Inner Bore Laser Cladding Remanufacturing System
機器の特性のプレゼンテーション
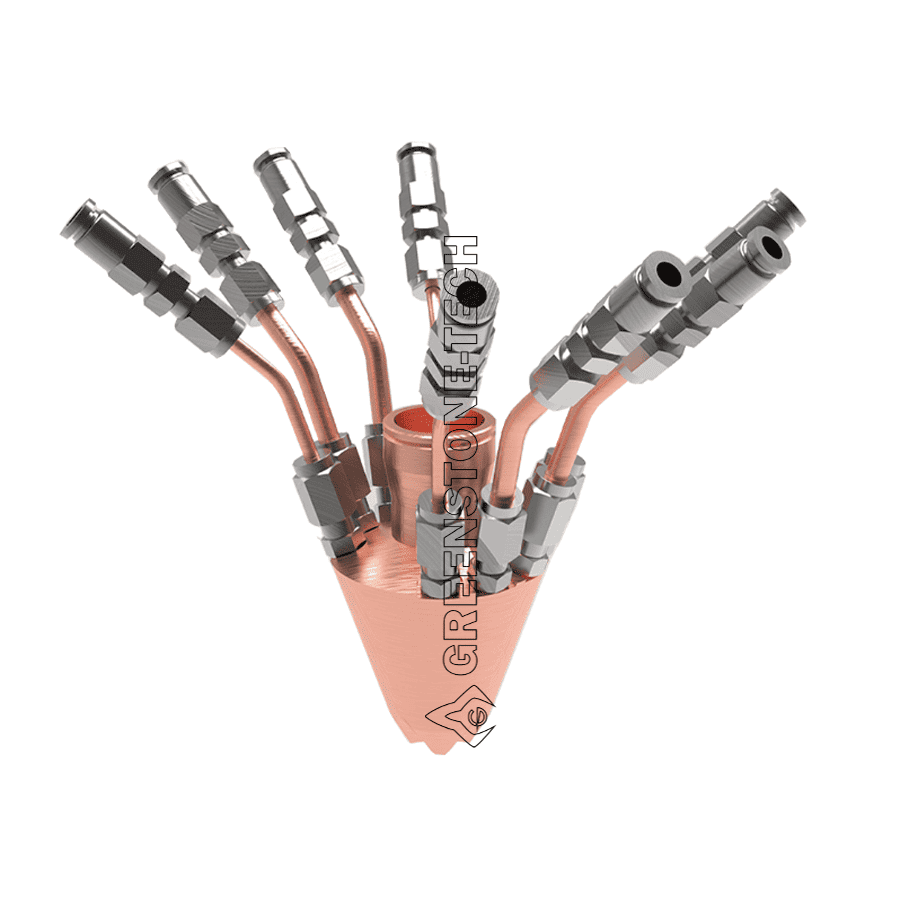
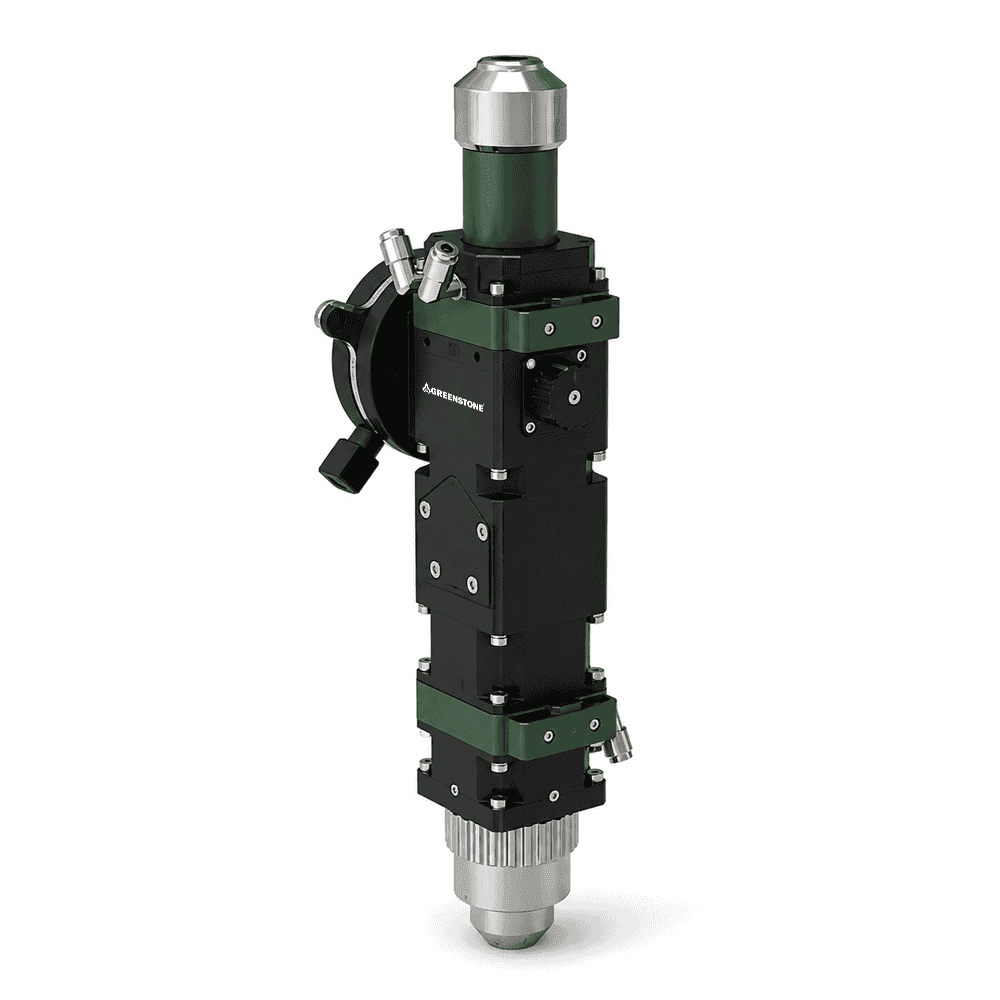
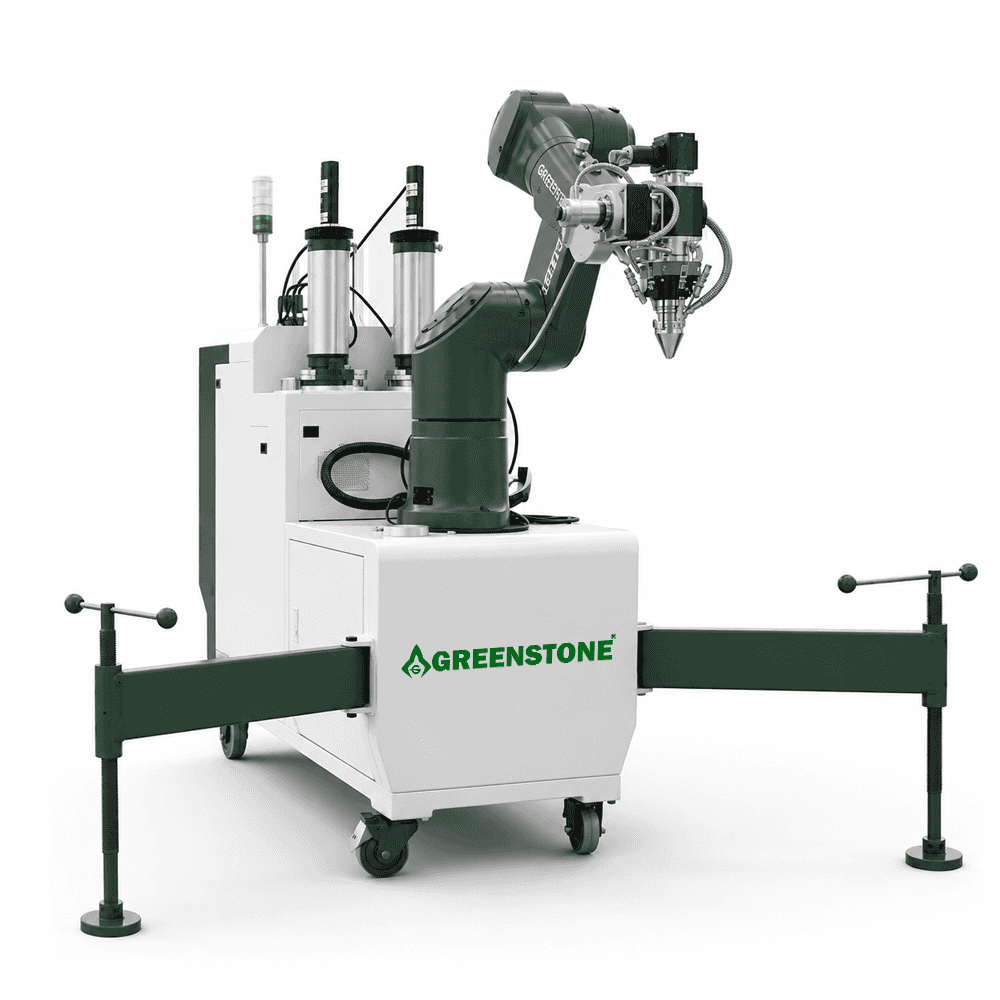
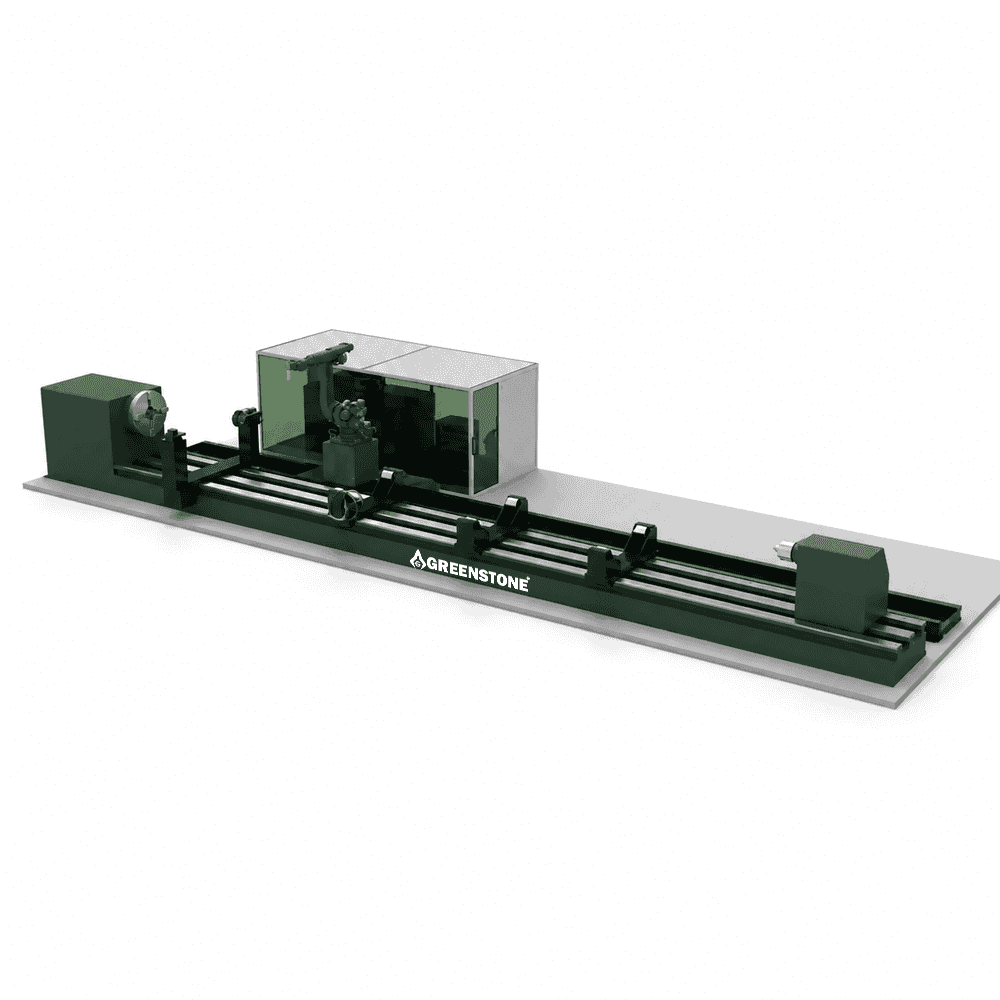
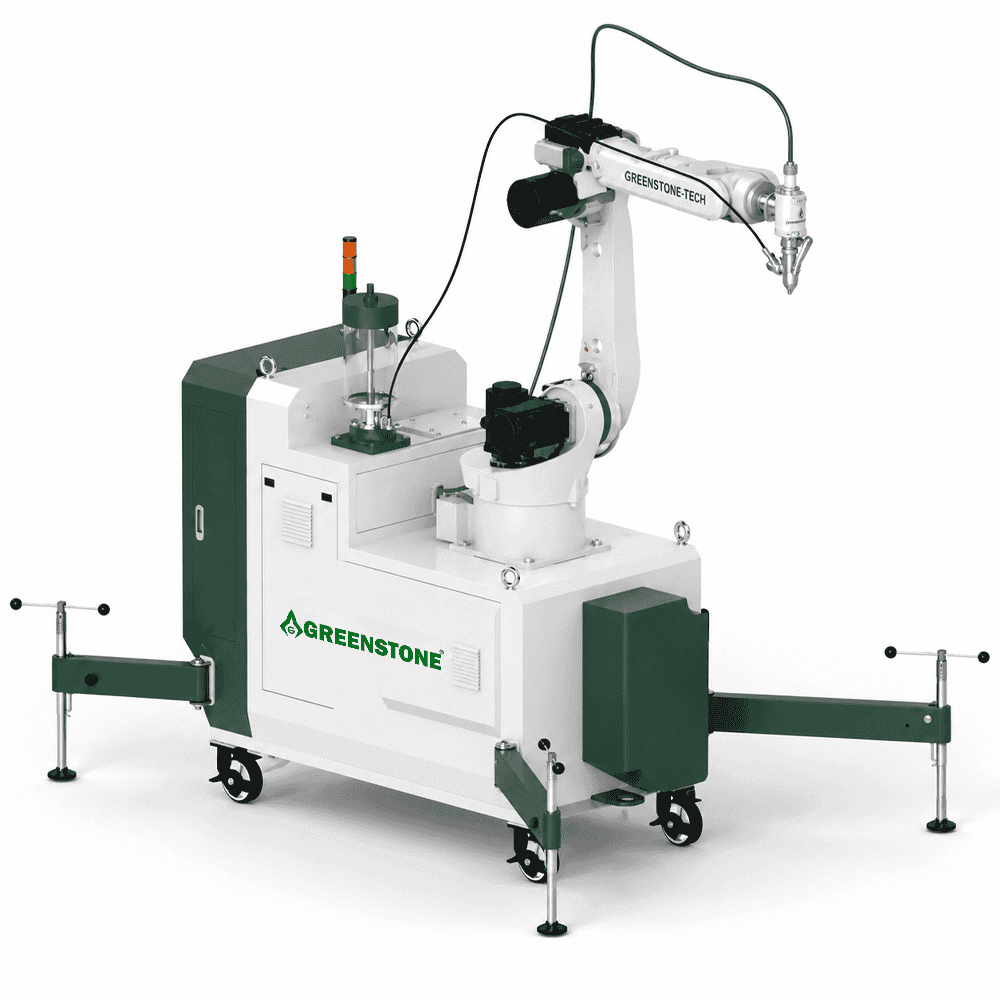
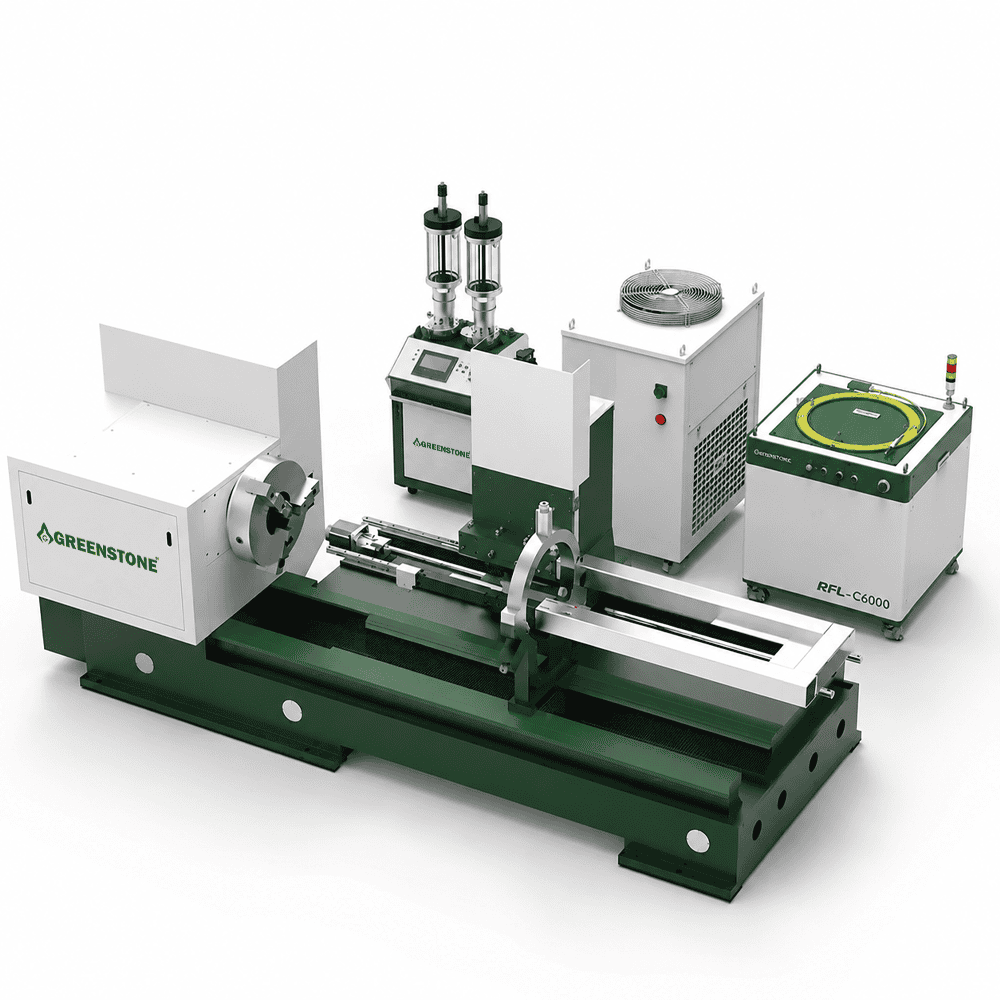
The inner hole laser cladding equipment (workpiece inner surface repair system) has the advantages of high integration, high precision and high adaptability. It can easily realize efficient and high-quality laser processing of the inner surfaces of different types of parts. It has accessibility that is difficult to obtain with traditional optical heads. Combined with our company’s existing ultra-high-speed laser cladding technology, it can complete high-speed cladding processing of products such as cylinders and columns.
- Concentrated heat, small heat input, small heat-affected zone, no effect on organizational changes;
- Smooth cladding surface, less machining;
- Shallow fusion depth, low cladding layer dilution, good anti-corrosion effect;
- Suitable for cladding of various materials, low cladding cost;
- The equipment has the advantages of high integration, high precision and high adaptability;
| 設備名 | Inner Hole Laser Cladding Equipment |
| パワー | 500-4000W |
| 回転速度 | 0-150RPM |
| 粉体粒子径 | 25-150μm |
| クラッド厚さ | 0.30-0.65mm |
| 粉体供給率 | 0.1-200g/min |
| Efficiency | 0.5m²/h |
Inner hole cladding test
1.The inner wall of the cylinder liner is laser clad, the thickness of the cladding layer is 0.3-0.6mm on one side, the surface of the cladding layer is continuous and uniform, and no pore defects are found.
 |  |  |
| Cylinder liner processing diagram | Penetrant testing of the inner hole cladding layer showed no crack defects | Penetration test diagram |
- Cut the cladding layer along the vertical cladding scanning direction to prepare the metallographic sample. Use the 100x lens of the metallographic microscope to observe the bonding between the cladding layer and the substrate and the internal quality of the cladding layer. The cladding layer and the substrate are metallurgically bonded, the melting depth is shallow, and there is no unfused and pore defects inside the cladding layer. The thickness of the cladding layer is about 0.3mm.
- Grind the cladding parts, and keep the thickness of the cladding layer at about 0.15mm, with a surface roughness of Ra0.8. According to the GB/T10125-1997 standard, the neutral salt spray corrosion test is carried out. After 100h of continuous spraying, the surface rust of the cladding layer is observed, and no rust spots are found on the surface of the cladding layer.
- Use a portable hardness tester to test the hardness of the cladding layer after grinding. Take 6 points evenly along the circumference of the experimental tube. The hardness range of the cladding layer is about 50-53HRC.
 |  |
| Metallographic diagram | Salt spray test chart |






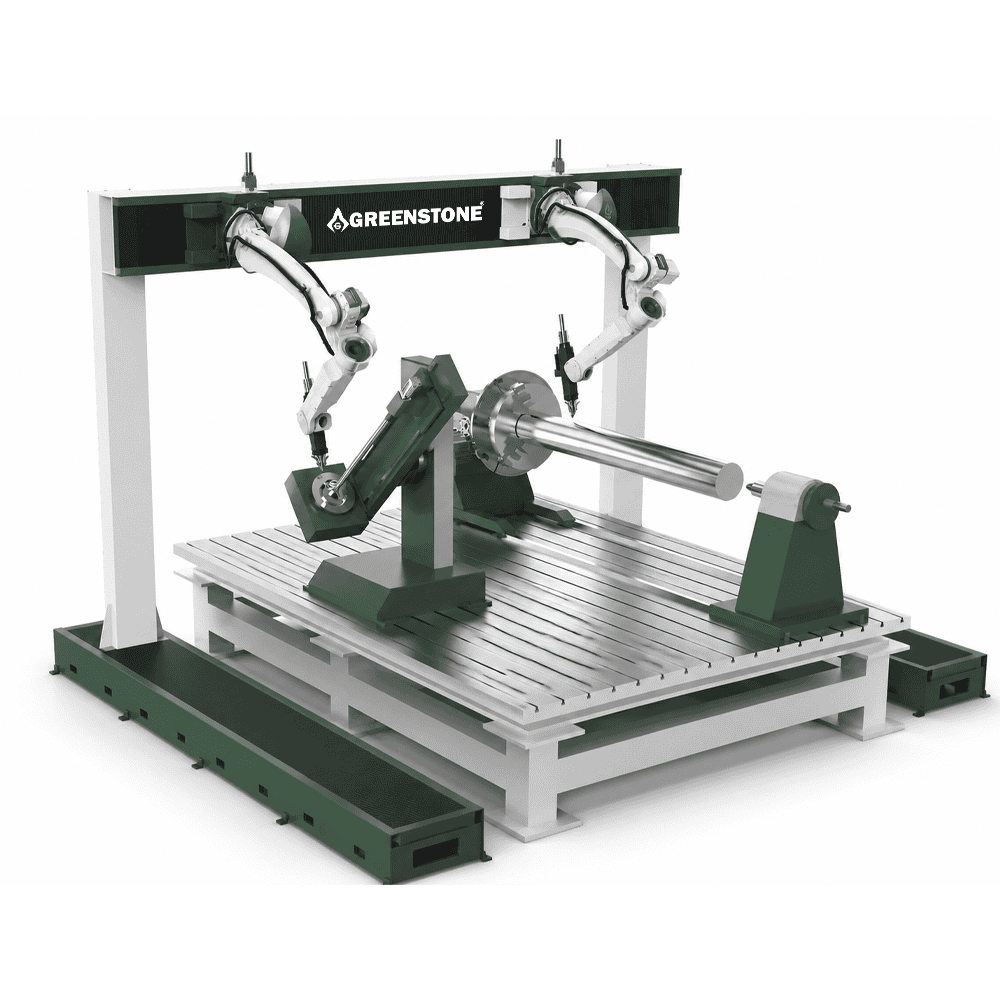
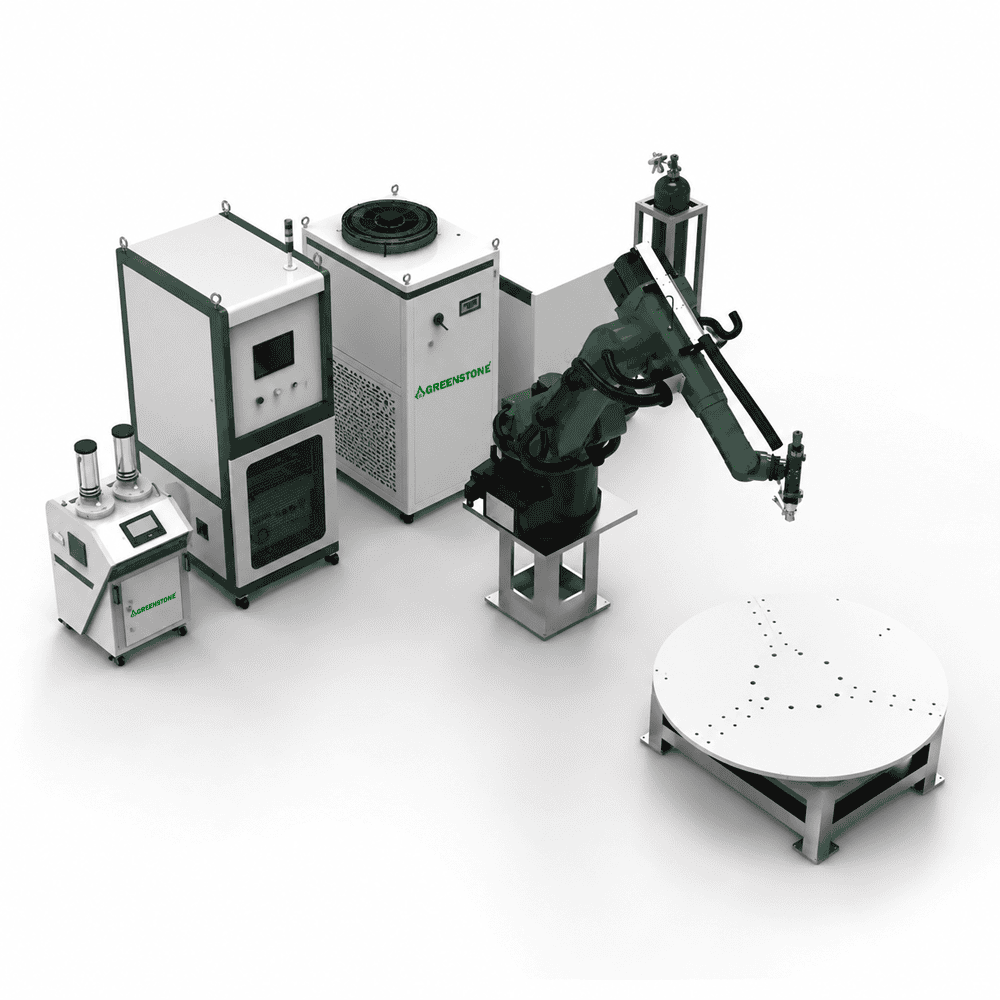
推奨される先進製造ソリューション
レーザークラッディング、DED積層造形、レーザクリーニング、サーフェスエンジニアリング、精密自動化、高度材料加工など、お客様の製造目標を補完するために設計された、Greenstoneの高性能産業機器の関連ポートフォリオをご覧ください。各ソリューションは、生産能力を拡大し、プロセス効率を向上させ、スケーラブルな産業イノベーションをサポートするために戦略的に設計されています。.
モジュール式レーザーシステムから完全に統合されたインテリジェント製造プラットフォームまで、Greenstoneは、現代のグローバルな製造環境において、より高い柔軟性、精度、卓越したオペレーションを実現する相互接続技術をお客様に提供しています。.