Micromecanizado láser: Tecnología, sistemas y aplicaciones de láseres guiados por chorro de agua.
3 de julio de 2026
{kind=link}
{kind=link}
{kind=link}
Micromecanizado láser Se utiliza cada vez más para fabricar orificios a microescala, ranuras estrechas, surcos finos y características de precisión complejas en materiales de ingeniería avanzados. A medida que los motores aeroespaciales, los dispositivos semiconductores, las cerámicas técnicas y los componentes de alto rendimiento buscan reducir el tamaño de las piezas y cumplir con requisitos dimensionales más estrictos, el mecanizado mecánico convencional y el procesamiento láser en espacio libre pueden presentar limitaciones relacionadas con el desgaste de la herramienta, la acumulación de calor, el control focal y la integridad de la superficie.
La tecnología láser guiada por chorro de agua combina la energía láser pulsada con un chorro de agua fino y estable. El haz láser se acopla al chorro de agua y se guía hacia la pieza de trabajo mediante reflexión interna total en la interfaz agua-aire. El agua en movimiento contribuye simultáneamente a la refrigeración y elimina parte del material fundido o ablacionado de la zona de procesamiento.
This combination creates a distinctive laser micromachining process for precision cutting, laser micro drilling and controlled material removal.
Depending on the material, feature geometry and process configuration, water jet guided laser machining can be applied to nickel-based superalloys, titanium alloys, ceramics, silicon carbide, semiconductor materials, carbon-fiber-reinforced composites and diamond-related materials.


¿Qué es el micromecanizado láser?
Laser micromachining refers to the use of controlled laser energy to produce small, high-precision features by removing material at a micro-scale or near-micro-scale level.
Los procesos típicos incluyen:
- microperforación láser;
- perforación láser de precisión;
- laser micro hole drilling;
- microcorte;
- fine grooving and slotting;
- mecanizado de contornos de precisión;
- eliminación localizada de material;
- machining of complex micro-features.
Unlike conventional milling or drilling, laser processing does not require a cutting tool to physically contact the workpiece. This eliminates mechanical tool wear and reduces cutting forces on delicate components.
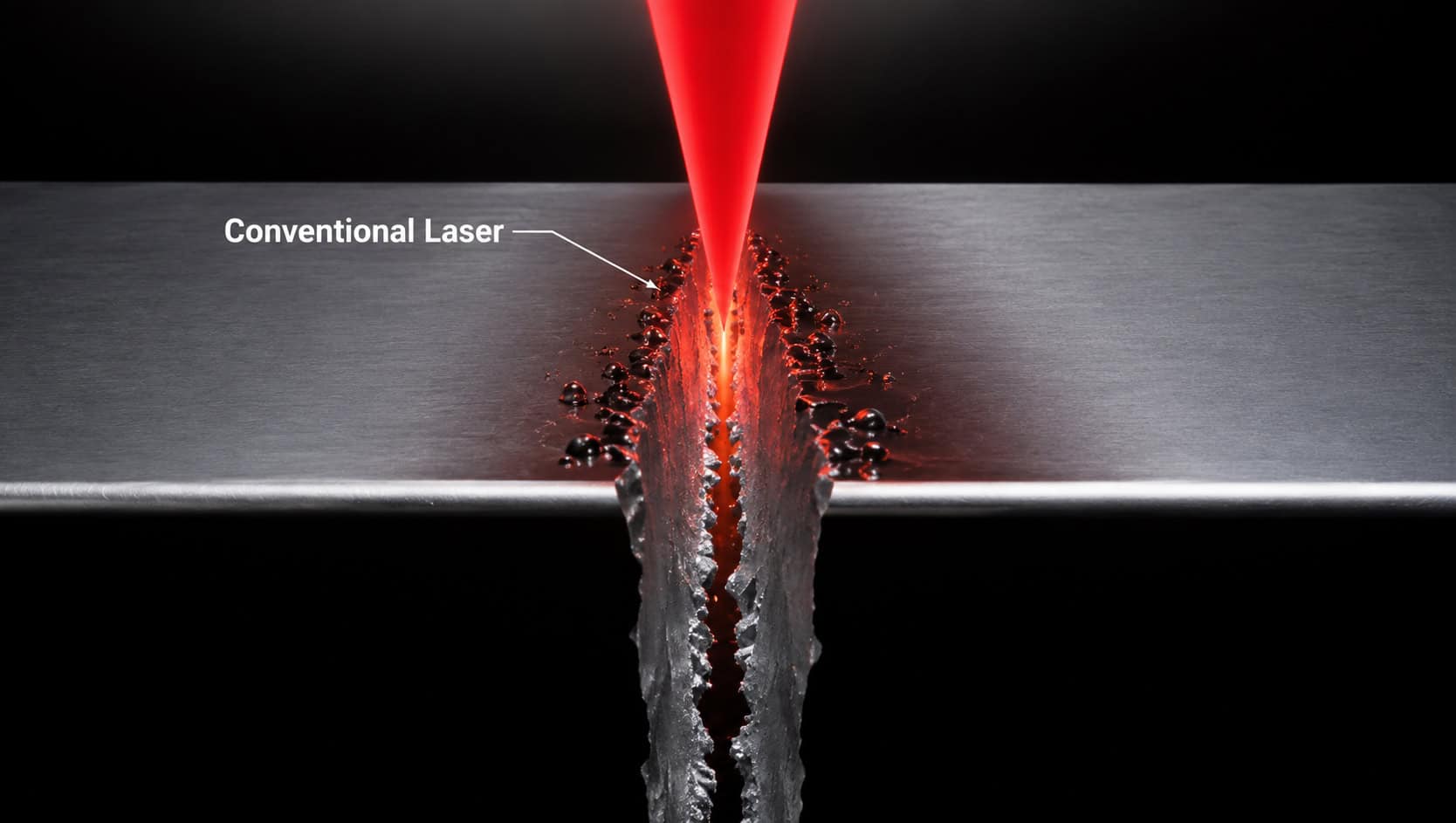
Sin embargo, el micromecanizado láser convencional también presenta desafíos técnicos.
A free-space laser beam normally has to be accurately focused on the processing surface. The useful processing zone is influenced by focal depth, surface geometry, beam incidence angle and the relative position between the optical system and the workpiece.
During deep cutting or drilling, repeated laser-material interaction may also produce heat accumulation, a heat-affected zone, recast material, oxidation, taper or debris deposition. The severity of these effects depends strongly on the laser pulse duration, wavelength, power density, assist gas, material and process strategy.
For this reason, different laser micromachining systems have been developed for different industrial requirements. Water jet guided laser machining is one of the specialized technologies used where precision, cooling and controlled energy delivery are particularly important.
What Is Water Jet Guided Laser Technology?
A water jet guided laser Es una tecnología de mecanizado láser en la que un haz láser se acopla coaxialmente a un chorro de agua fino y de alta velocidad.
The water jet acts as a flexible optical guide.
In conventional laser processing, the focused laser beam propagates through air from the focusing optics to the workpiece. In water jet guided laser machining, the laser is introduced into a fine water jet through an optical coupling structure and nozzle.
Because of the refractive-index difference between water and the surrounding air, properly coupled laser light can be confined within the water column by total internal reflection.
The principle is comparable, in a simplified optical sense, to light guidance in an optical fiber.
The resulting water-guided laser beam travels with the jet toward the workpiece.
At the processing zone, the laser provides the energy required for material removal, while the continuously flowing water can:
- cool the local processing region;
- limit excessive heat accumulation;
- remove part of the machining debris;
- eliminar el material fundido o ablacionado del corte;
- reduce surface contamination;
- support more stable processing over a useful working distance.
La tecnología a veces se busca de forma más amplia como una láser de chorro de agua. However, it should not be confused with conventional abrasive waterjet cutting.
Water jet guided laser machining is fundamentally a laser-based material removal process.

How Does Water Jet Guided Laser Technology Work?
A water jet guided laser process can be understood through five principal stages.
1. Laser Beam Generation and Focusing
A pulsed laser source generates the processing beam.
The exact laser parameters depend on the material and application. In the technical configurations covered by the supplied process data, representative system ranges include:
- Potencia del láser: aproximadamente 20–400 W;
- longitud de onda: 532 nm;
- Duración del pulso: aproximadamente 1–500 ns.
These values represent a technical configuration range rather than universal requirements for every water jet guided laser system.
The laser beam is directed through focusing optics toward the optical coupling region.
El control preciso del ángulo de incidencia del láser, la posición del haz y la ventana óptica es esencial, ya que un acoplamiento eficiente entre el láser y el agua influye directamente en la confinación del haz y la estabilidad del proceso.
2. Laser Coupling into the Water Jet
The focused beam enters a pressurized water chamber and is aligned with a precision nozzle.
La ventana óptica, la geometría de acoplamiento y la boquilla deben funcionar conjuntamente para lograr una alineación coaxial entre el láser y el chorro de agua.
Representative nozzle diameters in the supplied technical data range from approximately:
20 a 100 μm
The water pressure may be configured within a broad range. The reference process information shows:
50 a 800 bar
La presión y el diámetro de la boquilla deben seleccionarse en función de la estabilidad del chorro, la distancia del proceso, los parámetros del láser y el tamaño de la característica requerida.
Una mala alineación del acoplamiento puede provocar pérdidas de energía óptica, una guía del haz inestable o daños localizados en los componentes de acoplamiento.
Por este motivo, el acoplamiento láser-agua de alta eficiencia es uno de los principales retos de ingeniería en un sistema láser guiado por chorro de agua.
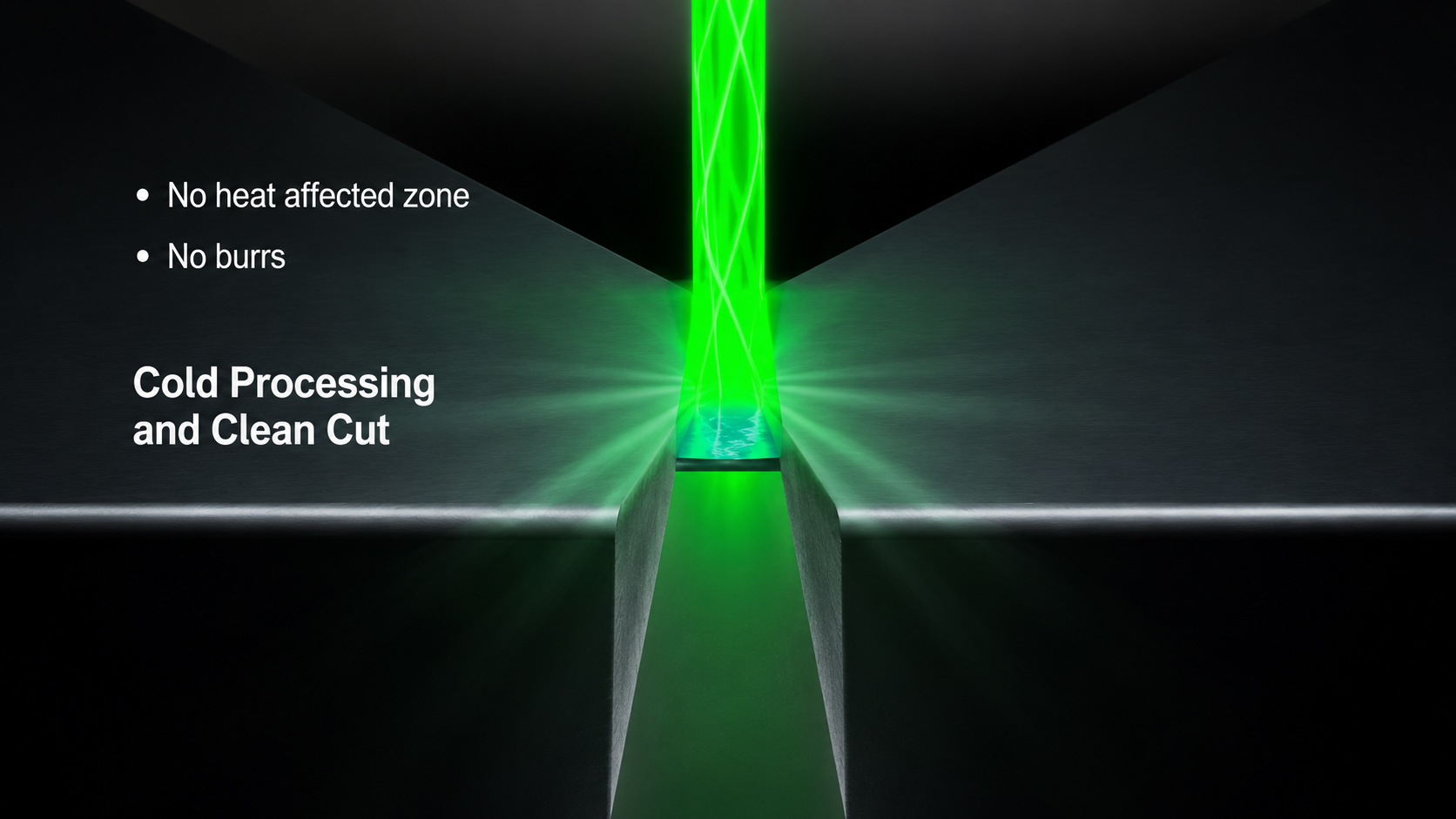
3. Laser Guidance by Total Internal Reflection
Tras entrar en el chorro de agua, el rayo láser se refleja repetidamente en la interfaz agua-aire.
This total internal reflection confines the laser energy within the fine water column.
En lugar de formar un cono enfocado convencional en el espacio libre que diverge rápidamente alejándose del plano focal, la energía del láser sigue el chorro de agua a lo largo de una distancia de procesamiento definida.
Representative technical data indicate working distances of approximately:
5 – 50 mm
La distancia de trabajo efectiva depende de la aplicación y del sistema, y está influenciada por la estabilidad del chorro de agua, la geometría de la boquilla, la presión, el acoplamiento láser y las condiciones ambientales.
This guided delivery mechanism is one of the fundamental differences between water jet guided laser technology and conventional focused laser machining.
4. Interacción láser-material
When the guided laser reaches the workpiece, laser energy is absorbed by the material.
Dependiendo de las propiedades del material y los parámetros del láser, la eliminación del material puede implicar fusión localizada, vaporización, ablación e interacción repetida de energía pulsada.
The laser remains the primary source of processing energy.
The water jet is not an abrasive cutting medium.
This distinction is important because the technology should not be interpreted as a small conventional waterjet cutting machine.
In reported and application-specific configurations, the process can be used on material thicknesses ranging from thin precision structures to substantially thicker components. The supplied technical reference shows a broad processing thickness range of approximately:
0.01 30 a mm
The actual achievable depth or thickness depends strongly on material, feature geometry, laser power, pulse characteristics and process strategy.
5. Enfriamiento y evacuación de escombros
El chorro de agua interactúa continuamente con la zona de mecanizado.
This provides two important functions.
First, water removes heat from the surrounding material and can reduce excessive thermal accumulation.
Second, the flowing jet assists in flushing machining products away from the interaction region.
This can reduce recast accumulation, carbonized residue and debris deposition under suitable processing conditions.
Por este motivo, el mecanizado láser guiado por chorro de agua se considera a menudo un proceso láser de baja carga térmica en comparación con muchas configuraciones de mecanizado láser convencionales.
However, the technically accurate description is reduced thermal influence, not an unconditional “zero heat-affected zone.”
El efecto térmico final depende de:
- propiedades del material;
- duración del pulso láser;
- pulse frequency;
- power density;
- velocidad de procesamiento;
- water jet pressure;
- diámetro del chorro;
- feature geometry;
- number of processing passes.
Is a Water Jet Laser the Same as Waterjet Cutting?
No.
Un láser guiado por chorro de agua y un sistema de corte por chorro de agua convencional utilizan mecanismos de eliminación de material fundamentalmente diferentes.
| Proceso | Láser guiado por chorro de agua | Corte por chorro de agua convencional |
|---|---|---|
| Energía de procesamiento primario | Energía láser | High-pressure water or abrasive particles |
| Función del agua | Guía óptica, refrigeración y eliminación de residuos | Mechanical erosion and cutting |
| Rayo laser | Sí: | No |
| Medios abrasivos | Normally not the primary cutting mechanism | Común en el corte por chorro de agua abrasivo |
| Enfoque típico | Micromecanizado de precisión y materiales avanzados | General material cutting |
| Micro-feature capability | Adecuado para microcaracterísticas de precisión seleccionadas. | Limitado por las características del chorro y la abrasión. |
El término láser de chorro de agua A veces se utiliza de forma informal en búsquedas y debates técnicos. Una descripción técnica más precisa es:
Láser guiado por chorro de agua
o bien:
Mecanizado láser guiado por agua
Para equipos industriales, Greenstone utiliza el término más amplio Water Jet Guided Laser Machining System porque la tecnología puede hacer más que solo cortar.
Applications can include drilling, micro-hole machining, grooving and other precision material removal processes.
Micromecanizado láser guiado por chorro de agua frente a micromecanizado láser convencional
Tanto el micromecanizado láser convencional como el mecanizado láser guiado por chorro de agua utilizan energía láser para eliminar material, pero sus mecanismos de suministro de haz y gestión térmica son diferentes.
| Factor técnico | Láser guiado por chorro de agua | Micromecanizado láser convencional |
|---|---|---|
| entrega de láser | Guided within a fine water jet | Propagación óptica en el espacio libre |
| Beam behavior | Limitado por el chorro de agua estable | Controlled by focusing optics |
| Zona de trabajo | Defined by guided jet stability | Strongly related to focal position and depth of focus |
| Enfriamiento | Continuous water interaction | Assist gas or separate cooling strategy |
| Remoción de escombros | Water-assisted flushing | Asistido por gas o dependiente del proceso |
| Acumulación de calor | Puede reducirse en condiciones optimizadas. | Highly dependent on pulse and process parameters |
| Kerf geometry | Estrecho y relativamente consistente en aplicaciones adecuadas. | Can be affected by focus and depth |
| Desgaste de la herramienta | No mechanical cutting tool | No mechanical cutting tool |
| Superficies complejas | Depends on jet accessibility and motion control | Depende del acceso óptico y del control de enfoque. |
One important limitation of conventional focused laser processing is the variation of beam size away from the focal plane.
During deeper cutting, the beam-material interaction can change as the processing front moves away from the optimum focus position.
This may contribute to kerf taper and non-uniform wall geometry.
A stable water-guided beam can maintain energy delivery along the water jet over a useful processing distance. In suitable applications, this supports narrow cuts and straighter sidewalls.
The supplied application data show representative water-guided laser kerf widths of approximately:
60–90 micras
For comparison, the same reference material reports diamond wire cutting widths of approximately:
80–120 micras
Estas cifras deben interpretarse como datos comparativos específicos para cada aplicación, en lugar de valores universales para todas las máquinas y materiales.
Surface quality is another important consideration.
El corte mecánico con hilo diamantado puede dejar marcas de la herramienta o del abrasivo, mientras que algunos procesos láser térmicos convencionales pueden producir material refundido, oxidado o carbonizado.
In a properly optimized water jet guided laser process, continuous water flushing can improve debris evacuation and reduce thermally induced residue.
For selected precision applications, reported surface roughness can reach below:
Ra 1.0 μm
Actual surface roughness remains dependent on material, process parameters and required geometry.
Laser Micromachining Systems and Equipment
There is no single laser micromachining system suitable for every material and micro-feature.
Industrial laser micromachining technologies include:
- nanosecond laser systems;
- picosecond laser systems;
- sistemas láser de femtosegundos;
- sistemas láser ultravioleta;
- water jet guided laser systems.
Nanosecond Laser Micromachining
Los láseres de nanosegundos se utilizan ampliamente para el corte, la perforación, el marcado y la eliminación de material en la industria.
Pueden proporcionar una eficiencia de procesamiento relativamente alta, pero la mayor duración del pulso en comparación con los láseres de pulsos ultracortos puede dar lugar a una mayor interacción térmica con el material.
Micromecanizado láser de picosegundos y femtosegundos
Los láseres de pulsos ultracortos reducen el tiempo disponible para que el calor se difunda en el material circundante.
Se utilizan ampliamente para el procesamiento de precisión donde se requieren características muy pequeñas y un bajo daño térmico.
However, system cost, processing rate and depth capability must be considered for industrial production.
Water Jet Guided Laser Systems
A water jet guided laser system introduces a different process architecture.
Instead of relying only on pulse duration to control thermal effects, the system combines pulsed laser processing with continuous water guidance and cooling.
Un sistema completo de micromecanizado láser basado en tecnología láser guiada por agua normalmente incluye:
- pulsed laser source;
- óptica de transmisión del haz;
- módulo de acoplamiento láser-agua;
- ventana óptica;
- precision nozzle;
- sistema de agua a alta presión;
- sistema de filtración y tratamiento de agua;
- pressure control system;
- precision motion platform;
- process control software;
- safety enclosure and auxiliary systems.
The laser source, water system and motion system must operate as an integrated process platform.
La simple combinación de un láser con una boquilla de agua a alta presión no crea un proceso láser guiado por chorro de agua estable.
Tecnologías clave en un sistema láser guiado por chorro de agua
High-Efficiency Laser-Water Coupling
The optical window and coupling structure must be designed to control laser incidence, beam alignment and water jet diameter.
Precise coaxial alignment helps improve optical confinement and reduce energy leakage caused by angular deviation or incorrect beam positioning.
Water Jet Stability and Control
Stable water jet formation is essential for consistent laser guidance.
A precision pressure control system helps maintain water jet parameters.
La gestión de la calidad del agua puede incluir:
- ósmosis inversa;
- vacuum degassing;
- filtración fina;
- controlled fluid paths.
Flow channel optimization and auxiliary gas strategies may also be used in specific system designs to improve jet stability and extend the stable jet length.
Optimización de la longitud de onda y la potencia del láser
Laser wavelength should be considered in relation to water absorption and material interaction.
La información técnica proporcionada identifica el funcionamiento del láser verde de 532 nm como un enfoque representativo debido a su idoneidad para el acoplamiento láser guiado por agua en arquitecturas de sistemas específicas.
La densidad de potencia del láser, la duración del pulso y la frecuencia del pulso deben ajustarse en función del material y del objetivo del mecanizado.
Una mayor potencia láser no significa automáticamente que sea mejor.
La energía del láser y la longitud estable del chorro de agua deben coordinarse para controlar las pérdidas no lineales, la carga térmica y la eficiencia del proceso.
Coordinated Process Parameter Control
The process window is determined by the interaction of laser and water parameters.
Las variables importantes incluyen:
- laser power;
- energía de pulso;
- pulse frequency;
- pulse duration;
- velocidad de procesamiento;
- presión del agua;
- flujo de agua;
- nozzle diameter;
- distancia de seguridad;
- número de pases.
For industrial production, these parameters should be developed as a complete process recipe for each material and feature geometry.
Laser Micro Drilling and Precision Micro-Hole Machining
Laser micro drilling is one of the most important applications of laser micromachining.
Industrial components increasingly require small holes with controlled:
- diámetro;
- profundidad;
- afilar;
- orientación;
- espaciado;
- integridad de la superficie.
La perforación mecánica se vuelve más difícil a medida que disminuye el tamaño del orificio o aumenta la dureza del material.
Tool wear, tool breakage and cutting forces can also become significant problems when processing advanced ceramics, superalloys or thin precision structures.
Laser micro hole drilling removes the requirement for a physical cutting tool.
La tecnología láser guiada por chorro de agua añade refrigeración y lavado continuos asistidos por agua al proceso de perforación láser.
Esto es especialmente relevante al perforar microagujeros en componentes donde no se desea una refundición excesiva o una acumulación de calor indeseable.
Typical feature geometries can include:
- agujeros circulares;
- square holes;
- agujeros rectangulares;
- shaped holes;
- inclined holes;
- microaperturas complejas.
The supplied application examples demonstrate circular, square and irregular hole geometries as well as micro-hole cross sections in high-temperature alloys and ceramic matrix composite materials.
Precision Laser Drilling for High-Performance Components
Precision laser drilling is not defined only by the ability to create a small hole.
The quality of a drilled feature must be evaluated using multiple parameters.
Diámetro del orificio y precisión dimensional
The process must maintain the required diameter within the engineering tolerance.
Laser parameters, water jet diameter and motion control all influence the final feature size.
Conicidad del agujero
A tapered hole can affect gas flow, cooling performance or component function.
Water-guided laser delivery can support relatively consistent energy transfer along the processing path in suitable applications, helping control excessive taper.
Capa de reformulación
Molten material may resolidify on the wall of a laser-drilled hole.
El chorro de agua de flujo continuo ayuda a eliminar los residuos del proceso y el material fundido de la zona de interacción.
Under optimized conditions, this can reduce recast accumulation.
Heat-Affected Region
Thermal modification of the surrounding material is particularly important for aerospace alloys, composites and heat-sensitive components.
Water cooling can limit excessive thermal diffusion, although the final thermal response must be verified for each material and process.
Integridad de la superficie
Microcracks, delamination, oxidation and other surface defects can reduce component reliability.
For this reason, precision laser drilling process development should include microscopic and, where required, metallographic inspection.
Materiales para mecanizado láser guiado por chorro de agua
The suitability of water jet guided laser machining depends on laser absorption, thermal properties, mechanical characteristics and the interaction between the material and water-assisted processing environment.
Metals and High-Temperature Alloys
Applications can include:
- nickel-based superalloys;
- aleaciones de titanio;
- aceros inoxidables;
- metales seleccionados de alto rendimiento.
Estos materiales se utilizan ampliamente en la industria aeroespacial y en la ingeniería de precisión.
Water jet guided laser technology is particularly relevant to small holes and precision features in components where conventional tool wear or thermal accumulation creates processing difficulties.
Materiales compuestos reforzados con fibra de carbono
Los componentes de polímero reforzado con fibra de carbono se utilizan cada vez más en estructuras aeroespaciales.
El mecanizado convencional puede crear:
- fiber pull-out;
- delamination;
- desgaste de la herramienta;
- edge damage.
Laser processing introduces different challenges, particularly resin thermal damage.
Water-assisted laser processing can reduce heat accumulation and assist debris removal.
However, CFRP process parameters must be optimized for the specific fiber, matrix and laminate structure.
Cerámica Técnica
Las cerámicas técnicas combinan dureza, resistencia al desgaste y estabilidad térmica, pero su fragilidad dificulta el mecanizado convencional.
Los materiales relevantes incluyen:
- alúmina, Al₂O₃;
- aluminum nitride, AlN;
- zirconia, ZrO₂;
- silicon carbide, SiC;
- nitruro de silicio, Si₃N₄;
- machinable ceramics.
El mecanizado láser guiado por chorro de agua se puede utilizar para determinadas aplicaciones de corte, perforación y características de precisión en estos materiales.
La reducción de la fuerza mecánica supone una ventaja importante, ya que el proceso no depende de un filo de corte físico.
Materiales semiconductores y electrónicos
Las aplicaciones potenciales incluyen:
- silicio;
- silicon carbide;
- selected semiconductor wafers;
- GaAs-related structures;
- sustratos electrónicos.
The process can be used for selected:
- corte de obleas;
- precision slotting;
- micro-hole machining;
- procesamiento en el borde;
- eliminación localizada de material.
Semiconductor processing requires application-specific control of contamination, chipping, thermal effects and feature accuracy.
Diamante y materiales superduros
Diamond, polycrystalline diamond and related superhard materials present severe tool wear challenges in mechanical machining.
Se ha investigado y aplicado el mecanizado láser guiado por chorro de agua al procesamiento de precisión de materiales relacionados con el diamante.
Continuous water cooling can reduce excessive thermal loading, while laser energy provides non-contact material removal.
Las aplicaciones pueden incluir:
- corte de diamante;
- PCD machining;
- superhard tool processing;
- generación de contornos de precisión.
Durante el desarrollo del proceso, deben tenerse en cuenta la calidad del material, la fase del aglutinante y la integridad superficial requerida.
Aplicaciones industriales de la tecnología láser guiada por chorro de agua
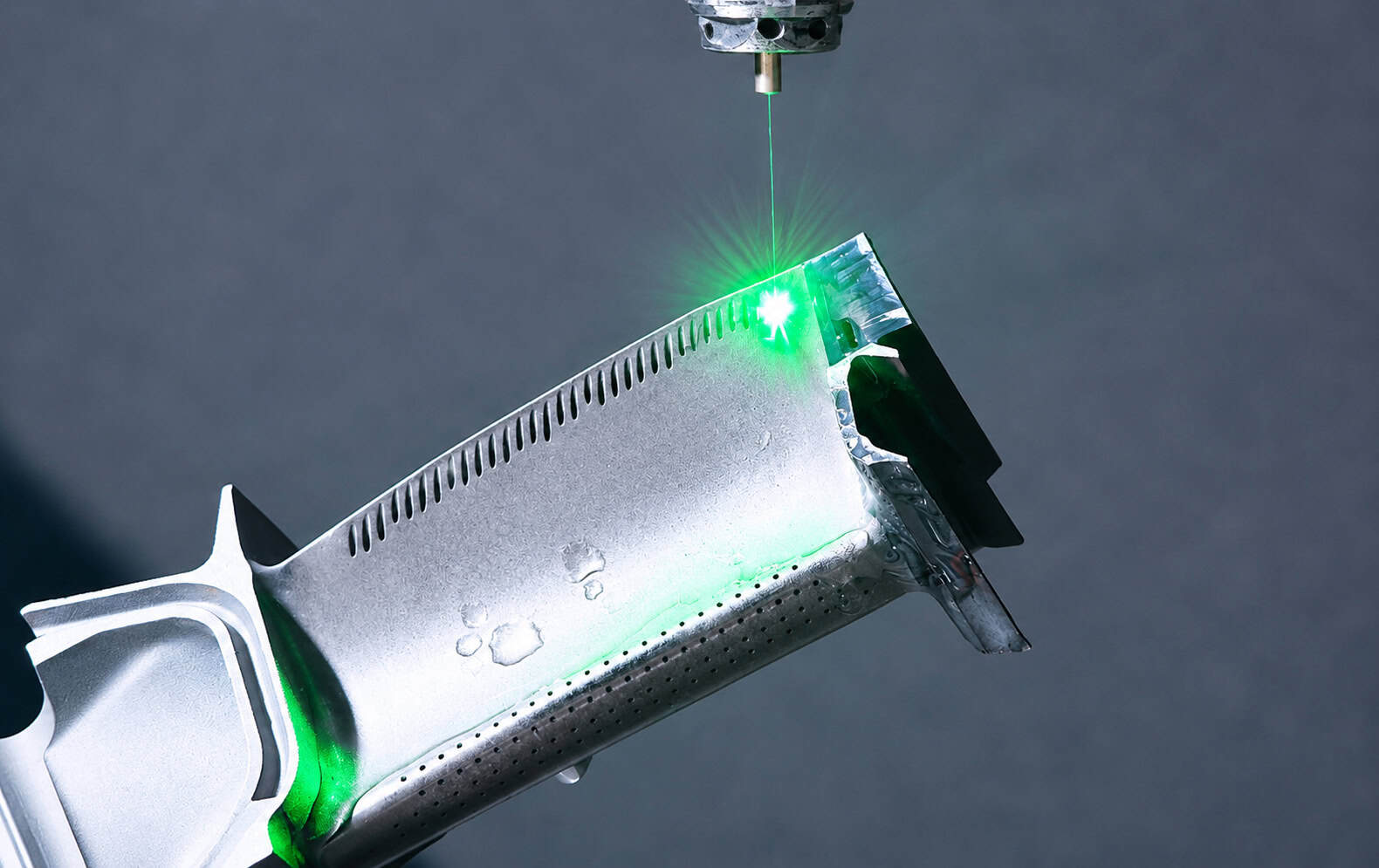
Componentes aeroespaciales y de motores aeronáuticos
Los componentes aeroespaciales requieren un control estricto de la geometría, la integridad de la superficie y los defectos de procesamiento.
Muchos materiales utilizados en los motores aeronáuticos también son difíciles de mecanizar con herramientas convencionales.
La tecnología láser guiada por chorro de agua se puede aplicar a determinadas tareas de procesamiento que incluyen:
- componentes de la cámara de combustión;
- turbine shrouds;
- álabes y paletas de turbina;
- cooling holes;
- nickel-based superalloys;
- compuestos de matriz cerámica;
- Estructuras aeroespaciales de CFRP.
Laser micro drilling is particularly relevant to aero-engine cooling structures.
Los componentes de las turbinas modernas pueden requerir un gran número de pequeños orificios de refrigeración con diámetro, orientación y geometría controlados.
Los ejemplos técnicos proporcionados muestran geometrías de microagujeros redondos, cuadrados e irregulares, incluyendo características en aleaciones de alta temperatura y estructuras compuestas de matriz cerámica.
For these components, process evaluation should consider:
- hole taper;
- nuevo reparto de papeles;
- modificación térmica;
- microfisuras;
- coating condition;
- feature repeatability.
Electrónica de semiconductores y componentes 3C
In computer, communication and consumer electronics manufacturing, component dimensions continue to decrease.
Water jet guided laser machining can be evaluated for precision processing of Si, SiC and selected brittle electronic materials.
Algunos ejemplos de aplicación son:
- procesamiento de obleas;
- semiconductor substrate cutting;
- crystal cutting;
- precision slotting;
- micro-hole machining;
- pad edge processing;
- advanced electronic material processing.
The non-contact nature of laser micromachining eliminates mechanical tool wear and can reduce cutting force on brittle substrates.

Cerámica avanzada
Technical ceramics are used in:
- electrónica;
- aerospace;
- sistemas automotrices;
- tecnología médica;
- componentes industriales de precisión.
Their high hardness and brittleness make mechanical drilling and cutting difficult.
Los sistemas láser guiados por chorro de agua se pueden aplicar a determinados procesos de micromecanizado de cerámica donde se requieren características estrechas y una baja carga mecánica.
Precision Engineering and Consumer Components
Other potential application areas include:
- engranajes de precisión;
- componentes del reloj;
- piezas micromecánicas;
- láminas metálicas;
- agujas de precisión;
- herramientas de materiales duros;
- micro-filters.
The process is particularly relevant where conventional tooling becomes difficult because of small feature dimensions or material hardness.
Componentes médicos
Precision medical devices can require small features in components such as:
- soportes;
- agujas
- implant structures;
- componentes microquirúrgicos.
Cualquier aplicación médica requiere una validación independiente de la integridad del material, la limpieza y los requisitos de fabricación.
Energy and Advanced Industrial Components
Potential applications can also extend to selected components in:
- solar technology;
- energy systems;
- sistemas de inyección de combustible;
- boquillas de precisión;
- componentes avanzados del motor.
La idoneidad del procesamiento láser guiado por chorro de agua debe evaluarse siempre en función del material, las dimensiones de la pieza y la tasa de producción requerida.
Principales ventajas y consideraciones técnicas
Water jet guided laser technology offers several potential advantages, but these advantages depend on correct process integration.
Narrow Kerf and Precision Features
Los finos chorros de agua y la energía láser controlada permiten realizar cortes de ancho reducido.
Application-specific data supplied for water-guided laser processing report kerf widths in the range of approximately 60–90 micras.
Reducción de la acumulación de calor
Continuous water interaction removes heat from the processing zone.
This can reduce the extent of thermal modification compared with conventional laser processes under comparable application conditions.
Eliminación de escombros con ayuda de agua
El chorro a presión ayuda a eliminar los residuos de mecanizado y los productos procesados.
Esto puede mejorar la limpieza del corte y reducir la acumulación de material refundido en condiciones óptimas.
No Mechanical Tool Wear
Dado que la energía láser es la que realiza la eliminación del material, no hay ningún taladro ni herramienta de corte convencional en contacto con la pieza de trabajo.
Esto es particularmente valioso para:
- diamante;
- SiC;
- cerámica;
- high-temperature alloys;
- other difficult-to-machine materials.
Distancia de procesamiento efectiva extendida
The water jet guides the laser beyond the conventional free-space focal region.
Representative process data show working distances of approximately 5 – 50 mm, depending on the system and jet conditions.
Eficiencia del proceso
For specific silicon carbide cutting comparisons in the supplied application data, water jet guided laser cutting speeds of approximately 6-10 mm/min Se informaron, en comparación con aproximadamente 2–4 mm/min for diamond wire cutting y 1–2 mm/min for slurry-based cutting.
La misma referencia sugiere un potencial 3–5× processing efficiency improvement for comparable SiC applications.
These figures are material- and process-specific and should not be generalized to every workpiece.
Cómo seleccionar un sistema de micromecanizado láser
La selección de un sistema de micromecanizado láser debe comenzar con la aplicación, más que con las especificaciones de la máquina.
Se deben evaluar los siguientes factores.
1. Material de la pieza de trabajo
Identificar:
- grado del material;
- revestimiento;
- composite structure;
- thermal properties;
- fragilidad;
- laser absorption characteristics.
2. Geometría de la característica
Define whether the process requires:
- corte
- perforación;
- perforación de microagujeros;
- ranurado;
- grooving;
- contour machining.
Para agujeros, especifique:
- diámetro;
- profundidad;
- angle;
- requisito de conicidad;
- hole spacing.
3. Espesor del material y profundidad de mecanizado
The required depth directly affects laser power, processing strategy and cycle time.
Deep features may require multiple processing passes.
4. Tolerancia al daño térmico
For aerospace alloys, CFRP, ceramics and semiconductor materials, allowable thermal modification should be clearly defined.
5. Calidad de la superficie
Especificar:
- required roughness;
- límites refundidos;
- calidad del borde;
- burr requirements;
- allowable microcracks.
6. Rendimiento de producción
Un proceso de micromecanizado láser de laboratorio puede no ser automáticamente adecuado para la producción industrial.
Cycle time, automation and repeatability must be evaluated.
7. Inspección de procesos
For critical components, the process may require:
- microscopía óptica;
- SEM inspection;
- cross-sectional analysis;
- dimensional measurement;
- metallographic evaluation.
The correct laser micromachining system is therefore a combination of laser source, water jet control, precision motion and a validated process recipe.

Sistemas de mecanizado láser guiado por chorro de agua de Greenstone
Greenstone provides water jet guided laser machining systems and application development services for precision laser micromachining, laser micro drilling, precision laser drilling and advanced material processing.
Our system approach integrates the laser source, laser-water coupling module, precision water jet control, motion platform and process control system according to the customer’s material and machining requirements.
Se pueden evaluar aplicaciones para materiales de ingeniería avanzados, incluyendo aleaciones de alta temperatura, aleaciones de titanio, cerámicas técnicas, carburo de silicio, materiales semiconductores, estructuras compuestas y diamantes o materiales superduros seleccionados.
Rather than selecting a water jet laser cutting machine only by laser power, Greenstone evaluates the complete process requirements, including:
- workpiece material;
- component drawing;
- feature dimensions;
- hole or kerf geometry;
- machining depth;
- thermal damage tolerance;
- calidad de la superficie;
- eficiencia de producción requerida;
- Requisitos de automatización.
For new applications, process testing and sample evaluation can be carried out before the final system configuration is determined.
Send Greenstone your material information, component drawing, target feature dimensions and machining requirements. Our technical team can evaluate the application and recommend a suitable water jet guided laser process and laser micromachining system configuration.

GREENSTONE GLMJ6000 Waterjet-Guided Laser Micromachining System
For industrial applications requiring high-precision laser micromachining, micro-hole drilling, and complex three-dimensional processing, GREENSTONE provides the Sistema de micromecanizado láser guiado por chorro de agua GLMJ6000. The system integrates a high-precision five-axis CNC platform with micro-waterjet-guided laser technology, enabling controlled laser processing of complex components with high dimensional accuracy, smooth cut surfaces, and minimal thermal influence.
El GLMJ6000 utiliza un 532 nm pulsed Nd:YAG laser coaxially coupled into a micron-scale waterjet. Once coupled into the waterjet, the laser beam is guided toward the workpiece by total internal reflection within the stable water column. This configuration suppresses beam divergence over the effective working distance while the continuously flowing water provides localized cooling and assists in removing molten material and machining debris from the processing zone.
A 500/600 bar high-pressure water system, con estabilidad de presión de agua de ±5 barras, supports stable micro-waterjet generation through 50–120 μm nozzles. combinado con un Potencia láser promedio de 400 W y Diámetro del haz: 300 μmEl sistema está diseñado para perforación láser de precisión, mecanizado de microagujeros, corte fino y otros procesos exigentes de micromecanizado láser.
La plataforma de movimiento de cinco ejes proporciona un área de mecanizado de 2000 x 1500 × 1000 mm, Con un B-axis rotation range of ±120° y C-axis rotation range of ±190°. Five-axis simultaneous CNC control enables the laser-waterjet processing head to follow complex three-dimensional geometries and maintain the required processing orientation on contoured surfaces.
Con un 2000 × 1500 mm worktable and a maximum table load capacity of 1500 kg, the GLMJ6000 can accommodate both precision components and relatively large industrial workpieces. Its positioning accuracy reaches ±10 μm según JIS / 20 μm según ISOmientras que la precisión de posicionamiento repetida alcanza ±8 μm según JIS / 15 μm según ISO.
Los materiales y componentes típicos de aplicación incluyen: metals, cemented carbides, high-reflectivity materials, silicon carbide and other hard or brittle materials, precision watch components, aerospace and aero-engine parts, and precision molds. Depending on material characteristics, component geometry, and machining requirements, GREENSTONE can develop application-specific waterjet-guided laser processing solutions and system configurations.
Especificaciones técnicas del GLMJ6000
| Sistema | Parámetro | Especificación |
|---|---|---|
| Sistema de trayectoria óptica | Tipo de láser | Nd:YAG, pulsed |
| Longitud de onda | 532 nm | |
| Energía promedio | 400 W | |
| Diámetro del haz | Ø300 μm | |
| Sistema de vías navegables | Water Pressure Stability | ±5 barras |
| Presión del agua | Entre 500 / 600 | |
| Diámetro de la boquilla | 50–120 micras | |
| Sistema de movimiento | Rango de mecanizado | 2000 × 1500 × 1000 mm, 5-axis |
| Rango de rotación del eje B | ± 120 ° | |
| C-Axis Rotation Range | ± 190 ° | |
| Precisión de posicionamiento X/Y/Z | ±10 μm (JIS) / 20 μm (ISO) | |
| Precisión de posicionamiento repetitivo X/Y/Z | ±8 μm (JIS) / 15 μm (ISO) | |
| Tamaño de mesa de trabajo | 2000 × 1500 mm | |
| Capacidad de carga de la mesa de trabajo | 1500 kg | |
| Sistema CNC | Huazhong 848 five-axis simultaneous CNC | |
| Dimensiones y peso | Dimensiones del equipo | 6200 x 4200 × 4700 mm |
| Laser Cabinet Dimensions | 700 x 2300 × 1720 mm | |
| Peso del equipo | 25,000 kg | |
| Peso del gabinete láser | 700-750 kg |
GREENSTONE can provide waterjet-guided laser process development, application testing, sample machining, and customized equipment solutions according to the workpiece material, geometry, micro-hole or cutting requirements, and target processing quality. Customers with specific laser micromachining, precision laser drilling, laser micro-hole drilling, or waterjet-guided laser processing Si tiene alguna pregunta, póngase en contacto con nuestro equipo técnico para la evaluación de su solicitud.
Michael shea
Michael Shea – Director Internacional, Líder de Desarrollo de Negocios Globales y Experto Senior en Ingeniería Técnica Michael Shea se desempeña como Director Internacional de Greenstone y es un experto senior en ingeniería técnica altamente versátil, que combina liderazgo empresarial global con una profunda experiencia multidisciplinaria en revestimiento láser, fabricación aditiva de metales DED, limpieza láser, temple láser, modernización de equipos industriales e integración de sistemas de fabricación avanzados. Con una amplia experiencia tanto en el desarrollo de mercados internacionales como en la implementación de tecnología industrial de espectro completo, Michael desempeña un papel fundamental en el impulso de la expansión global de Greenstone, al tiempo que garantiza la excelencia técnica en diversas aplicaciones para clientes. Su singular fortaleza profesional radica en la perfecta integración de la estrategia comercial, la experiencia en ingeniería y…