Głowica laserowa do napawania pod kątem 90° do kompaktowej obróbki wielokątowej
Prezentacja charakterystyki sprzętu
Ta głowica do napawania laserowego to produkt podstawowy, niezależnie opracowany i wprowadzony na rynek przez naszą firmę, odpowiedni do różnych zastosowań napawania laserowego. Posiada zróżnicowane ustawienia interfejsu i może być używana z różnymi laserami. Zapewnia wydajną i stabilną, długotrwałą pracę w przemysłowych zastosowaniach napawania laserowego.
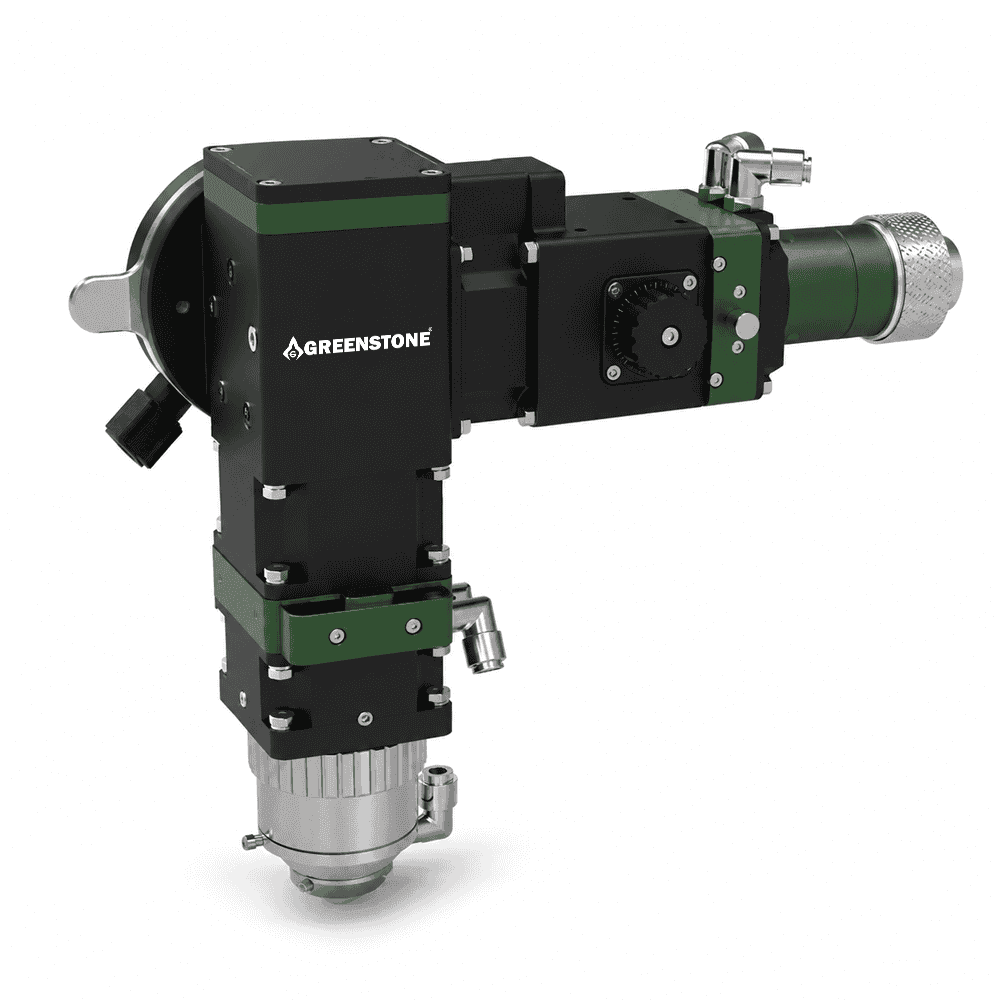
Głowica do napawania laserowego zapewnia głównie transformację ścieżki laserowej i ogniskowanie, generując wystarczającą gęstość energii do stopienia proszku metalu. Ze względu na różne ścieżki optyczne, głowica dzieli się na typ prosty i obrotowy. Moduł zwierciadła ochronnego znajduje się nad modułem kolimacyjnym, aby chronić wtyczkę światłowodu przed zanieczyszczeniem soczewki kolimacyjnej podczas procesu napawania; moduł zwierciadła ochronnego znajduje się pod modułem ogniskującym, aby chronić soczewkę skupiającą przed wpływem rozpylania podczas procesu napawania.
1. Modułowa konstrukcja optyczna klasy laserowej, możliwość montażu w prostych lub zagiętych ścieżkach optycznych, zależnie od wymagań zastosowania;
2. Dotyczy laserów światłowodowych lub półprzewodnikowych o mocy do 12 kW;
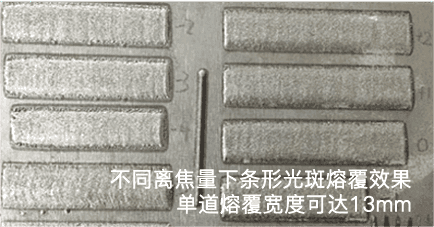
3. Zgodnie z wymaganiami powłoki, może być ona wyposażona w różne soczewki optyczne i moduły, aby uzyskać różne rozmiary plamki, zależnie od potrzeb (kołowa plamka o średnicy 0.5 mm–5.0 mm; maksymalna wydajność plamki paskowej wynosi 24 mm × 3 mm);
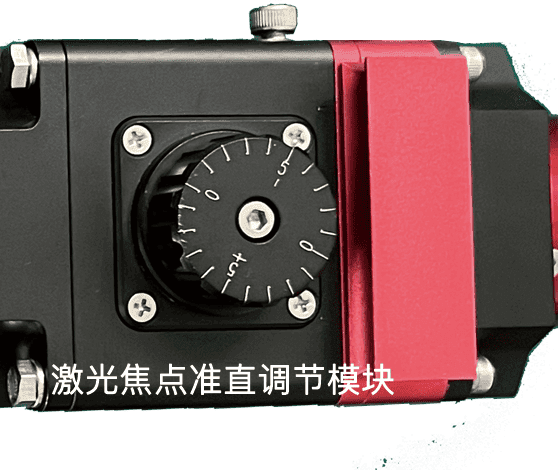
4. Współosiowość ścieżki optycznej lasera jest precyzyjnie regulowana;
5. Przepuszczalność energii lasera wynosi ≥99.5%;
6. Zastosowano uszczelnienie odporne na wstrząsy, a obieg wody skonfigurowano tak, aby zapewnić odpowiednią temperaturę otoczenia soczewki i zapobiec kondensacji;
7. Ochronna konstrukcja okienka zapobiega zanieczyszczeniu soczewki kurzem i dymem podczas nakładania powłoki;
8. Całkowita masa utwardzonego powierzchniowo stopu aluminium wynosi ≤10 kg;
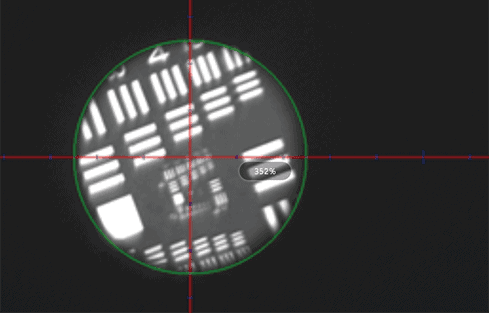
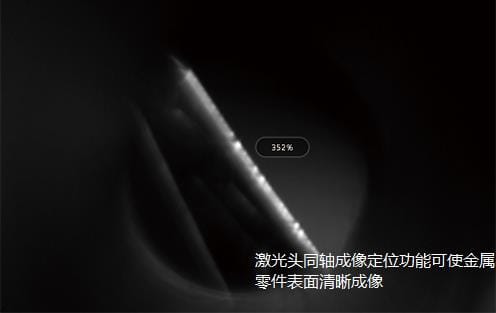
9. Funkcję obrazowania współosiowego można skonfigurować w celu wizualnego nauczania pozycjonowania i monitorowania w czasie rzeczywistym stopionego jeziorka.
| Model | LAMLH-S | LAMLH-SV | LAMLH-T | LAMLH-TV |
| Wygląd |  | |  | |
| Struktura ścieżki optycznej | Proste | Proste | zgięty | zgięty |
| Moduł rozdzielacza wiązki | Nie | Tak | Nie | Tak |
| Zakres długości fali | 900 ~ 1100nm | 900 ~ 1100nm | 900 ~ 1100nm | 900 ~ 1100nm |
| Maksymalna moc | 8000W | 8000W | 8000W | 8000W |
| Szybkość transmisji energii laserowej | ≥99.5% przy 1060~1080 nm | ≥99.5% przy 1060~1080 nm | ≥99.5% przy 1060~1080 nm | ≥99.5% przy 1060~1080 nm |
| Interfejs światłowodowy | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D | QBH, LLK-B/D |
| Regulacja współosiowa optyczna | Dokładna regulacja w kierunku XY | Dokładna regulacja w kierunku XY | Dokładna regulacja w kierunku XY | Dokładna regulacja w kierunku XY |
| Odległość kolimacyjna | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm | 100mm, 150mm, 200mm |
| Odległość ogniskowej | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm | 200mm, 250mm, 300mm |
| Rozmiar wyjścia punktowego kołowego | 0.5 ~ 5.0mm | 0.5 ~ 5.0mm | 0.5 ~ 5.0mm | 0.5 ~ 5.0mm |
| Focus Mode | Instrukcja obsługi | Instrukcja obsługi | Instrukcja obsługi | Instrukcja obsługi |
| Zakres ostrości | ± 5mm | ± 5mm | ± 5mm | ± 5mm |
| Moduł obrazowania | Nie | Tak | Nie | Tak |
| Rozmiar urządzenia (odniesienie) | Nie | Kamera przemysłowa CCD, CMOS | Nie | Kamera przemysłowa CCD, CMOS |
| Moduł kształtowania plamek pasków | Opcjonalnie | Opcjonalnie | Opcjonalnie | Opcjonalnie |
| Typowa wydajność osadzania | ≥10mm³/s | ≥10mm³/s | ≥10mm³/s | ≥10mm³/s |
| Rozmiar plamki paska | 8×2mm, 10×2mm, 12×2mm, 15×2.5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2.5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2.5mm, 16×3mm | 8×2mm, 10×2mm, 12×2mm, 15×2.5mm, 16×3mm |
| Wymiary (dł. × szer. X wys.) | 122 102 × × 364mm | 200 102 × × 364mm | 309 102 × × 258mm | 309 102 × × 258mm |
| Waga | 4.5 kg | 5 kg | 6 kg | 6.5 kg |
Wybór części głowicy do napawania laserowego
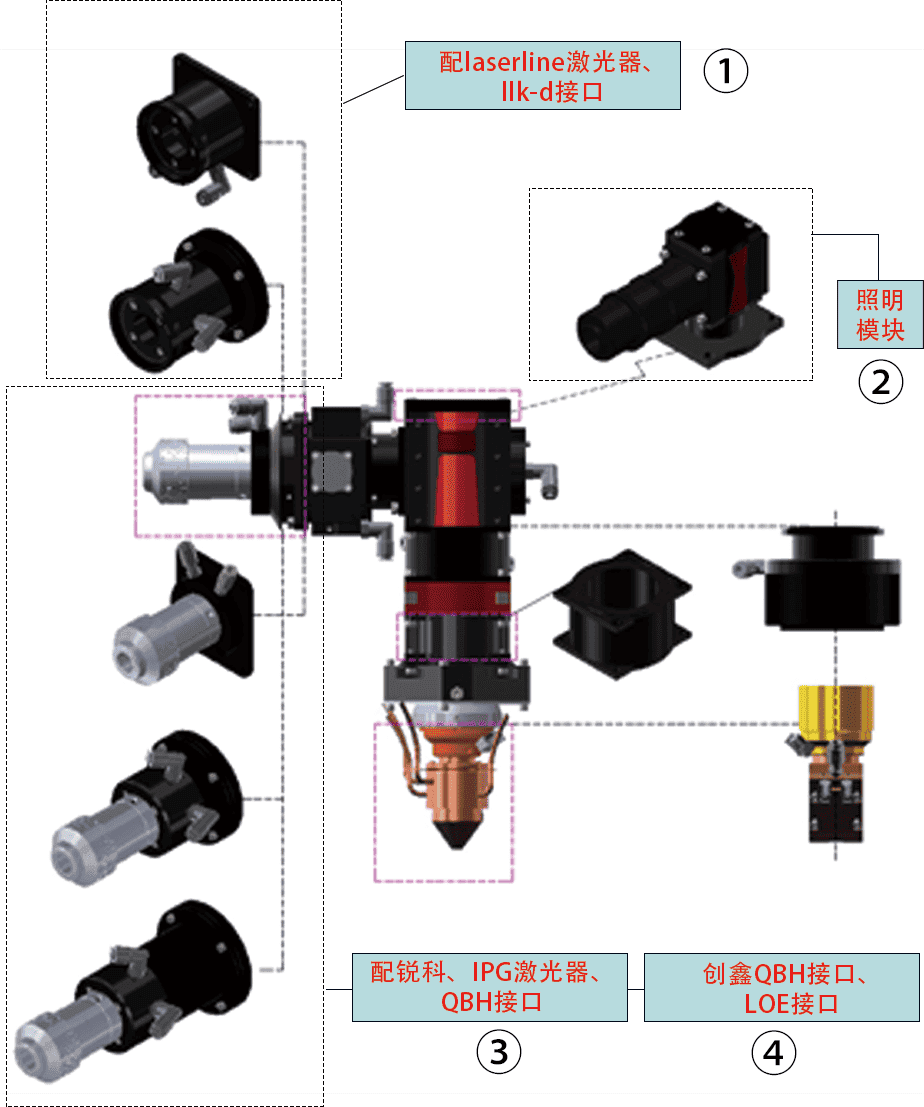
②Moduł oświetlenia
③Wyposażony w interfejs Raycus, laser IPG-QBH
④Wyposażony w interfejs MAX laser-QBH, interfejs LOE
Opcjonalny opis modułu
- Moduł obrazowania: umożliwia przeprowadzanie debugowania i korekcji na podstawie stanu powłoki podłoża poprzez oświetlenie współosiowe;
- Obrazowanie w czasie rzeczywistym i sterowanie sprzężeniem zwrotnym w pętli zamkniętej: umożliwia monitorowanie rozmiaru, kształtu, temperatury itp. stopionego jeziorka utworzonego przez nakładanie laserowe w czasie rzeczywistym oraz przechwytywanie i przesyłanie z powrotem odpowiednich parametrów do systemu sterowania w czasie rzeczywistym w celu dokonywania regulacji w celu uzyskania bardziej stabilnego i wysokiej jakości efektu nanoszenia;
- Moduł kształtujący: umożliwia tworzenie dużych, pasmowych punktów świetlnych, co znacznie zwiększa efektywność okładziny.
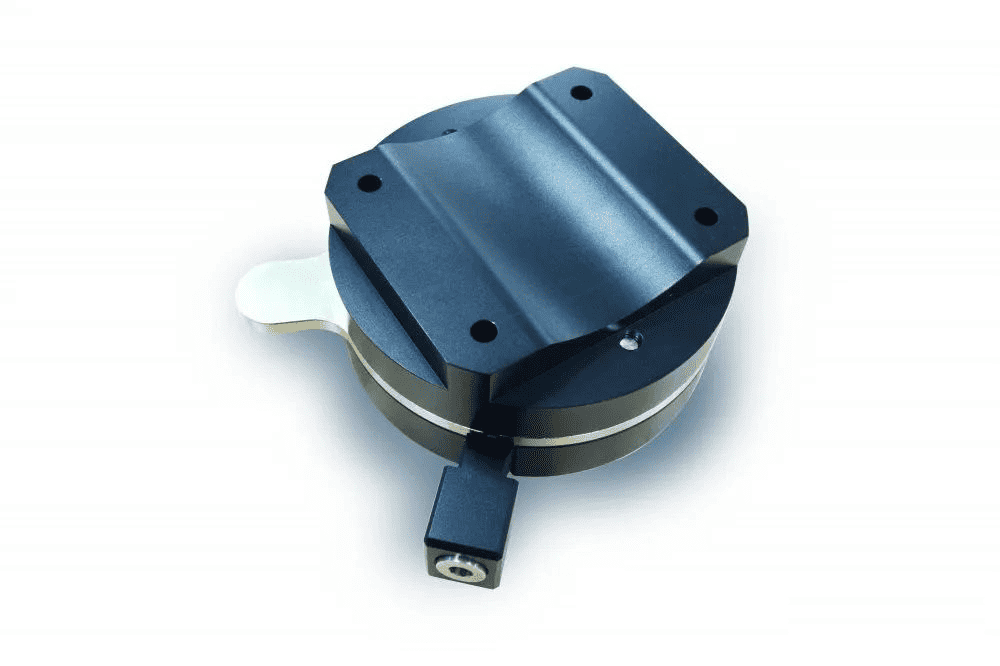
Urządzenie do szybkiej wymiany głowicy do napawania laserowego
Urządzenie do szybkiej wymiany opracowane przez naszą firmę realizuje połączenie pomiędzy robotem a głowicą laserową, szybko przełącza współpracę pomiędzy głowicami laserowymi o różnych specyfikacjach a robotem, może się swobodnie przełączać w różnych procesach i współpracuje z obrotową platformą, dostosowując się do wymagań procesu napawania i spawania elementów obrabianych o różnych kształtach, materiałach i rozmiarach.
Zmiana głowicy narzędzia wymaga ręcznej obsługi przez operatora. Szczegółowe kroki są następujące:
1) Upewnij się, że wszystkie źródła energii urządzenia są bezpiecznie odłączone;
2) Oczyść głowicę narzędzia z pyłu, żużla spawalniczego, proszku itp., wyciągnij światłowód i załóż wtyczkę zabezpieczającą;
3) Odciąć rurę doprowadzającą proszek, gaz osłonowy i inne przewody pomiędzy podajnikiem proszku a głowicą osłonową;
4) Odkręcić szybkozłączkę i zdjąć głowicę szybkoobrotową;
5) Wymień głowicę osłony szerokopasmowej i zablokuj szybkozłączkę;
6) Podłącz światłowód i rurę doprowadzającą proszek osłonowy gazu chłodzącego itp.;
7) Włącz sprzęt i przygotuj się do pracy.
Zalety produktu
- Wyraźne, współosiowe obrazowanie ułatwia dokładne pozycjonowanie i nauczanie obsługi lasera i części;
- Pozycję ogniska lasera można regulować w górę i w dół wzdłuż ogniskowej w zakresie 10 mm, co ułatwia użytkownikom precyzyjną regulację wielkości rozogniskowania i szerokości powłoki;
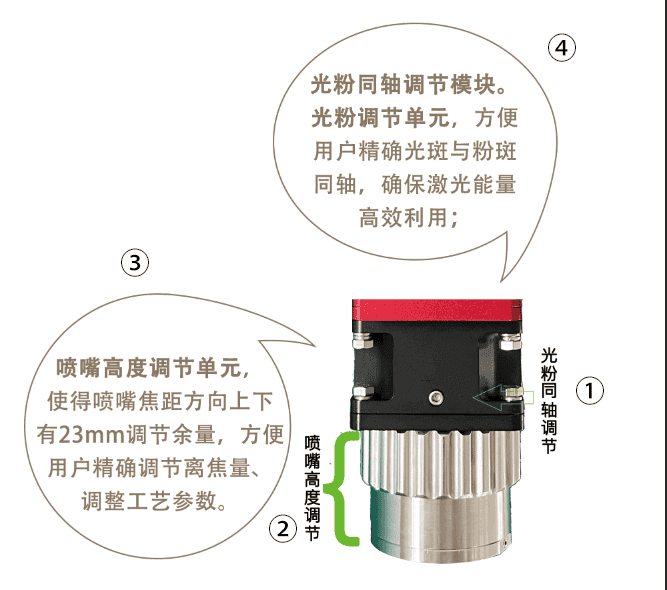
- Moduł regulacji współosiowej proszku lekkiego: Jednostka regulacji proszku lekkiego umożliwia użytkownikom dokładne współosiowe ustawienie plamki świetlnej i plamki proszku, aby zapewnić efektywne wykorzystanie energii lasera; jednostka regulacji wysokości dyszy umożliwia 23-milimetrowy margines regulacji w górę i w dół w kierunku ogniskowej dyszy, co ułatwia użytkownikom precyzyjną regulację ilości rozogniskowania i parametrów procesu;
- Można go wyposażyć w moduł soczewki homogenizującej, aby nadać plamce kołowej kształt plamki prostokątnej, dzięki czemu gęstość energii jest równomiernie rozprowadzana. Jest on stosowany do wydajnego napawania dużych powierzchni lub hartowania laserowego przy użyciu liniowej dyszy przepływu proszku.


Zalecane zaawansowane rozwiązania produkcyjne
Poznaj portfolio firmy Greenstone obejmujące wysokowydajny sprzęt przemysłowy, zaprojektowany z myślą o realizacji Twoich celów produkcyjnych w zakresie napawania laserowego, produkcji addytywnej DED, czyszczenia laserowego, inżynierii powierzchni, precyzyjnej automatyzacji i zaawansowanej obróbki materiałów. Każde rozwiązanie jest strategicznie zaprojektowane, aby zwiększyć możliwości produkcyjne, poprawić wydajność procesów i wspierać skalowalne innowacje przemysłowe.
Od modułowych systemów laserowych po w pełni zintegrowane inteligentne platformy produkcyjne, Greenstone oferuje klientom połączone technologie, które zapewniają większą elastyczność, precyzję i doskonałość operacyjną w nowoczesnych globalnych środowiskach produkcyjnych.

Dysza współosiowa 4-strumieniowa o dużej mocy do napawania laserowego do zastosowań wielkopunktowych






Dysza współosiowa do podawania proszku o długiej ogniskowej, chłodzona wodą, do napawania laserowego


