Lasermikrobearbetning: Vattenstrålestyrd laserteknik, system och tillämpningar
July 3, 2026
{kind=link}
{kind=link}
{kind=link}
Laser mikrobearbetning används i allt högre grad för att tillverka mikroskaliga hål, smala skärsnitt, fina spår och komplexa precisionsfunktioner i avancerade tekniska material. I takt med att flygmotorer, halvledarkomponenter, teknisk keramik och högpresterande komponenter går mot mindre funktioner och strängare dimensionskrav, kan konventionell mekanisk bearbetning och frirumslaserbearbetning möta begränsningar relaterade till verktygsslitage, värmeackumulering, fokuskontroll och ytintegritet.
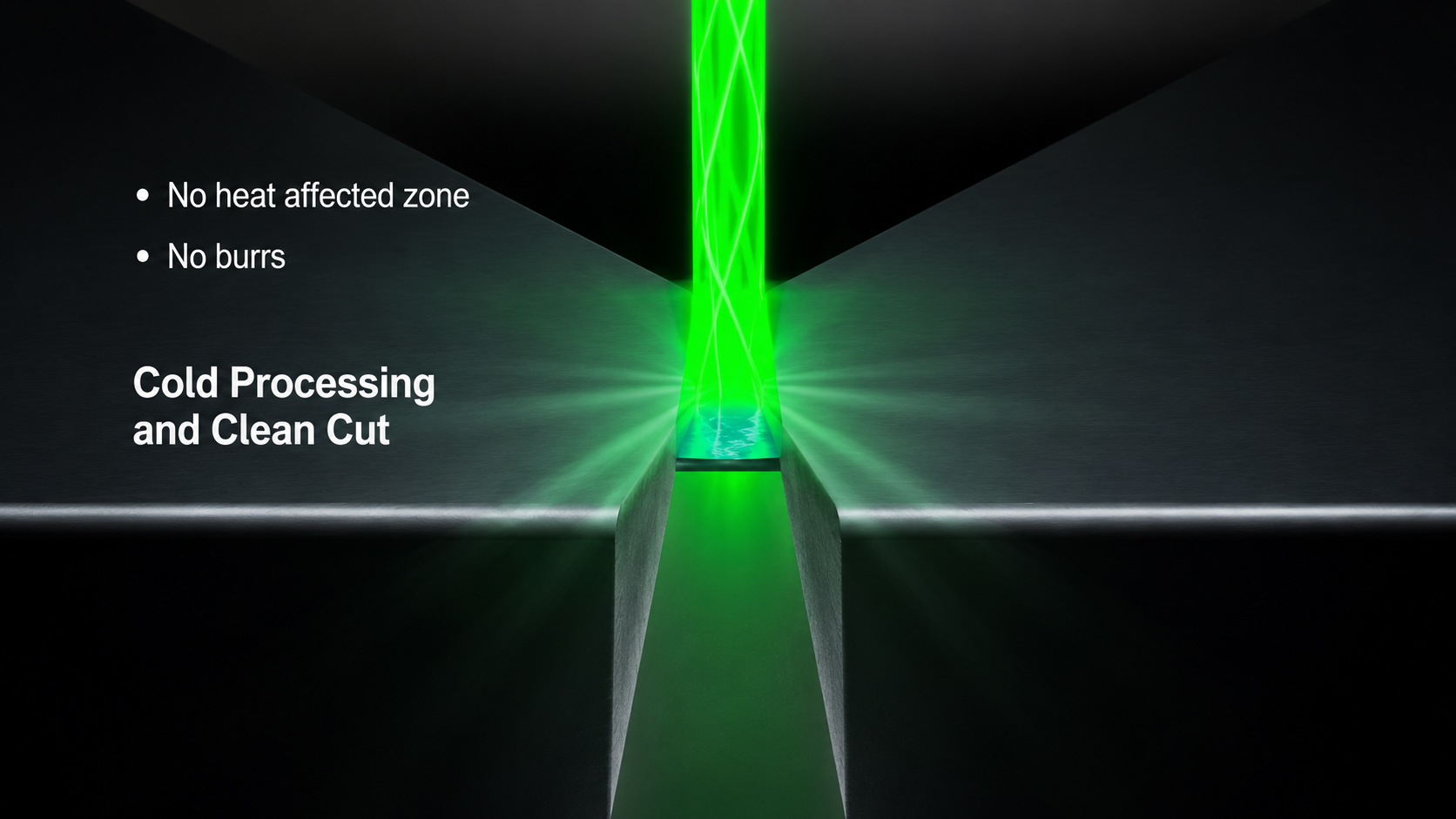
Vattenstrålestyrd laserteknik kombinerar pulserad laserenergi med en fin, stabil vattenstråle. Laserstrålen kopplas in i vattenstrålen och styrs mot arbetsstycket genom total intern reflektion vid vatten-luft-gränssnittet. Det strömmande vattnet hjälper samtidigt till med kylning och avlägsnar en del av det smälta eller ablaterade materialet från bearbetningszonen.
Denna kombination skapar en distinkt lasermikrobearbetningsprocess för precisionsskärning, lasermikroborrning och kontrollerad materialavverkning.
Beroende på material, funktionsgeometri och processkonfiguration kan vattenstrålestyrd laserbearbetning tillämpas på nickelbaserade superlegeringar, titanlegeringar, keramik, kiselkarbid, halvledarmaterial, kolfiberförstärkta kompositer och diamantrelaterade material.


Vad är lasermikrobearbetning?
Lasermikrobearbetning avser användningen av kontrollerad laserenergi för att producera små, högprecisionsfunktioner genom att ta bort material på mikroskala eller nära mikroskalanivå.
Typiska processer inkluderar:
- lasermikroborrning;
- precisionslaserborrning;
- lasermikrohålborrning;
- mikroskärning;
- finspårning och slitsfräsning;
- precisionskonturbearbetning;
- lokaliserad materialborttagning;
- bearbetning av komplexa mikrofunktioner.
Till skillnad från konventionell fräsning eller borrning kräver laserbearbetning inte att ett skärverktyg fysiskt kommer i kontakt med arbetsstycket. Detta eliminerar mekaniskt verktygsslitage och minskar skärkrafterna på ömtåliga komponenter.
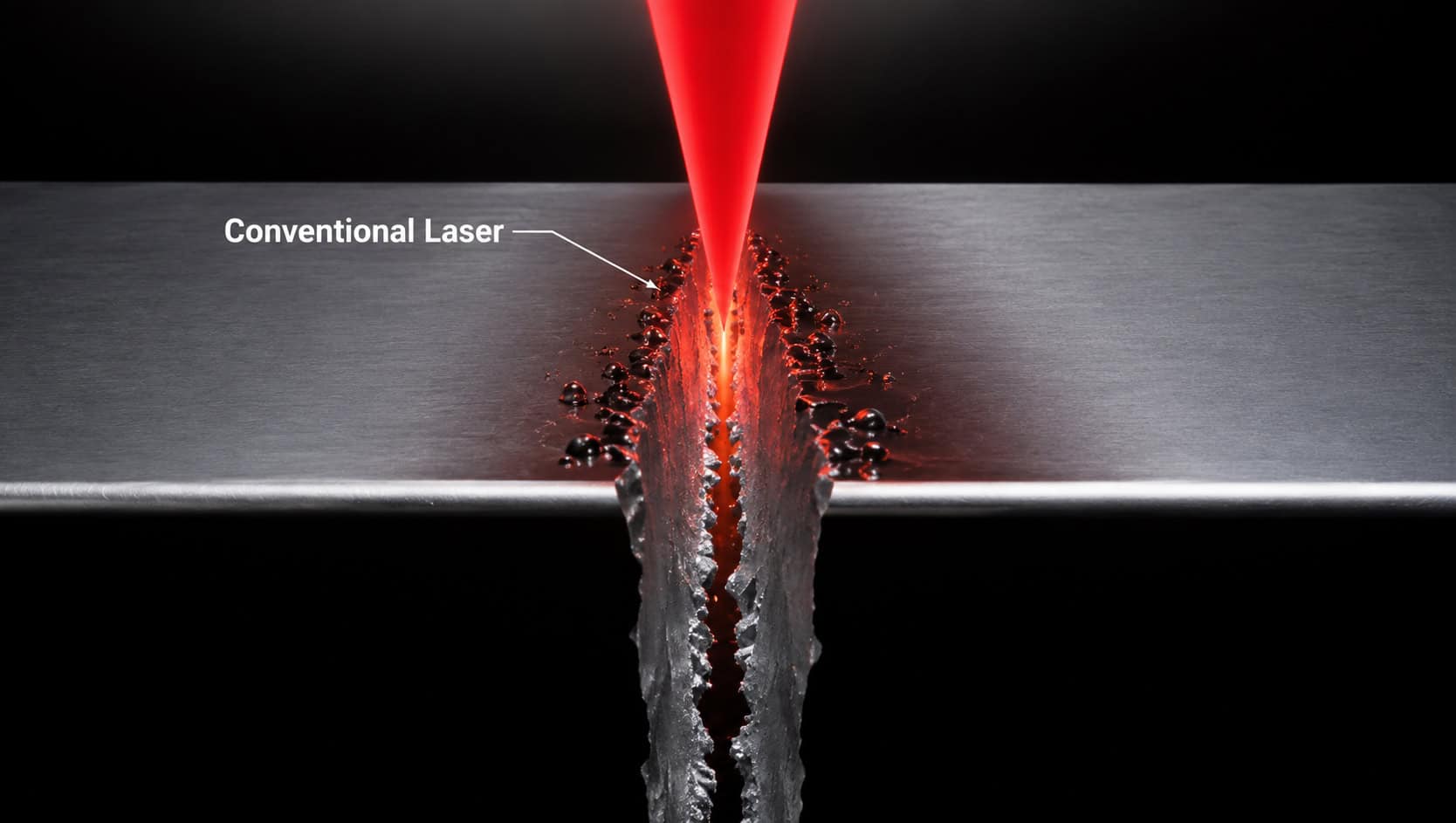
Konventionell lasermikrobearbetning medför dock också tekniska utmaningar.
En fri laserstråle måste normalt fokuseras noggrant på bearbetningsytan. Den användbara bearbetningszonen påverkas av fokusdjup, ytgeometri, strålens infallsvinkel och den relativa positionen mellan det optiska systemet och arbetsstycket.
Under djupskärning eller borrning kan upprepad interaktion mellan laser och material också orsaka värmeackumulering, en värmepåverkad zon, omgjutet material, oxidation, avsmalning eller avlagring av skräp. Hur allvarliga dessa effekter är beror starkt på laserpulsens längd, våglängd, effekttäthet, hjälpgas, material och processstrategi.
Av denna anledning har olika lasermikrobearbetningssystem utvecklats för olika industriella krav. Vattenstrålestyrd laserbearbetning är en av de specialiserade tekniker som används där precision, kylning och kontrollerad energitillförsel är särskilt viktiga.
Vad är vattenstrålestyrd laserteknik?
A vattenstrålestyrd laser är en laserbearbetningsteknik där en laserstråle koaxiellt kopplas till en tunn, höghastighetsvattenstråle.
Vattenstrålen fungerar som en flexibel optisk guide.
Vid konventionell laserbearbetning sprider sig den fokuserade laserstrålen genom luft från fokuseringsoptiken till arbetsstycket. Vid vattenstrålestyrd laserbearbetning introduceras lasern i en fin vattenstråle genom en optisk kopplingsstruktur och ett munstycke.
På grund av skillnaden i brytningsindex mellan vatten och omgivande luft kan korrekt kopplat laserljus begränsas inuti vattenpelaren genom total intern reflektion.
Principen är jämförbar, i förenklad optisk mening, med ljusledning i en optisk fiber.
Den resulterande vattenledda laserstrålen färdas med strålen mot arbetsstycket.
I bearbetningszonen tillhandahåller lasern den energi som krävs för materialavverkning, medan det kontinuerligt flödande vattnet kan:
- kyla ner det lokala bearbetningsområdet;
- begränsa överdriven värmeackumulering;
- ta bort en del av bearbetningsskräpet;
- spola bort smält eller ablat material från skärsnittet;
- minska ytföroreningar;
- stödja mer stabil bearbetning över ett användbart arbetsavstånd.
Tekniken söks ibland bredare som en vattenstrålelaserDet bör dock inte förväxlas med konventionell abrasiv vattenskärning.
Vattenstrålestyrd laserbearbetning är i grunden en laserbaserad materialavverkningsprocess.

Hur fungerar vattenstrålestyrd laserteknik?
En vattenstrålestyrd laserprocess kan förstås genom fem huvudsteg.
1. Generering och fokusering av laserstråle
En pulserad laserkälla genererar bearbetningsstrålen.
De exakta laserparametrarna beror på material och tillämpning. I de tekniska konfigurationer som täcks av de medföljande processdata inkluderar representativa systemområden:
- lasereffekt: cirka 20–400 W;
- våglängd: 532 nm;
- pulslängd: cirka 1–500 ns.
Dessa värden representerar ett tekniskt konfigurationsområde snarare än universella krav för varje vattenstrålestyrt lasersystem.
Laserstrålen riktas genom fokuserande optik mot det optiska kopplingsområdet.
Noggrann kontroll av laserns infallsvinkel, strålposition och optiskt fönster är avgörande eftersom effektiv laser-vatten-koppling direkt påverkar strålinneslutning och processstabilitet.
2. Laserkoppling i vattenstrålen
Den fokuserade strålen kommer in i en tryckvattenkammare och är inriktad med ett precisionsmunstycke.
Det optiska fönstret, kopplingsgeometrin och munstycket måste fungera tillsammans för att uppnå koaxiell inriktning mellan lasern och vattenstrålen.
Representativa munstycksdiametrar i de angivna tekniska uppgifterna varierar från ungefär:
20 till 100 μm
Vattentrycket kan konfigureras inom ett brett område. Referensprocessinformationen visar:
50 till 800-fältet
Det faktiska trycket och munstycksdiametern måste väljas i enlighet med strålstabilitet, processavstånd, laserparametrar och önskad funktionsstorlek.
Dålig kopplingsinriktning kan leda till optisk energiförlust, instabil strålstyrning eller lokal skada på kopplingskomponenterna.
Av denna anledning är högeffektiv laser-vattenkoppling en av de viktigaste tekniska utmaningarna i ett vattenstrålestyrt lasersystem.
3. Laserstyrning genom total intern reflektion
Efter att ha kommit in i vattenstrålen reflekteras laserstrålen upprepade gånger vid gränssnittet mellan vatten och luft.
Denna totala interna reflektion begränsar laserenergin inom den fina vattenpelaren.
Istället för att bilda en konventionell fokuserad kon i fritt utrymme som snabbt divergerar bort från fokalplanet, följer laserenergin vattenstrålen över ett definierat bearbetningsavstånd.
Representativa tekniska data anger arbetsavstånd på ungefär:
5 – 50 mm
Det effektiva arbetsavståndet är applikations- och systemberoende och påverkas av vattenstrålens stabilitet, munstyckets geometri, tryck, laserkoppling och miljöförhållanden.
Denna guidade leveransmekanism är en av de grundläggande skillnaderna mellan vattenstrålestyrd laserteknik och konventionell fokuserad laserbearbetning.
4. Laser-materialinteraktion
När den guidade lasern når arbetsstycket absorberas laserenergi av materialet.
Beroende på materialegenskaper och laserparametrar kan materialborttagning innebära lokal smältning, förångning, ablation och upprepad pulserad energiinteraktion.
Lasern är fortfarande den primära källan för bearbetningsenergi.
Vattenstrålen är inte ett slipande skärmedium.
Denna distinktion är viktig eftersom tekniken inte ska tolkas som en liten konventionell vattenskärmaskin.
I rapporterade och applikationsspecifika konfigurationer kan processen användas på materialtjocklekar som sträcker sig från tunna precisionsstrukturer till betydligt tjockare komponenter. Den medföljande tekniska referensen visar ett brett bearbetningstjockleksområde på ungefär:
0.01 till 30 mm
Det faktiska uppnåeliga djupet eller den faktiska tjockleken beror starkt på material, funktionsgeometri, lasereffekt, pulsegenskaper och processstrategi.
5. Kylning och bortforsling av skräp
Vattenstrålen interagerar kontinuerligt med bearbetningszonen.
Detta ger två viktiga funktioner.
För det första avlägsnar vatten värme från omgivande material och kan minska överdriven värmeackumulering.
För det andra hjälper den strömmande strålen till att spola bort bearbetningsprodukter från interaktionsområdet.
Detta kan minska ansamling av omgjuten gjutning, förkolnade rester och avlagring av skräp under lämpliga bearbetningsförhållanden.
Av denna anledning anses vattenstrålestyrd laserbearbetning ofta vara en laserprocess med låg termisk belastning jämfört med många konventionella laserbearbetningskonfigurationer.
Den tekniskt korrekta beskrivningen är dock minskad termisk påverkan, inte en ovillkorlig "nollvärmepåverkad zon".
Den slutliga termiska effekten beror på:
- materialegenskaper;
- laserpulsens varaktighet;
- pulsfrekvens;
- effekttäthet;
- bearbetningshastighet;
- vattenstråletryck;
- stråldiameter;
- funktionsgeometri;
- antal bearbetningspass.
Är en vattenstrålelaser samma sak som vattenstråleskärning?
Nej.
En vattenstrålestyrd laser och ett konventionellt vattenskärningssystem använder fundamentalt olika mekanismer för materialavverkning.
| Behandla | Vattenstrålestyrd laser | Konventionell vattenskärning |
|---|---|---|
| Primär bearbetningsenergi | Laserenergi | Högtrycksvatten eller slipande partiklar |
| Vattenfunktion | Optisk vägledning, kylning och borttagning av skräp | Mekanisk erosion och skärning |
| Laserstråle | Ja | Nej |
| Slipande media | Normalt sett inte den primära skärmekanismen | Vanligt vid abrasiv vattenskärning |
| Typiskt fokus | Precisionsmikrobearbetning och avancerade material | Allmän materialskärning |
| Mikrofunktionskapacitet | Lämplig för utvalda precisionsmikrofunktioner | Begränsad av strål- och slipegenskaper |
Uttrycket vattenstrålelaser används ibland informellt i sökningar och tekniska diskussioner. En mer exakt teknisk beskrivning är:
Vattenstrålestyrd laser
Eller:
Vattenledd laserbearbetning
För industriell utrustning använder Greenstone den bredare termen Vattenstrålestyrt laserbearbetningssystem eftersom tekniken kan göra mer än att bara skära.
Användningsområden kan inkludera borrning, mikrohålsbearbetning, spårfräsning och andra precisionsprocesser för materialavverkning.
Vattenstrålstyrd laser kontra konventionell lasermikrobearbetning
Konventionell lasermikrobearbetning och vattenstrålestyrd laserbearbetning använder båda laserenergi för att avlägsna material, men deras strålleverans- och värmehanteringsmekanismer är olika.
| Teknisk faktor | Vattenstrålestyrd laser | Konventionell lasermikrobearbetning |
|---|---|---|
| Laserleverans | Styrs av en fin vattenstråle | Optisk utbredning i fritt utrymme |
| Strålens beteende | Begränsad av den stabila vattenstrålen | Styrs av fokuseringsoptik |
| Arbetszon | Definierad av styrd jetstabilitet | Starkt relaterat till fokusposition och skärpedjup |
| Kylning | Kontinuerlig vatteninteraktion | Assistansgas eller separat kylstrategi |
| Skräpborttagning | Vattenassisterad spolning | Gasassisterad eller processberoende |
| Värmeackumulering | Kan minskas under optimerade förhållanden | Mycket beroende av puls- och processparametrar |
| Skärgeometri | Smal och relativt konsekvent i lämpliga tillämpningar | Kan påverkas av fokus och djup |
| Verktygsslitage | Inget mekaniskt skärverktyg | Inget mekaniskt skärverktyg |
| Komplexa ytor | Beror på jettillgänglighet och rörelsekontroll | Beror på optisk åtkomst och fokuskontroll |
En viktig begränsning med konventionell fokuserad laserbehandling är variationen i strålstorlek bort från fokalplanet.
Vid djupare skärning kan interaktionen mellan stråle och material förändras när bearbetningsfronten rör sig bort från det optimala fokusläget.
Detta kan bidra till spåravsmalning och ojämn vägggeometri.
En stabil vattenledd stråle kan upprätthålla energitillförseln längs vattenstrålen över en användbar bearbetningssträcka. I lämpliga tillämpningar stöder detta smala snitt och rakare sidoväggar.
De medföljande applikationsdata visar representativa vattenledda lasersnittbredder på ungefär:
60–90μm
Som jämförelse rapporterar samma referensmaterial diamantvajers skärbredder på ungefär:
80–120μm
Dessa siffror bör tolkas som applikationsspecifika jämförelsedata snarare än universella värden för alla maskiner och material.
Ytkvaliteten är en annan viktig faktor.
Mekanisk diamanttrådsskärning kan lämna märken från verktyg eller slipmedel, medan vissa konventionella termiska laserprocesser kan producera omgjutet, oxiderat eller förkolnat material.
I en korrekt optimerad vattenstrålestyrd laserprocess kan kontinuerlig vattenspolning förbättra skräpsevakueringen och minska termiskt inducerade rester.
För utvalda precisionstillämpningar kan den rapporterade ytjämnheten uppgå till nedan:
Ra 1.0 μm
Faktisk ytjämnhet beror på material, processparametrar och erforderlig geometri.
Lasermikrobearbetningssystem och utrustning
Det finns inget enskilt lasermikrobearbetningssystem som passar för alla material och mikrofunktioner.
Industriella lasermikrobearbetningstekniker inkluderar:
- nanosekundlasersystem;
- pikosekundlasersystem;
- femtosekundlasersystem;
- ultravioletta lasersystem;
- vattenstrålestyrda lasersystem.
Nanosekundlasermikrobearbetning
Nanosekundlasrar används ofta för industriell skärning, borrning, märkning och materialavverkning.
De kan ge relativt hög bearbetningseffektivitet, men den längre pulslängden jämfört med ultrakortpulslasrar kan resultera i större termisk interaktion med materialet.
Pikosekund- och femtosekundlasermikrobearbetning
Ultrakortpulslasrar minskar den tid som värmen har att diffundera in i det omgivande materialet.
De används ofta för precisionsbearbetning där mycket små egenskaper och låg termisk skada krävs.
Systemkostnad, bearbetningshastighet och djupkapacitet måste dock beaktas för industriell produktion.
Vattenstrålstyrda lasersystem
Ett vattenstrålestyrt lasersystem introducerar en annan processarkitektur.
Istället för att enbart förlita sig på pulslängd för att kontrollera termiska effekter kombinerar systemet pulserad laserbehandling med kontinuerlig vattenstyrning och kylning.
Ett komplett lasermikrobearbetningssystem baserat på vattenledd laserteknik inkluderar normalt:
- pulserad laserkälla;
- strålleveransoptik;
- laser-vattenkopplingsmodul;
- optiskt fönster;
- precisionsmunstycke;
- högtrycksvattensystem;
- vattenfiltrerings- och behandlingssystem;
- tryckkontrollsystem;
- precisionsrörelseplattform;
- programvara för processkontroll;
- säkerhetshölje och hjälpsystem.
Laserkällan, vattensystemet och rörelsesystemet måste fungera som en integrerad processplattform.
Att bara kombinera en laser med ett högtrycksvattenmunstycke skapar inte en stabil vattenstrålestyrd laserprocess.
Viktiga teknologier i ett vattenstrålestyrt lasersystem
Högeffektiv laser-vattenkoppling
Det optiska fönstret och kopplingsstrukturen måste vara utformade för att kontrollera laserinfall, strålinriktning och vattenstrålens diameter.
Exakt koaxialjustering hjälper till att förbättra optisk begränsning och minska energiläckage orsakat av vinkelavvikelse eller felaktig strålpositionering.
Vattenstrålestabilitet och kontroll
Stabil vattenstrålebildning är avgörande för konsekvent laserstyrning.
Ett precisionstryckkontrollsystem hjälper till att bibehålla vattenstråleparametrarna.
Vattenkvalitetshantering kan innefatta:
- omvänd osmos;
- vakuumavgasning;
- finfiltrering;
- kontrollerade vätskebanor.
Optimering av flödeskanaler och strategier för hjälpgaser kan också användas i specifika systemdesigner för att förbättra strålstabiliteten och förlänga den stabila strållängden.
Laservåglängd och effektoptimering
Laservåglängden bör beaktas i relation till vattenabsorption och materialinteraktion.
Den medföljande tekniska informationen identifierar 532 nm grön laserdrift som ett representativt tillvägagångssätt på grund av dess lämplighet för vattenledd laserkoppling i specifika systemarkitekturer.
Laserns effekttäthet, pulslängd och pulsfrekvens måste sedan justeras i enlighet med materialet och bearbetningsändamålet.
Högre lasereffekt är inte automatiskt bättre.
Laserenergin och den stabila vattenstrålelängden måste koordineras för att kontrollera ickelinjära förluster, termisk belastning och processeffektivitet.
Koordinerad processparameterkontroll
Processfönstret bestäms av samspelet mellan laser- och vattenparametrar.
Viktiga variabler inkluderar:
- laserkraft;
- pulsenergi;
- pulsfrekvens;
- pulsens varaktighet;
- bearbetningshastighet;
- vattentryck;
- vattenflöde;
- munstyckets diameter;
- avstånd mellan avstånd;
- antal pass.
För industriell produktion bör dessa parametrar utvecklas som ett komplett processrecept för varje material och funktionsgeometri.
Lasermikroborrning och precisionsmikrohålsbearbetning
Lasermikroborrning är en av de viktigaste tillämpningarna av lasermikrobearbetning.
Industriella komponenter kräver alltmer små hål med kontrollerade:
- diameter;
- djup;
- avsmalning;
- orientering;
- mellanrum;
- ytintegritet.
Mekanisk borrning blir svårare när hålstorleken minskar eller materialhårdheten ökar.
Verktygsslitage, verktygsbrott och skärkrafter kan också bli betydande problem vid bearbetning av avancerad keramik, superlegeringar eller tunna precisionsstrukturer.
Laserborrning av mikrohål eliminerar behovet av ett fysiskt skärverktyg.
Vattenstrålestyrd laserteknik lägger till kontinuerlig vattenassisterad kylning och spolning till laserborrningsprocessen.
Detta är särskilt relevant vid borrning av mikrohål i komponenter där överdriven omgjutning eller värmeackumulering är oönskad.
Typiska geometrier för funktioner kan inkludera:
- cirkulära hål;
- fyrkantiga hål;
- rektangulära hål;
- formade hål;
- lutande hål;
- komplexa mikroöppningar.
De bifogade tillämpningsexemplen visar cirkulära, fyrkantiga och oregelbundna hålgeometrier samt mikrohålstvärsnitt i högtemperaturlegeringar och keramiska matriskompositmaterial.
Precisionslaserborrning för högpresterande komponenter
Precisionslaserborrning definieras inte bara av förmågan att skapa ett litet hål.
Kvaliteten på en borrad funktion måste utvärderas med hjälp av flera parametrar.
Håldiameter och dimensionell noggrannhet
Processen måste hålla den erforderliga diametern inom den tekniska toleransen.
Laserparametrar, vattenstrålediameter och rörelsekontroll påverkar alla den slutliga funktionsstorleken.
Hålkona
Ett avsmalnande hål kan påverka gasflödet, kylprestanda eller komponentfunktionen.
Vattenledd lasertillförsel kan stödja relativt jämn energiöverföring längs bearbetningsvägen i lämpliga applikationer, vilket hjälper till att kontrollera överdriven avsmalning.
Omgjutet lager
Smält material kan återstelna på väggen i ett laserborrat hål.
Den kontinuerligt flödande vattenstrålen hjälper till att avlägsna bearbetningsrester och smält material från interaktionszonen.
Under optimerade förhållanden kan detta minska ansamlingen av omgjutning.
Värmepåverkad region
Termisk modifiering av det omgivande materialet är särskilt viktigt för flyg- och rymdlegeringar, kompositer och värmekänsliga komponenter.
Vattenkylning kan begränsa överdriven termisk diffusion, även om det slutliga termiska svaret måste verifieras för varje material och process.
Ytintegritet
Mikrosprickor, delaminering, oxidation och andra ytdefekter kan minska komponenternas tillförlitlighet.
Av denna anledning bör utveckling av precisionslaserborrningsprocesser inkludera mikroskopisk och, där så krävs, metallografisk inspektion.
Material för vattenstrålestyrd laserbearbetning
Lämpligheten för vattenstrålestyrd laserbearbetning beror på laserabsorption, termiska egenskaper, mekaniska egenskaper och interaktionen mellan materialet och den vattenassisterade bearbetningsmiljön.
Metaller och högtemperaturlegeringar
Applikationer kan inkludera:
- nickelbaserade superlegeringar;
- titanlegeringar;
- rostfria stål;
- utvalda högpresterande metaller.
Dessa material används ofta inom flyg- och rymdteknik och precisionsteknik.
Vattenstrålestyrd laserteknik är särskilt relevant för små hål och precisionsfunktioner i komponenter där konventionellt verktygsslitage eller termisk ansamling skapar bearbetningssvårigheter.
Kolfiberförstärkta kompositer
Kolfiberförstärkta polymerkomponenter används alltmer i rymdstrukturer.
Konventionell bearbetning kan skapa:
- fiberutdragning;
- delaminering;
- verktygsslitage;
- kantskador.
Laserbearbetning medför olika utmaningar, särskilt termisk skada på hartset.
Vattenassisterad laserbehandling kan minska värmeackumulering och underlätta borttagning av skräp.
CFRP-processparametrarna måste dock optimeras för den specifika fiber-, matris- och laminatstrukturen.
Teknisk keramik
Teknisk keramik kombinerar hårdhet, slitstyrka och termisk stabilitet, men deras sprödhet gör konventionell bearbetning svår.
Relevant material inkluderar:
- aluminiumoxid, Al₂O₃;
- aluminiumnitrid, AlN;
- zirkoniumoxid, ZrO₂;
- kiselkarbid, SiC;
- kiselnitrid, Si₃N₄;
- maskinbearbetande keramik.
Vattenstrålestyrd laserbearbetning kan användas för utvalda skär-, borr- och precisionsfunktionstillämpningar i dessa material.
Minskad mekanisk kraft är en viktig fördel eftersom processen inte är beroende av en fysisk skäregg.
Halvledar- och elektroniska material
Potentiella tillämpningar inkluderar:
- kisel;
- kiselkarbid;
- utvalda halvledarskivor;
- GaAs-relaterade strukturer;
- elektroniska substrat.
Processen kan användas för utvalda:
- skärning av skivor;
- precisionsspårning;
- mikrohålsbearbetning;
- kantbearbetning;
- lokaliserad materialborttagning.
Halvledarbearbetning kräver applikationsspecifik kontroll av kontaminering, flisning, termiska effekter och funktionsnoggrannhet.
Diamant och superhårda material
Diamant, polykristallin diamant och relaterade superhårda material utgör allvarliga utmaningar med verktygsslitage vid mekanisk bearbetning.
Vattenstrålestyrd laserbearbetning har undersökts och tillämpats för precisionsbearbetning av diamantrelaterade material.
Kontinuerlig vattenkylning kan minska överdriven termisk belastning, medan laserenergi ger kontaktlös materialavlägsnande.
Applikationer kan innefatta:
- diamantslipning;
- PCD-bearbetning;
- bearbetning av superhårda verktyg;
- precisionskonturgenerering.
Materialkvalitet, bindefas och erforderlig ytintegritet måste beaktas under processutvecklingen.
Industriella tillämpningar av vattenstrålestyrd laserteknik
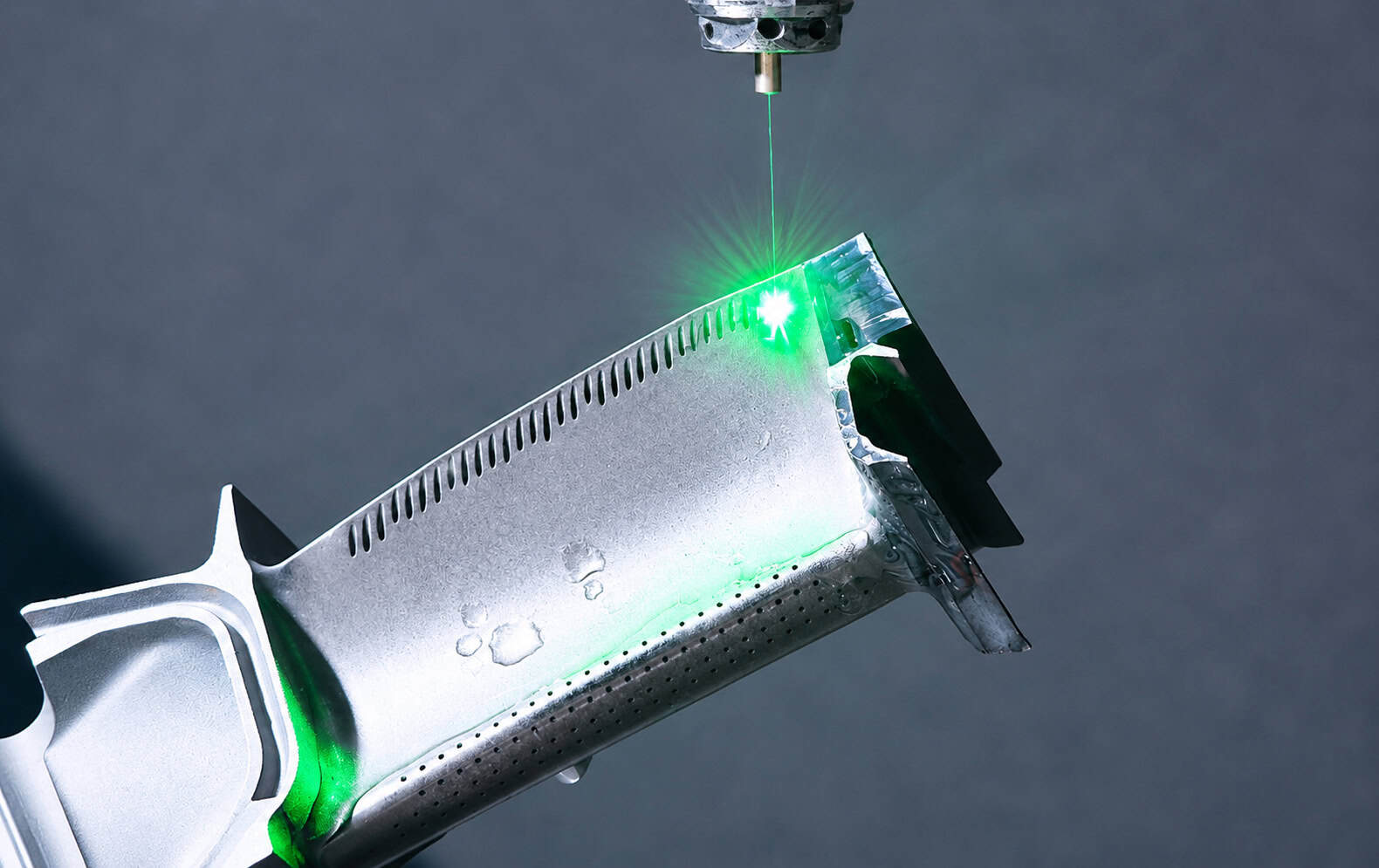
Komponenter för flyg- och rymdfart och flygmotorer
Flygkomponenter kräver strikt kontroll av geometri, ytintegritet och bearbetningsdefekter.
Många material i flygmotorer är också svåra att bearbeta med konventionella verktyg.
Vattenstrålestyrd laserteknik kan tillämpas på utvalda bearbetningsuppgifter som omfattar:
- förbränningskammarkomponenter;
- turbinhöljen;
- turbinblad och skovlar;
- kylhål;
- nickelbaserade superlegeringar;
- keramiska matriskompositer;
- CFRP-konstruktioner för rymdfart.
Lasermikroborrning är särskilt relevant för kylstrukturer för flygmotorer.
Moderna turbinkomponenter kan kräva ett stort antal små kylhål med kontrollerad diameter, orientering och geometri.
De bifogade tekniska exemplen visar runda, fyrkantiga och oregelbundna mikrohålsgeometrier, inklusive egenskaper i högtemperaturlegeringar och keramiska matriskompositstrukturer.
För dessa komponenter bör processutvärderingen beakta:
- hålkona;
- omarbetning;
- termisk modifiering;
- mikrosprickbildning;
- beläggningens skick;
- funktionens repeterbarhet.
Halvledare och 3C-elektronik
Inom tillverkning av datorer, kommunikation och konsumentelektronik fortsätter komponentdimensionerna att minska.
Vattenstrålestyrd laserbearbetning kan utvärderas för precisionsbearbetning av Si, SiC och utvalda spröda elektroniska material.
Exempel på tillämpningar inkluderar:
- waferbearbetning;
- skärning av halvledarsubstrat;
- kristallskärning;
- precisionsspårning;
- mikrohålsbearbetning;
- bearbetning av dynans kant;
- avancerad elektronisk materialbehandling.
Den kontaktfria naturen hos lasermikrobearbetning eliminerar mekaniskt verktygsslitage och kan minska skärkraften på spröda substrat.

Avancerad keramik
Teknisk keramik används i:
- elektronik;
- flyg- och rymdfart;
- fordonssystem;
- medicinsk teknik;
- industriella precisionskomponenter.
Deras höga hårdhet och sprödhet gör mekanisk borrning och skärning svår.
Vattenstrålestyrda lasersystem kan tillämpas på utvalda keramiska mikrobearbetningsprocesser där smala egenskaper och låg mekanisk belastning krävs.
Precisionsteknik och konsumentkomponenter
Andra potentiella tillämpningsområden inkluderar:
- precisionsväxlar;
- klockkomponenter;
- mikromekaniska delar;
- metallfolier;
- precisionsnålar;
- verktyg av hårda material;
- mikrofilter.
Processen är särskilt relevant där konventionella verktyg blir svåra på grund av små dimensioner eller materialhårdhet.
Medicinska komponenter
Medicintekniska produkter med precision kan kräva små funktioner i komponenter som:
- stöder;
- nålar;
- implantatstrukturer;
- mikrokirurgiska komponenter.
Alla medicinska tillämpningar kräver separat validering av materialintegritet, renlighet och tillverkningskrav.
Energi och avancerade industriella komponenter
Potentiella tillämpningar kan även omfatta utvalda komponenter inom:
- solteknik;
- energisystem;
- bränsleinsprutningssystem;
- precisionsmunstycken;
- avancerade motorkomponenter.
Lämpligheten för vattenstrålestyrd laserbearbetning måste alltid utvärderas mot materialet, de specifika dimensionerna och den erforderliga produktionshastigheten.
Viktiga fördelar och tekniska överväganden
Vattenstrålestyrd laserteknik erbjuder flera potentiella fördelar, men dessa fördelar är beroende av korrekt processintegration.
Smala snitt och precisionsfunktioner
Fina vattenstrålar och kontrollerad laserenergi kan klara smala skärbredder.
Applikationsspecifika data som tillhandahålls för vattenledd laserbearbetning rapporterar skärvidder i intervallet ungefär 60–90μm.
Minskad värmeackumulering
Kontinuerlig vatteninteraktion avlägsnar värme från bearbetningszonen.
Detta kan minska omfattningen av termisk modifiering jämfört med konventionella laserprocesser under jämförbara tillämpningsförhållanden.
Vattenassisterad borttagning av skräp
Den strömmande strålen hjälper till att avlägsna bearbetningsskräp och bearbetningsprodukter.
Detta kan förbättra skärsnittets renhet och minska ansamling av omgjutning under optimerade förhållanden.
Inget slitage på mekaniska verktyg
Eftersom laserenergi utför materialavverkningen finns det ingen konventionell borr eller skärverktyg i kontakt med arbetsstycket.
Detta är särskilt värdefullt för:
- diamant;
- Sic;
- keramik;
- högtemperaturlegeringar;
- andra svårbearbetade material.
Utökat effektivt bearbetningsavstånd
Vattenstrålen styr lasern bortom det konventionella fria fokusområdet.
Representativa processdata visar arbetsavstånd på ungefär 5 – 50 mm, beroende på system och jetförhållanden.
Processeffektivitet
För specifika jämförelser av kiselkarbidskärning i den medföljande applikationsdatan, vattenstrålestyrda laserskärhastigheter på cirka 6–10 mm/min rapporterades, jämfört med ungefär 2–4 mm/min för diamantvajerkapning och 1–2 mm/min för slambaserad skärning.
Samma referens antyder en potentiell 3–5 gånger förbättring av bearbetningseffektiviteten för jämförbara SiC-applikationer.
Dessa siffror är material- och processspecifika och bör inte generaliseras till alla arbetsstycken.
Hur man väljer ett lasermikrobearbetningssystem
Att välja ett lasermikrobearbetningssystem bör börja med applikationen snarare än maskinspecifikationen.
Följande faktorer bör utvärderas.
1. Arbetsstyckets material
Identifiera:
- materialkvalitet;
- beläggning;
- kompositstruktur;
- termiska egenskaper;
- sprödhet;
- laserabsorptionsegenskaper.
2. Funktionsgeometri
Definiera om processen kräver:
- skärande;
- borrning;
- borrning av mikrohål;
- spårning;
- spårfräsning;
- konturbearbetning.
För hål, specificera:
- diameter;
- djup;
- vinkel;
- avsmalningskrav;
- hålavstånd.
3. Materialtjocklek och bearbetningsdjup
Det erforderliga djupet påverkar direkt lasereffekt, bearbetningsstrategi och cykeltid.
Djupgående funktioner kan kräva flera bearbetningspass.
4. Tolerans mot termisk skada
För flyg- och rymdlegeringar, CFRP, keramik och halvledarmaterial bör tillåten termisk modifiering definieras tydligt.
5. Ytkvalitet
Specificera:
- erforderlig grovhet;
- omarbetade gränser;
- kantkvalitet;
- krav på borrning;
- tillåtna mikrosprickor.
6. Produktionsgenomströmning
En lasermikrobearbetningsprocess i laboratoriet är inte automatiskt lämplig för industriell produktion.
Cykeltid, automatisering och repeterbarhet måste utvärderas.
7. Processinspektion
För kritiska komponenter kan processen kräva:
- optisk mikroskopi;
- SEM-inspektion;
- tvärsnittsanalys;
- dimensionell mätning;
- metallografisk utvärdering.
Det korrekta lasermikrobearbetningssystemet är därför en kombination av laserkälla, vattenstrålestyrning, precisionsrörelse och ett validerat processrecept.

Greenstone vattenstrålestyrda laserbearbetningssystem
Greenstone tillhandahåller vattenstrålestyrda laserbearbetningssystem och applikationsutvecklingstjänster för precisionslasermikrobearbetning, lasermikroborrning, precisionslaserborrning och avancerad materialbearbetning.
Vårt systemtillvägagångssätt integrerar laserkällan, laser-vattenkopplingsmodulen, precisionsvattenstrålestyrning, rörelseplattform och processstyrsystem enligt kundens material- och bearbetningskrav.
Tillämpningar kan utvärderas för avancerade tekniska material inklusive högtemperaturlegeringar, titanlegeringar, teknisk keramik, kiselkarbid, halvledarmaterial, kompositstrukturer och utvalda diamant- eller superhårda material.
Istället för att välja en vattenstrålelaserskärmaskin enbart utifrån lasereffekt, utvärderar Greenstone hela processkraven, inklusive:
- arbetsstyckets material;
- komponentritning;
- funktionens dimensioner;
- hål- eller skärsnittsgeometri;
- bearbetningsdjup;
- tolerans för termisk skada;
- ytkvalitet;
- erforderlig produktionseffektivitet;
- automatiseringskrav.
För nya tillämpningar kan processtestning och stickprovsutvärdering utföras innan den slutliga systemkonfigurationen fastställs.
Skicka din materialinformation, komponentritning, dimensioner och bearbetningskrav till Greenstone. Vårt tekniska team kan utvärdera applikationen och rekommendera en lämplig vattenstrålestyrd laserprocess och lasermikrobearbetningssystemkonfiguration.

GREENSTONE GLMJ6000 Vattenstrålestyrt lasermikrobearbetningssystem
För industriella tillämpningar som kräver högprecisionslasermikrobearbetning, mikrohålsborrning och komplex tredimensionell bearbetning, tillhandahåller GREENSTONE GLMJ6000 Vattenstrålestyrt lasermikrobearbetningssystemSystemet integrerar en högprecisions-CNC-plattform med fem axlar och mikrovattenstrålestyrd laserteknik, vilket möjliggör kontrollerad laserbearbetning av komplexa komponenter med hög dimensionsnoggrannhet, släta snittytor och minimal termisk påverkan.
GLMJ6000 använder en 532 nm pulserad Nd:YAG-laser koaxiellt kopplad till en vattenstråle i mikronskala. När laserstrålen väl är kopplad till vattenstrålen styrs den mot arbetsstycket genom total intern reflektion i den stabila vattenpelaren. Denna konfiguration undertrycker stråldivergens över det effektiva arbetsavståndet medan det kontinuerligt flödande vattnet ger lokal kylning och hjälper till att avlägsna smält material och bearbetningsskräp från bearbetningszonen.
A 500/600 bar högtrycksvattensystem, med vattentrycksstabilitet på ±5 bar, stöder stabil mikrovattenstrålegenerering genom 50–120 μm munstyckenKombinerat med en 400 W genomsnittlig lasereffekt och en 300 μm stråldiameter, systemet är konstruerat för precisionslaserborrning, mikrohålsbearbetning, finskärning och andra krävande lasermikrobearbetningsprocesser.
Femaxlig rörelseplattform ger ett bearbetningsutrymme på 2000 × 1500 × 1000 mm, Med en B-axelns rotationsområde på ±120° och en C-axelns rotationsområde på ±190°Femaxlig simultan CNC-styrning gör det möjligt för laser-vattenjetbearbetningshuvudet att följa komplexa tredimensionella geometrier och bibehålla den erforderliga bearbetningsorienteringen på konturerade ytor.
Med en 2000 × 1500 mm arbetsbord och en maximal bordslastkapacitet på 1500 kg, GLMJ6000 kan hantera både precisionskomponenter och relativt stora industriella arbetsstycken. Dess positioneringsnoggrannhet når ±10 μm enligt JIS / 20 μm enligt ISO, medan repeterad positioneringsnoggrannhet når ±8 μm enligt JIS / 15 μm enligt ISO.
Typiska applikationsmaterial och komponenter inkluderar metaller, hårdmetaller, högreflekterande material, kiselkarbid och andra hårda eller spröda material, precisionskomponenter till klockor, delar till flyg- och flygmotorer samt precisionsformarBeroende på materialegenskaper, komponentgeometri och bearbetningskrav kan GREENSTONE utveckla applikationsspecifika vattenstrålestyrda laserbearbetningslösningar och systemkonfigurationer.
GLMJ6000 Tekniska specifikationer
| Systemkrav | Parameter | Specifikation |
|---|---|---|
| Optiskt vägsystem | Lasertyp | Nd:YAG, pulserad |
| Våglängd | 532 nm | |
| Genomsnittlig kraft | 400 W | |
| Breddstråle | Ø300 μm | |
| Vattenvägssystem | Vattentrycksstabilitet | ±5 bar |
| Vattentryck | 500 / 600-fältet | |
| Munstyckediameter | 50–120μm | |
| Rörelsesystem | Bearbetningsområde | 2000 × 1500 × 1000 mm, 5-axlig |
| B-axelns rotationsområde | ± 120 ° | |
| C-axelns rotationsområde | ± 190 ° | |
| X/Y/Z-positioneringsnoggrannhet | ±10 μm (JIS) / 20 μm (ISO) | |
| X/Y/Z-upprepningspositioneringsnoggrannhet | ±8 μm (JIS) / 15 μm (ISO) | |
| Arbetsbordstorlek | 2000 × 1500 mm | |
| Arbetsbordets lastkapacitet | 1500 kg | |
| CNC-system | Huazhong 848 femaxlig simultan CNC | |
| Mått och vikt | Utrustningsmått | 6200 × 4200 × 4700 mm |
| Mått på laserskåpet | 700 × 2300 × 1720 mm | |
| Utrustningsvikt | 25,000 kg | |
| Laserkabinetts vikt | 700-750 kg |
GREENSTONE kan tillhandahålla vattenstrålestyrd laserprocessutveckling, applikationstestning, provbearbetning och kundanpassade utrustningslösningar beroende på arbetsstyckets material, geometri, mikrohål eller skärkrav och önskad bearbetningskvalitet. Kunder med specifika lasermikrobearbetning, precisionslaserborrning, lasermikrohålsborrning eller vattenstrålestyrd laserbearbetning krav är välkomna att kontakta vårt tekniska team för utvärdering av applikationen.
Michael Shea
Michael Shea – Utlandschef, global affärsutvecklingsledare och senior teknisk ingenjörsexpert Michael Shea är Greenstones utlandschef och en mycket mångsidig senior teknisk ingenjörsexpert. Han kombinerar globalt affärsledarskap med djup tvärvetenskaplig expertis inom laserbeklädnad, additiv tillverkning av DED-metaller, laserrengöring, laserhärdning, modernisering av industriell utrustning och integration av avancerad tillverkningssystem. Med omfattande erfarenhet av både internationell marknadsutveckling och implementering av industriell teknik på ett heltäckande område spelar Michael en avgörande roll i att driva Greenstones globala expansion samtidigt som han säkerställer teknisk excellens inom olika kundapplikationer. Hans unika professionella styrka ligger i att sömlöst integrera kommersiell strategi, teknisk expertis och…