{kind=link}
{kind=link}
Technologia jonów fluorkowych stanowi nowatorskie rozwiązanie do naprawy i ulepszania łopatek turbin, rozwiązując typowe problemy, takie jak utlenianie, korozja i erozja. Jej nieniszcząca natura, precyzja i zdolność do poprawy trwałości czynią ją cennym narzędziem do utrzymania wydajności i niezawodności turbin gazowych i silników odrzutowych. Dzięki wdrożeniu technologii jonów fluorkowych (FIT), firmy z branży lotniczej i energetycznej mogą osiągnąć znaczne oszczędności, zmniejszyć wpływ na środowisko i wydłużyć żywotność kluczowych podzespołów silnika. Technologia ta podkreśla znaczenie innowacji w materiałoznawstwie i inżynierii powierzchni dla przyszłości konserwacji i napraw turbin.
Technologia czyszczenia jonami fluorkowymi stanowi wysoce wydajną metodę obróbki powierzchni, szeroko stosowaną w produkcji precyzyjnej, elektronice, przemyśle lotniczym i pokrewnych branżach. Ta zaawansowana technika wykorzystuje unikalne właściwości chemiczne związków fluoru, aby ułatwić usuwanie tlenków powierzchniowych i głęboko osadzonych tlenków w mikropęknięciach poprzez połączenie reakcji chemicznych i oddziaływań fizycznych. Wdrożenie tej technologii przyniosło znaczące usprawnienia w konserwacji silników lotniczych, w szczególności obniżając koszty operacyjne przy jednoczesnym zwiększeniu efektywności konserwacji. Ponadto, stanowi ona skuteczne rozwiązanie w zakresie złożonych problemów związanych z przetwarzaniem i naprawą podzespołów silników lotniczych i łopatek turbin gazowych, przyczyniając się tym samym do optymalizacji protokołów konserwacyjnych i wydłużenia żywotności podzespołów w krytycznych zastosowaniach lotniczych.



Gęsta i stabilna warstwa tlenku, która tworzy się na łopatach pracujących w wysokich temperaturach, środowiskach utleniających i korozyjnych, stanowi poważne wyzwanie w procesach konserwacji i napraw. Przed przystąpieniem do naprawy pęknięć łopat, konieczne jest całkowite usunięcie tej warstwy tlenku, aby zapewnić skuteczną naprawę. W przypadku naprawy spawalniczej głębokich pęknięć w łopatach wirnika, proces ten wymaga utworzenia zubożonej warstwy elementów aluminiowych i tytanowych. To zubożenie ma kluczowe znaczenie dla zapewnienia prawidłowej przyczepności spoiny i przywrócenia integralności strukturalnej łopaty, zapewniając jej wydajność i trwałość w wymagających warunkach eksploatacyjnych. Usunięcie warstwy tlenku i kontrolowane zubożenie poszczególnych pierwiastków to kluczowe kroki w celu uzyskania wysokiej jakości naprawy, spełniającej rygorystyczne wymagania zastosowań lotniczych i przemysłowych.
Usunięcie warstwy tlenkowej z wierzchołka pęknięcia stanowi poważne wyzwanie techniczne ze względu na jej gęstą i chemicznie stabilną naturę, co czyni ją odporną na konwencjonalne metody czyszczenia. Jednocześnie osiągnięcie ultraniskich uszkodzeń podłoża ostrza podczas procesu czyszczenia jest wyjątkowo trudne, ponieważ integralność podłoża musi zostać zachowana, aby zachować właściwości mechaniczne i wydajność ostrza. Co więcej, skuteczne usuwanie pozostałości fluoru z korzeni pęknięć podczas czyszczenia dodatkowo komplikuje sprawę, ponieważ niepełne usunięcie może prowadzić do potencjalnej korozji lub osłabienia konstrukcji ostrza. Te wyzwania podkreślają potrzebę zaawansowanych, precyzyjnych technologii czyszczenia, które pozwolą zachować złożoną równowagę między dokładnym usunięciem tlenków, zachowaniem podłoża i eliminacją pozostałości, zapewniając przywrócenie struktury i funkcjonalności ostrza bez uszczerbku dla jego długoterminowej trwałości.

Pierwsze eksperymenty
Nasz zakład wykorzystał lut twardy GHL-6-2 do naprawy pęknięć metodą lutowania szerokoszczelinowego. Po lutowaniu nadmiar lutu i wszelkie pozostałości topnika na powierzchni naprawianego elementu zostały usunięte poprzez ręczne polerowanie. Kontrola wizualna potwierdziła, że powierzchnie pęknięć zostały całkowicie pokryte lutem twardym, co świadczy o skutecznej naprawie.
Aby ocenić stan powierzchni naprawionego obszaru, przeprowadzono lokalną inspekcję fluorescencyjną (FPI). Wyniki, zilustrowane na obrazie fluorescencyjnym strefy naprawy powierzchni łopatki, ujawniły gęste wzory punktowe w miejscach pierwotnych pęknięć (pęknięcia A i B) oraz w obszarach przyległych, gdzie zastosowano spoiwo lutownicze. Wzory te sugerują potencjalne anomalie powierzchniowe lub resztkowe niedoskonałości, podkreślając konieczność dalszego udoskonalenia procesów lutowania i obróbki powierzchni po naprawie w celu uzyskania optymalnej jakości powierzchni i integralności strukturalnej.








Przed sprzątaniem: Powierzchnia ostrza może być pokryta warstwami tlenków, olejem, pyłem lub innymi zanieczyszczeniami, co powoduje matowienie, plamistość lub nierówny wygląd. Te zanieczyszczenia i warstwy tlenków mogą znacząco obniżyć wydajność i trwałość ostrza, co prowadzi do skrócenia jego żywotności oraz zwiększonej częstotliwości konserwacji i wymiany.
Po czyszczeniu: Powierzchnia łopat charakteryzuje się zwiększoną jasnością i jednorodnością, a całkowite usunięcie zanieczyszczeń i warstw tlenków zapewnia czystsze i gładsze wykończenie. Ten proces czyszczenia skutecznie eliminuje szkodliwe substancje, wydłużając tym samym żywotność łopat i redukując związane z tym koszty konserwacji. Poprawa stanu powierzchni nie tylko poprawia wydajność aerodynamiczną i parametry cieplne łopat, ale także przyczynia się do ogólnej niezawodności i opłacalności systemu, w którym są stosowane.


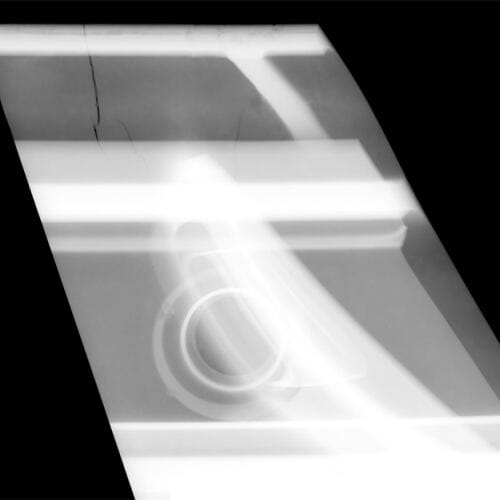
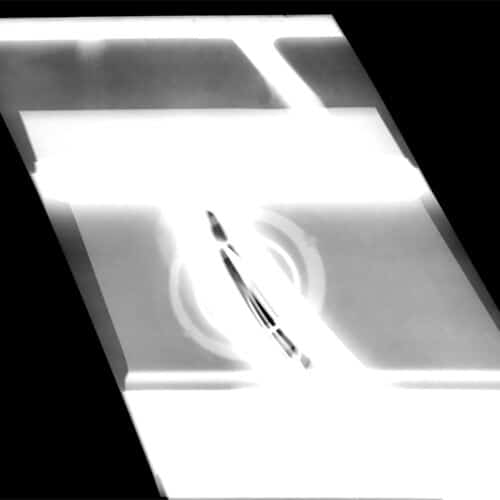

Zdjęcia te stanowią wyraźne i przekonujące porównanie wyników detekcji defektów metodą rentgenowską przed i po naprawie lutowaniem, szczególnie podkreślając udaną rekonstrukcję pierwotnych pęknięć. Ten uderzający kontrast dobitnie pokazuje wyjątkową skuteczność procesu naprawy, podkreślając nie tylko wysoki poziom wiedzy technicznej inżynierów, ale także niezwykłe możliwości technologii lutowania w zaawansowanych zastosowaniach naprawczych. Tak znakomite wyniki świadczą o precyzji i innowacyjności, które napędzają nowoczesne praktyki inżynierskie, oferując znaczący impuls dla postępu i rozwoju w pokrewnych branżach. Co więcej, stanowią one dobitne potwierdzenie zaangażowania i skrupulatnego wysiłku włożonego przez zespół inżynierów, podkreślając kluczową rolę najnowocześniejszych technik naprawczych w poprawie wydajności i niezawodności przemysłowej.




Przed czyszczeniem powierzchnia ostrza może być pokryta warstwami tlenków, nagarami i innymi zanieczyszczeniami, co prowadzi do szorstkiego, matowego wyglądu, a potencjalnie nawet do pojawienia się mikropęknięć lub defektów powierzchni. Jednak po czyszczeniu jonami fluoru problemy te są skutecznie eliminowane, pozostawiając ostrza w nieskazitelnym, odmłodzonym stanie. Powierzchnia staje się czysta i gładka, wolna od resztek zanieczyszczeń i warstw tlenków, ze znacznym zwiększeniem połysku. Dodatkowo, mikropęknięcia i skazy powierzchni są skutecznie naprawiane, przywracając ostrzu stan, który emanuje nową witalnością i blaskiem. Ta niezwykła transformacja nie tylko podnosi walory estetyczne ostrza, ale co ważniejsze, stanowi solidny fundament dla jego wydajności i trwałości. Zapewniając usunięcie szkodliwych niedoskonałości powierzchni, proces czyszczenia gwarantuje niezawodną pracę ostrza w wymagających warunkach wysokich temperatur i ciśnienia, optymalizując tym samym jego wydajność funkcjonalną i trwałość.

| Element | % Wag | %wag. Sigma | Na% |
| 0 | 26.85 | 0.79 | 54.58 |
| Cr | 68.76 | 0.81 | 43.00 |
| Co | 4.38 | 0.44 | 2.42 |
| całkowity | 100 | - | 100 |

| Element | % Wag | %wag. Sigma | Na% |
| 0 | 7.91 | 1.04 | 22.04 |
| Cr | 82.37 | 1.19 | 70.61 |
| Co | 7.46 | 0.62 | 5.64 |
| Ni | 2.25 | 0.55 | 1.71 |
| całkowity | 100 | - | 100 |
Zalety technologii czyszczenia jonami fluorkowymi
1. Wysoka wydajność czyszczenia:
Technologia czyszczenia jonami fluorkowymi charakteryzuje się wyjątkową skutecznością w szybkim i dokładnym usuwaniu warstw tlenków, pozostałości węglowych i innych zanieczyszczeń z powierzchni łopatek turbin. Zapewnia to wysoki poziom czystości i gładkości, co jest kluczowe dla optymalnej pracy łopatek.
2. Czyszczenie bezkontaktowe:
Łopatki turbin, będące precyzyjnie wykonanymi elementami o złożonej geometrii, są podatne na uszkodzenia lub odkształcenia pod wpływem tradycyjnych metod czyszczenia mechanicznego. Technologia czyszczenia jonami fluorkowymi eliminuje to ryzyko, wykorzystując reakcje chemiczne i oddziaływania fizyczne do usuwania zanieczyszczeń, zachowując w ten sposób integralność strukturalną i funkcjonalność łopatek.
3. Zgodność ze środowiskami o wysokiej temperaturze i wysokim ciśnieniu:
Łopatki turbin pracują w ekstremalnych warunkach wysokiej temperatury i ciśnienia panujących w środowisku silnika. Technologia czyszczenia jonami fluorkowymi jest wyjątkowo dostosowana do tych warunków, zapewniając skuteczne rezultaty czyszczenia, spełniające rygorystyczne wymagania tak wymagających warunków pracy.
4. Redukcja zmęczenia i utleniania powierzchni:
Proces czyszczenia zapewnia gładką powierzchnię łopatek, co nie tylko minimalizuje opór aerodynamiczny i poprawia wydajność silnika, ale także zapobiega utlenianiu powierzchni i powstawaniu pęknięć zmęczeniowych. Przyczynia się to znacząco do wydłużenia żywotności łopatek.
5. Zrównoważony rozwój środowiska i efektywność energetyczna:
W porównaniu z konwencjonalnymi metodami czyszczenia chemicznego, technologia czyszczenia jonami fluorkowymi eliminuje potrzebę stosowania dużych ilości rozpuszczalników organicznych, co pozwala obniżyć koszty utylizacji odpadów i spełnić normy ochrony środowiska. Dodatkowo, gładsza powierzchnia łopatek uzyskana dzięki temu procesowi zmniejsza opór aerodynamiczny, poprawiając tym samym efektywność paliwową silnika.
6. Kontrolowalność procesu:
Technologia czyszczenia jonami fluorkowymi zapewnia doskonałą kontrolę procesu, umożliwiając precyzyjną regulację parametrów pracy. Gwarantuje to spójne i powtarzalne rezultaty czyszczenia, zwiększając niezawodność procesu.
7. Zwiększona efektywność konserwacji:
Oczyszczone powierzchnie łopatek turbiny ułatwiają inspekcję i konserwację, zwiększając tym samym wydajność i bezpieczeństwo prac konserwacyjnych. Ten usprawniony proces redukuje przestoje i koszty operacyjne, co dodatkowo podkreśla zalety tej technologii w zastosowaniach przemysłowych.
Podsumowując, technologia czyszczenia jonami fluorkowymi stanowi kompleksowe rozwiązanie w zakresie konserwacji łopatek turbin, łącząc wysoką wydajność, precyzję, zrównoważony rozwój środowiska i niezawodność działania, aby sprostać wysokim wymaganiom nowoczesnych zastosowań inżynieryjnych.






Michał Shea
Michael Shea – Dyrektor ds. Zagranicznych, Lider Globalnego Rozwoju Biznesu i Starszy Ekspert ds. Inżynierii Technicznej. Michael Shea pełni funkcję Dyrektora ds. Zagranicznych w Greenstone i jest niezwykle wszechstronnym starszym ekspertem ds. inżynierii technicznej, łącząc globalne przywództwo biznesowe z dogłębną, multidyscyplinarną wiedzą specjalistyczną w zakresie napawania laserowego, wytwarzania przyrostowego metali metodą DED, czyszczenia laserowego, hartowania laserowego, modernizacji urządzeń przemysłowych oraz integracji zaawansowanych systemów produkcyjnych. Dzięki bogatemu doświadczeniu zarówno w rozwoju rynku międzynarodowego, jak i wdrażaniu kompleksowych technologii przemysłowych, Michael odgrywa kluczową rolę w globalnej ekspansji Greenstone, zapewniając jednocześnie doskonałość techniczną w różnorodnych zastosowaniach klientów. Jego wyjątkowa siła zawodowa polega na płynnej integracji strategii handlowej, wiedzy inżynierskiej i…