwania impulsu w celu kontrolowania efektów termicznych, system łączy przetwarzanie impulsowego lasera z ciągłym doprowadzaniem i chłodzeniem wody.
Kompletny system mikroobróbki laserowej oparty na technologii laserów prowadzonych wodą zazwyczaj obejmuje:
- źródło lasera impulsowego;
- optyka dostarczająca wiązkę;
- moduł sprzęgający laser-woda;
- okno optyczne;
- precyzyjna dysza;
- system wodny wysokociśnieniowy;
- system filtracji i uzdatniania wody;
- układ kontroli ciśnienia;
- precyzyjna platforma ruchowa;
- oprogramowanie do sterowania procesami;
- obudowa bezpieczeństwa i systemy pomocnicze.
Źródło lasera, układ wodny i układ ruchu muszą działać jako zintegrowana platforma procesowa.
Samo połączenie lasera z dyszą wodną wysokociśnieniową nie tworzy stabilnego procesu laserowego prowadzonego strumieniem wody.
Kluczowe technologie w systemie laserowym naprowadzanym strumieniem wody
Wysokowydajne sprzężenie laserowo-wodne
Okno optyczne i struktura sprzęgająca muszą być zaprojektowane w sposób umożliwiający kontrolę padania wiązki laserowej, ustawienia wiązki i średnicy strumienia wody.
Precyzyjne współosiowe ustawienie pozwala na lepsze ograniczenie pola optycznego i redukcję strat energii spowodowanych odchyleniem kątowym lub nieprawidłowym ustawieniem wiązki.
Stabilność i kontrola strumienia wody
Stabilne formowanie się strumienia wody jest kluczowe dla zapewnienia spójnego prowadzenia lasera.
Precyzyjny system kontroli ciśnienia pozwala na utrzymanie parametrów strumienia wody.
Zarządzanie jakością wody może obejmować:
- odwrócona osmoza;
- odgazowywanie próżniowe;
- drobna filtracja;
- kontrolowane ścieżki przepływu płynów.
W konkretnych projektach systemów można również stosować strategie optymalizacji kanału przepływowego i gazu pomocniczego w celu zwiększenia stabilności strumienia i wydłużenia jego stabilnej długości.
Optymalizacja długości fali i mocy lasera
Długość fali lasera należy brać pod uwagę w kontekście absorpcji wody i interakcji materiałów.
Dostarczone informacje techniczne wskazują na działanie zielonego lasera o długości fali 532 nm jako jedno z typowych podejść ze względu na jego przydatność do sprzężenia laserów prowadzonych wodą w określonych architekturach systemów.
Gęstość mocy lasera, czas trwania impulsu i jego częstotliwość należy dostosować do materiału i celu obróbki.
Większa moc lasera nie oznacza automatycznie, że jest lepszy.
Energia lasera i stabilna długość strumienia wody muszą być skoordynowane, aby kontrolować straty nieliniowe, obciążenie cieplne i wydajność procesu.
Skoordynowana kontrola parametrów procesu
Okno procesowe ustalane jest poprzez interakcję parametrów lasera i wody.
Ważne zmienne obejmują:
- moc lasera;
- energia impulsu;
- częstotliwość pulsu;
- czas trwania impulsu;
- prędkość przetwarzania;
- ciśnienie wody;
- przepływ wody;
- średnica dyszy;
- odległość między stanowiskami;
- liczba podań.
W przypadku produkcji przemysłowej parametry te powinny zostać opracowane jako kompletna receptura procesu dla każdego materiału i każdej geometrii obiektu.
Mikrowiercenie laserowe i precyzyjna obróbka mikrootworów
Mikrowiercenie laserowe jest jednym z najważniejszych zastosowań mikroobróbki laserowej.
W coraz większym stopniu w komponentach przemysłowych wymagane są małe otwory o kontrolowanych:
- średnica;
- głębokość;
- stożek;
- orientacja;
- rozstaw;
- integralność powierzchni.
Wiercenie mechaniczne staje się trudniejsze w miarę zmniejszania się średnicy otworu lub zwiększania twardości materiału.
Zużycie narzędzi, ich pękanie i siły skrawania mogą również stanowić poważne problemy podczas obróbki zaawansowanej ceramiki, superstopów lub cienkich, precyzyjnych struktur.
Wiercenie mikrootworów laserem eliminuje konieczność stosowania fizycznego narzędzia tnącego.
Technologia laserowa sterowana strumieniem wody dodaje do procesu wiercenia laserowego ciągłe chłodzenie i płukanie wspomagane wodą.
Jest to szczególnie istotne w przypadku wiercenia mikrootworów w elementach, w których niepożądane jest nadmierne przetapianie lub gromadzenie się ciepła.
Typowe geometrie cech mogą obejmować:
- otwory okrągłe;
- otwory kwadratowe;
- otwory prostokątne;
- otwory kształtowe;
- otwory pochyłe;
- złożone mikroapertury.
Dostarczone przykłady zastosowań demonstrują geometrię otworów kołowych, kwadratowych i nieregularnych, a także przekroje mikrootworów w stopach wysokotemperaturowych i materiałach kompozytowych z matrycą ceramiczną.
Precyzyjne wiercenie laserowe dla komponentów o wysokiej wydajności
Precyzyjne wiercenie laserowe nie opiera się wyłącznie na możliwości wytworzenia małego otworu.
Jakość wywierconego otworu należy oceniać na podstawie wielu parametrów.
Średnica otworu i dokładność wymiarowa
Proces musi utrzymywać wymaganą średnicę w granicach tolerancji inżynieryjnej.
Na ostateczny rozmiar obiektu wpływają parametry lasera, średnica strumienia wody i sterowanie ruchem.
Stożek otworu
Otwór stożkowy może mieć wpływ na przepływ gazu, wydajność chłodzenia lub działanie podzespołu.
Dostarczanie energii laserem kierowanym wodą może zapewnić stosunkowo spójny transfer energii wzdłuż ścieżki przetwarzania w odpowiednich zastosowaniach, pomagając kontrolować nadmierne zwężanie się krawędzi.
Warstwa przetworzona
Stopiony materiał może ponownie zestalić się na ściance otworu wywierconego laserowo.
Ciągły strumień wody pomaga w usuwaniu zanieczyszczeń procesowych i stopionego materiału ze strefy interakcji.
W zoptymalizowanych warunkach może to ograniczyć gromadzenie się odpadów przetworzonych.
Region dotknięty ciepłem
Termiczna modyfikacja otaczającego materiału jest szczególnie istotna w przypadku stopów lotniczych, kompozytów i elementów wrażliwych na ciepło.
Chłodzenie wodne może ograniczyć nadmierną dyfuzję ciepła, chociaż ostateczną reakcję termiczną należy zweryfikować dla każdego materiału i procesu.
Integralność powierzchni
Mikropęknięcia, rozwarstwienie, utlenianie i inne wady powierzchni mogą obniżać niezawodność podzespołów.
Z tego powodu proces precyzyjnego wiercenia laserowego powinien obejmować kontrolę mikroskopową, a w razie potrzeby także metalograficzną.
Materiały do obróbki laserowej prowadzonej strumieniem wody
Przydatność obróbki laserowej z użyciem strumienia wody zależy od absorpcji lasera, właściwości termicznych, charakterystyk mechanicznych oraz interakcji między materiałem a środowiskiem obróbki wspomaganej wodą.
Metale i stopy wysokotemperaturowe
Zastosowania mogą obejmować:
- superstopy na bazie niklu;
- stopy tytanu;
- stale nierdzewne;
- wyselekcjonowane metale o wysokiej wydajności.
Materiały te są powszechnie stosowane w przemyśle lotniczym i inżynierii precyzyjnej.
Technologia laserowa sterowana strumieniem wody jest szczególnie przydatna w przypadku małych otworów i precyzyjnych elementów, w których konwencjonalne zużycie narzędzi lub akumulacja ciepła utrudniają obróbkę.
Kompozyty wzmocnione włóknem węglowym
W konstrukcjach lotniczych coraz częściej stosuje się elementy z polimerów wzmocnionych włóknem węglowym.
Obróbka konwencjonalna może powodować:
- wyciąganie włókien;
- rozwarstwienie;
- zużycie narzędzi;
- uszkodzenia krawędzi.
Obróbka laserowa wiąże się z różnymi wyzwaniami, zwłaszcza w zakresie uszkodzeń termicznych żywicy.
Obróbka laserowa wspomagana wodą pozwala ograniczyć gromadzenie się ciepła i wspomaga usuwanie zanieczyszczeń.
Jednakże parametry procesu CFRP muszą zostać zoptymalizowane w zależności od struktury konkretnego włókna, matrycy i laminatu.
Ceramika techniczna
Ceramika techniczna łączy w sobie twardość, odporność na zużycie i stabilność termiczną, ale jej kruchość utrudnia tradycyjną obróbkę.
Materiały istotne obejmują:
- tlenek glinu, Al₂O₃;
- azotek glinu, AlN;
- cyrkonia, ZrO₂;
- węglik krzemu, SiC;
- azotek krzemu, Si₃N₄;
- ceramika obrabialna mechanicznie.
Obróbka laserowa przy użyciu strumienia wody może być stosowana do wybranych zastosowań w zakresie cięcia, wiercenia i precyzyjnego wykonywania detali w tych materiałach.
Mniejsza siła mechaniczna stanowi istotną zaletę, ponieważ proces ten nie wymaga użycia fizycznej krawędzi tnącej.
Półprzewodniki i materiały elektroniczne
Potencjalne zastosowania obejmują:
- krzem;
- węglik krzemu;
- wybrane płytki półprzewodnikowe;
- Struktury związane z GaAs;
- podłoża elektroniczne.
Proces ten można stosować w przypadku wybranych:
- cięcie płytek;
- precyzyjne dłutowanie;
- obróbka mikrootworów;
- obróbka krawędzi;
- lokalne usuwanie materiału.
Przetwarzanie półprzewodników wymaga specyficznej dla danego zastosowania kontroli zanieczyszczeń, odprysków, efektów termicznych i dokładności cech.
Diament i materiały supertwarde
Diament, diament polikrystaliczny i pokrewne materiały supertwarde stwarzają poważne problemy związane ze zużyciem narzędzi podczas obróbki mechanicznej.
Obróbka laserowa prowadzona strumieniem wody została zbadana i zastosowana do precyzyjnej obróbki materiałów diamentowych.
Ciągłe chłodzenie wodne pozwala ograniczyć nadmierne obciążenie cieplne, natomiast energia laserowa umożliwia bezkontaktowe usuwanie materiału.
Zastosowania mogą obejmować:
- cięcie diamentów;
- obróbka PCD;
- obróbka narzędzi supertwardych;
- precyzyjne generowanie konturów.
Podczas opracowywania procesu należy wziąć pod uwagę gatunek materiału, fazę spoiwa i wymaganą integralność powierzchni.
Przemysłowe zastosowania technologii laserowej sterowanej strumieniem wody
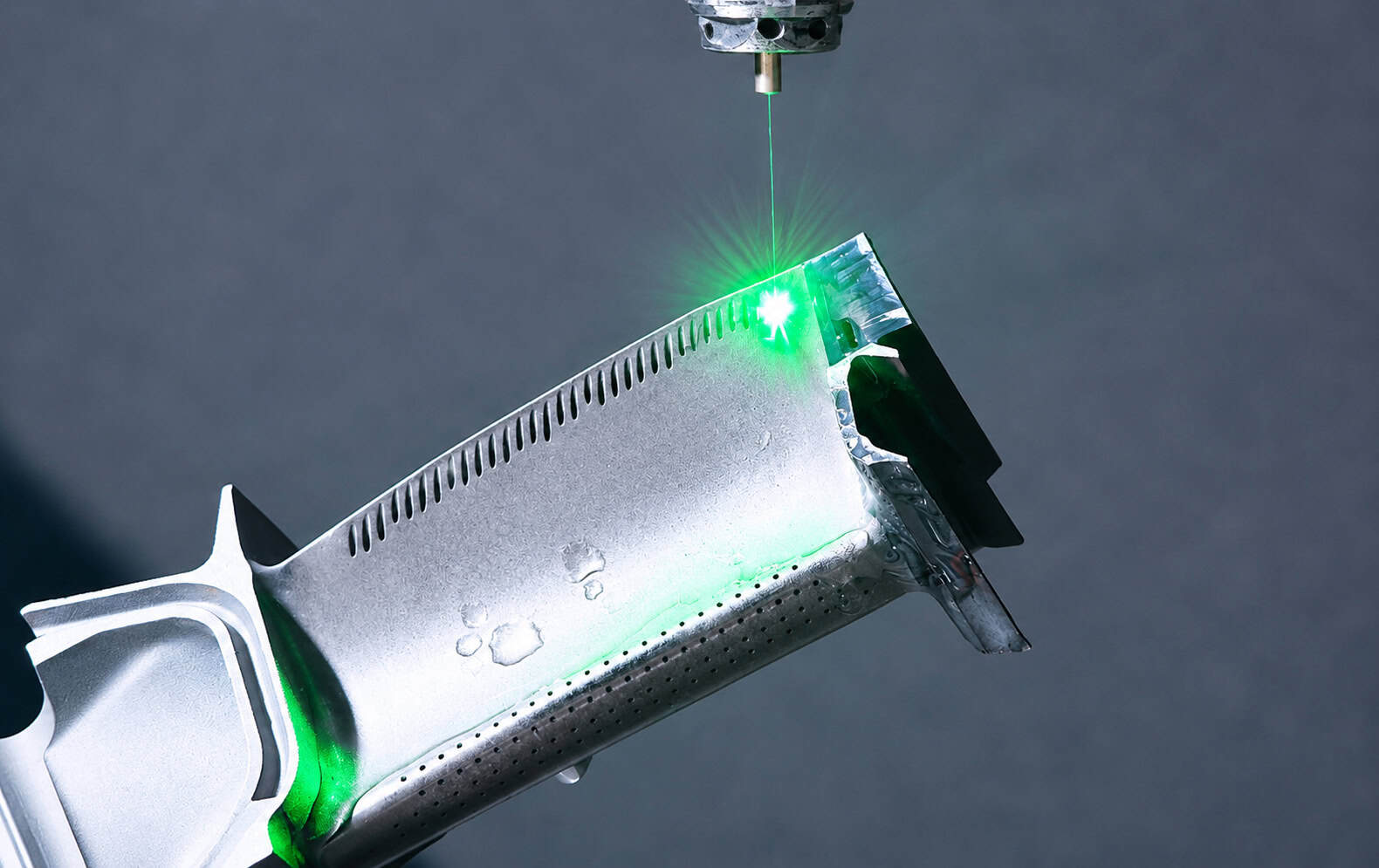
Komponenty lotnicze i silników lotniczych
Elementy lotnicze wymagają ścisłej kontroli geometrii, integralności powierzchni i wad przetwarzania.
Wiele materiałów stosowanych w silnikach lotniczych jest trudnych do obróbki przy użyciu konwencjonalnych narzędzi.
Technologię laserową sterowaną strumieniem wody można stosować w wybranych zadaniach przetwórczych obejmujących:
- elementy komory spalania;
- osłony turbin;
- łopatki i kierownice turbin;
- otwory chłodzące;
- superstopy na bazie niklu;
- kompozyty o matrycy ceramicznej;
- Konstrukcje lotnicze z CFRP.
Mikrowiercenie laserowe jest szczególnie istotne w przypadku struktur chłodzących silników lotniczych.
Nowoczesne elementy turbin mogą wymagać dużej liczby małych otworów chłodzących o kontrolowanej średnicy, orientacji i geometrii.
Dostarczone przykłady techniczne przedstawiają okrągłe, kwadratowe i nieregularne geometrie mikrootworów, w tym cechy występujące w stopach wysokotemperaturowych i strukturach kompozytowych z matrycą ceramiczną.
W przypadku tych komponentów ocena procesu powinna uwzględniać:
- stożek otworu;
- przerobić;
- modyfikacja termiczna;
- mikropęknięcia;
- stan powłoki;
- powtarzalność funkcji.
Półprzewodniki i elektronika 3C
W produkcji komputerów, urządzeń komunikacyjnych i elektroniki użytkowej wymiary komponentów nadal się zmniejszają.
Obróbkę laserową strumieniem wody można ocenić pod kątem precyzyjnej obróbki Si, SiC i wybranych kruchych materiałów elektronicznych.
Przykłady zastosowań obejmują:
- przetwarzanie płytek;
- cięcie podłoży półprzewodnikowych;
- cięcie kryształów;
- precyzyjne dłutowanie;
- obróbka mikrootworów;
- obróbka krawędzi podkładki;
- zaawansowane przetwarzanie materiałów elektronicznych.
Bezkontaktowy charakter mikroobróbki laserowej eliminuje mechaniczne zużycie narzędzia i może zmniejszyć siłę cięcia kruchych podłoży.

Zaawansowana ceramika
Ceramika techniczna stosowana jest w:
- elektronika;
- lotnictwo i kosmonautyka;
- systemy samochodowe;
- technologia medyczna;
- precyzyjne komponenty przemysłowe.
Ich duża twardość i kruchość utrudniają mechaniczne wiercenie i cięcie.
Systemy laserowe naprowadzane strumieniem wody można stosować w wybranych procesach mikroobróbki ceramiki, w których wymagane są wąskie elementy i niskie obciążenia mechaniczne.
Inżynieria precyzyjna i komponenty konsumenckie
Inne potencjalne obszary zastosowań obejmują:
- przekładnie precyzyjne;
- części zegarków;
- części mikromechaniczne;
- folie metalowe;
- igły precyzyjne;
- narzędzia z twardych materiałów;
- mikrofiltry.
Proces ten jest szczególnie istotny w sytuacjach, gdy użycie konwencjonalnych narzędzi staje się utrudnione ze względu na małe wymiary elementów lub twardość materiału.
Komponenty medyczne
Precyzyjne urządzenia medyczne mogą wymagać niewielkich elementów składowych, takich jak:
- obsługuje;
- igły;
- struktury implantów;
- elementy mikrochirurgiczne.
Każde zastosowanie medyczne wymaga osobnej walidacji integralności materiału, czystości i wymagań produkcyjnych.
Energia i zaawansowane komponenty przemysłowe
Potencjalne zastosowania mogą obejmować również wybrane komponenty w:
- technologia słoneczna;
- systemy energetyczne;
- układy wtrysku paliwa;
- dysze precyzyjne;
- zaawansowane komponenty silnika.
Przydatność obróbki laserowej prowadzonej strumieniem wody należy zawsze oceniać w kontekście materiału, wymiarów elementów i wymaganej szybkości produkcji.
Główne zalety i kwestie techniczne
Technologia laserowa sterowana strumieniem wody oferuje szereg potencjalnych zalet, ale ich uzyskanie zależy od prawidłowej integracji procesu.
Wąski rzaz i precyzyjne funkcje
Drobne strumienie wody i kontrolowana energia lasera umożliwiają wykonywanie wąskich szerokości cięcia.
Dane specyficzne dla aplikacji dostarczone dla obróbki laserowej prowadzonej wodą podają szerokość szczeliny w zakresie około 60-90 μm.
Zmniejszone gromadzenie ciepła
Ciągła interakcja wody usuwa ciepło ze strefy przetwarzania.
Dzięki temu można ograniczyć zakres modyfikacji termicznej w porównaniu z konwencjonalnymi procesami laserowymi w porównywalnych warunkach zastosowania.
Usuwanie zanieczyszczeń wspomagane wodą
Strumień wody pomaga w usuwaniu zanieczyszczeń i produktów obróbki.
Może to poprawić czystość szczeliny i zmniejszyć gromadzenie się osadów wtórnych w zoptymalizowanych warunkach.
Brak mechanicznego zużycia narzędzi
Ponieważ materiał usuwany jest za pomocą energii laserowej, konwencjonalne wiertło ani narzędzie tnące nie mają kontaktu z przedmiotem obrabianym.
Jest to szczególnie cenne dla:
- diament;
- SiC;
- ceramika;
- stopy wysokotemperaturowe;
- inne materiały trudne do obróbki.
Wydłużony efektywny zasięg przetwarzania
Strumień wody kieruje wiązkę lasera poza konwencjonalny obszar ogniska wolnej przestrzeni.
Dane dotyczące reprezentatywnego procesu wskazują na odległości robocze wynoszące około 5 – 50 mm, w zależności od układu i warunków strumienia.
Efektywność procesu
W przypadku porównań cięcia węglika krzemu w dostarczonych danych aplikacyjnych, prędkość cięcia laserem prowadzonym strumieniem wody wynosi około 6–10 mm/min zgłoszono w porównaniu z około 2–4 mm/min w przypadku cięcia liną diamentową oraz 1–2 mm/min w przypadku cięcia na bazie szlamu.
To samo odniesienie sugeruje potencjalny 3–5-krotna poprawa wydajności przetwarzania w przypadku porównywalnych zastosowań SiC.
Wartości te zależą od materiału i procesu, nie należy ich uogólniać na każdy przedmiot obrabiany.
Jak wybrać system mikroobróbki laserowej
Wybierając system do mikroobróbki laserowej należy kierować się zastosowaniem, a nie specyfikacją maszyny.
Należy wziąć pod uwagę następujące czynniki.
1. Materiał przedmiotu obrabianego
Zidentyfikować:
- gatunek materiału;
- Powłoka;
- struktura kompozytowa;
- właściwości termiczne;
- kruchość;
- charakterystyka absorpcji lasera.
2. Geometria cech
Określ, czy proces wymaga:
- cięcie;
- wiercenie;
- wiercenie mikrootworów;
- szczelinowanie;
- rowkowanie;
- obróbka konturowa.
W przypadku otworów należy określić:
- średnica;
- głębokość;
- kąt;
- wymóg zwężania;
- odstępy między otworami.
3. Grubość materiału i głębokość obróbki
Wymagana głębokość ma bezpośredni wpływ na moc lasera, strategię obróbki i czas cyklu.
Głębokie funkcje mogą wymagać wielokrotnych przebiegów przetwarzania.
4. Tolerancja uszkodzeń termicznych
W przypadku stopów stosowanych w przemyśle lotniczym, CFRP, materiałów ceramicznych i półprzewodnikowych należy jasno określić dopuszczalne modyfikacje termiczne.
5. Jakość powierzchni
Sprecyzować:
- wymagana chropowatość;
- limity przekształcenia;
- jakość krawędzi;
- wymagania dotyczące zadziorów;
- dopuszczalne mikropęknięcia.
6. Wydajność produkcji
Laboratoryjny proces mikroobróbki laserowej niekoniecznie nadaje się do produkcji przemysłowej.
Należy ocenić czas cyklu, automatyzację i powtarzalność.
7. Inspekcja procesu
W przypadku komponentów krytycznych proces może wymagać:
- mikroskopia optyczna;
- Inspekcja SEM;
- analiza przekrojowa;
- pomiar wymiarowy;
- ocena metalograficzna.
Prawidłowy system mikroobróbki laserowej stanowi zatem kombinację źródła lasera, sterowania strumieniem wody, precyzyjnego ruchu i sprawdzonej receptury procesu.

Systemy obróbki laserowej Greenstone Water Jet
Greenstone dostarcza systemy obróbki laserowej wspomaganej strumieniem wody oraz usługi rozwoju aplikacji dla precyzyjnej mikroobróbki laserowej, mikrowiercenia laserowego, precyzyjnego wiercenia laserowego i zaawansowanej obróbki materiałów.
Nasze podejście systemowe integruje źródło lasera, moduł sprzęgający laser i wodę, precyzyjną kontrolę strumienia wody, platformę ruchu i system sterowania procesem, zgodnie z wymaganiami klienta dotyczącymi materiału i obróbki.
Możliwa jest ocena zastosowań zaawansowanych materiałów inżynieryjnych, w tym stopów wysokotemperaturowych, stopów tytanu, ceramiki technicznej, węglika krzemu, materiałów półprzewodnikowych, struktur kompozytowych i wybranych diamentów lub materiałów supertwardych.
Zamiast wybierać maszynę do cięcia laserem wodnym wyłącznie na podstawie mocy lasera, Greenstone ocenia kompletne wymagania procesu, w tym:
- materiał obrabiany;
- rysunek komponentu;
- wymiary cech;
- geometria otworu lub szczeliny;
- głębokość obróbki;
- odporność na uszkodzenia termiczne;
- jakość powierzchni;
- wymagana wydajność produkcji;
- wymagania dotyczące automatyzacji.
W przypadku nowych zastosowań testy procesów i ocenę próbek można przeprowadzić przed ustaleniem ostatecznej konfiguracji systemu.
Prześlij do Greenstone informacje o materiałach, rysunek komponentu, wymiary docelowe i wymagania dotyczące obróbki. Nasz zespół techniczny może ocenić aplikację i zalecić odpowiednią konfigurację lasera sterowanego strumieniem wody oraz systemu mikroobróbki laserowej.

GREENSTONE GLMJ6000 System mikroobróbki laserowej sterowanej strumieniem wody
W przypadku zastosowań przemysłowych wymagających precyzyjnej mikroobróbki laserowej, wiercenia mikrootworów i złożonej obróbki trójwymiarowej firma GREENSTONE zapewnia System mikroobróbki laserowej sterowanej strumieniem wody GLMJ6000System integruje precyzyjną pięcioosiową platformę CNC z technologią laserową sterowaną mikrostrumieniem wody, umożliwiając kontrolowaną obróbkę laserową złożonych komponentów z dużą dokładnością wymiarową, gładkimi powierzchniami cięcia i minimalnym wpływem ciepła.
GLMJ6000 wykorzystuje Laser impulsowy Nd:YAG o długości fali 532 nm Współosiowo sprzężone w mikronową strugę wody. Po połączeniu ze strumieniem wody, wiązka laserowa jest kierowana w stronę przedmiotu obrabianego poprzez całkowite wewnętrzne odbicie w stabilnej kolumnie wody. Taka konfiguracja tłumi rozbieżność wiązki na efektywnym dystansie roboczym, a stale przepływająca woda zapewnia lokalne chłodzenie i pomaga w usuwaniu stopionego materiału oraz zanieczyszczeń poobróbkowych ze strefy obróbki.
A System wodny wysokiego ciśnienia 500/600 barów, ze stabilnością ciśnienia wody ±5 bara, wspiera stabilną generację mikrostrumienia wody poprzez Dysze 50–120 μm. W połączeniu z Średnia moc lasera 400 W oraz Średnica wiązki 300 μmSystem jest przeznaczony do precyzyjnego wiercenia laserowego, obróbki mikrootworów, precyzyjnego cięcia i innych wymagających procesów mikroobróbki laserowej.
Pięcioosiowa platforma ruchu zapewnia zakres obróbki 2000 × 1500 × 1000 mm, Z Zakres obrotu osi B ±120° oraz Zakres obrotu osi C ±190°Pięcioosiowe jednoczesne sterowanie CNC umożliwia głowicy obróbczej laserowo-wodno-strumieniowej śledzenie złożonych geometrii trójwymiarowych i utrzymywanie wymaganej orientacji obróbki na powierzchniach konturowych.
z Stół roboczy 2000 × 1500 mm i maksymalną nośność stołu 1500 kgGLMJ6000 może obsługiwać zarówno precyzyjne komponenty, jak i stosunkowo duże elementy przemysłowe. Jego dokładność pozycjonowania sięga ±10 μm zgodnie z JIS / 20 μm zgodnie z ISO, podczas gdy dokładność powtarzania pozycjonowania osiąga ±8 μm zgodnie z JIS / 15 μm zgodnie z ISO.
Typowe materiały i komponenty aplikacyjne obejmują: metale, węgliki spiekane, materiały o wysokim współczynniku odbicia światła, węglik krzemu i inne twarde lub kruche materiały, precyzyjne elementy zegarków, części do przemysłu lotniczego i silników lotniczych oraz precyzyjne formyW zależności od właściwości materiału, geometrii komponentu i wymagań obróbkowych, GREENSTONE może opracować rozwiązania w zakresie obróbki laserowej sterowanej strumieniem wody oraz konfiguracje systemów dostosowane do konkretnych zastosowań.
Dane techniczne GLMJ6000
| Konfiguracja | Parametr | Specyfikacja |
|---|---|---|
| System ścieżki optycznej | Typ lasera | Nd:YAG, impulsowe |
| Długość fali | 532 nm | |
| Średnia moc | W 400 | |
| Średnica belki | Ø300 μm | |
| System dróg wodnych | Stabilność ciśnienia wody | ±5 bara |
| Ciśnienie wody | Pasek 500 / 600 | |
| Średnica dyszy | 50-120 μm | |
| System ruchu | Zakres obróbki | 2000 × 1500 × 1000 mm, 5-osiowy |
| Zakres obrotu osi B | ± 120 ° | |
| Zakres obrotu osi C | ± 190 ° | |
| Dokładność pozycjonowania X/Y/Z | ±10 μm (JIS) / 20 μm (ISO) | |
| Dokładność powtarzania pozycjonowania X/Y/Z | ±8 μm (JIS) / 15 μm (ISO) | |
| Rozmiar stołu roboczego | 2000 1500 mm x | |
| Nośność stołu roboczego | 1500 kg | |
| System CNC | Huazhong 848 pięcioosiowa symultaniczna obróbka CNC | |
| Wymiary i waga | Wymiary urządzenia | 6200 × 4200 × 4700 mm |
| Wymiary szafki laserowej | 700 × 2300 × 1720 mm | |
| Waga urządzenia | 25,000 kg | |
| Waga szafki laserowej | 700-750 kg |
GREENSTONE może zapewnić rozwój procesów laserowych sterowanych strumieniem wody, testowanie aplikacji, obróbka próbek i niestandardowe rozwiązania sprzętowe w zależności od materiału obrabianego przedmiotu, geometrii, mikrootworów lub wymagań dotyczących cięcia oraz docelowej jakości obróbki. Klienci o określonych wymaganiach mikroobróbka laserowa, precyzyjne wiercenie laserowe, wiercenie mikrootworów laserowych lub obróbka laserowa sterowana strumieniem wody Osoby zainteresowane prosimy o kontakt z naszym zespołem technicznym w celu oceny wniosku.
Michał Shea
Michael Shea – Dyrektor ds. Zagranicznych, Lider Globalnego Rozwoju Biznesu i Starszy Ekspert ds. Inżynierii Technicznej. Michael Shea pełni funkcję Dyrektora ds. Zagranicznych w Greenstone i jest niezwykle wszechstronnym starszym ekspertem ds. inżynierii technicznej, łącząc globalne przywództwo biznesowe z dogłębną, multidyscyplinarną wiedzą specjalistyczną w zakresie napawania laserowego, wytwarzania przyrostowego metali metodą DED, czyszczenia laserowego, hartowania laserowego, modernizacji urządzeń przemysłowych oraz integracji zaawansowanych systemów produkcyjnych. Dzięki bogatemu doświadczeniu zarówno w rozwoju rynku międzynarodowego, jak i wdrażaniu kompleksowych technologii przemysłowych, Michael odgrywa kluczową rolę w globalnej ekspansji Greenstone, zapewniając jednocześnie doskonałość techniczną w różnorodnych zastosowaniach klientów. Jego wyjątkowa siła zawodowa polega na płynnej integracji strategii handlowej, wiedzy inżynierskiej i…