Технологија ласерског облагања за прецизну поправку и ојачавање компоненти у ваздухопловном и енергетском сектору
5. октобар 2025.
{kind=link}
{kind=link}
{kind=link}
Технологија ласерског облагања, напредни процес адитивне производње и површинског инжењеринга, игра незаменљиву улогу у регенерацији и продужењу века трајања врхунске опреме. Посебно код ваздухопловних мотора и опреме за бушење у енергетској индустрији, где су захтеви за перформансама изузетно високи, ласерско облагање је постало основна метода за „регенерацију вредности“ критичних компоненти.

1. Сценарији примене: Откази компоненти у екстремним условима рада
Ваздухопловна и енергетска опрема ради у екстремним условима, укључујући високе температуре, високе притиске, велике брзине ротације и изложеност корозивним медијумима. Квар њихових основних прецизних компоненти директно угрожава безбедност и ефикасност целог система.
Лопатице ваздухопловних мотора: Лопатице турбина и вођица излажу ерозији гасом на високој температури која прелази тачку топљења основног материјала, заједно са значајним центрифугалним напрезањем. Уобичајени облици отказа укључују:
Оксидација на високим температурама и термичка корозија: Водеће ивице и врхови доживљавају разградњу заштитних премаза услед високих температура, што узрокује ерозију основног материјала и стварање дефеката.
Оштећење од страних предмета: Честице (нпр. песак, прашина) унете у усисник ваздуха ударају у лопатице великом брзином, узрокујући тачкасто крзање или оштећење врха.
Пуцање услед замора: Под наизменичним напрезањем, микропукотине настају на местима концентрације напрезања.
Зупчаници и компоненте преносника: Било да се ради о мењачима авионских мотора или ветротурбинама и опреми за бушење у енергетском сектору, квар зупчаника је обично последица:
Контактни замор: Ударање тачкастих и љуштећих површина зуба под цикличним контактним напрезањима.
Абразивно хабање: Површине зубаца зупчаника се хабају тврдим честицама у условима лошег подмазивања или загађивача.
Адхезија: Висока оптерећења доводе до високих локалних температура које разграђују уљни филм, узрокујући адхезију и кидање метала.
2. Решење: Прецизни процес поправке ласерских облога
Поправка ласерских облога није само „материјал за пуњење“; то је свеобухватан процес репроизводње који укључује науку о материјалима, термодинамику и прецизну контролу.
Основни технолошки процес:
Дигитална процена штете и 3Д моделирање:
Високопрецизно 3Д дигитално скенирање оштећених компоненти се врши помоћу координатних мерних машина (CMM) или скенера са плавим светлом. Геометрија оштећеног подручја се снима и упоређује са оригиналним CAD моделом како би се прецизно израчунала запремина и облик материјала који треба обложити.
Пројектовање и избор материјалног система:
Овај корак је кључан за успех поправке. Материјал за поправку мора имати добру металуршку компатибилност са основним материјалом, а истовремено испуњава или превазилази потребне перформансе, као што су чврстоћа на високим температурама, отпорност на хабање и отпорност на корозију.
Ваздухопловне лопатице: Обично се користе прахови легура отпорних на високе температуре на бази никла или кобалта (нпр. Inconel 718, Hastelloy X). За врхове лопатица бирају се специјализоване легуре отпорне на хабање на високим температурама.
Зупци зупчаника: Стелитне серије на бази кобалта или легуре на бази никла су уобичајене, познате по својој одличној црвеној тврдоћи на високим температурама и отпорности на хабање. Зупчаници на бази гвожђа поправљају се коришћењем висококвалитетних легура на бази гвожђа или метал-керамичких композита.
Контрола процеса прецизног облагања:
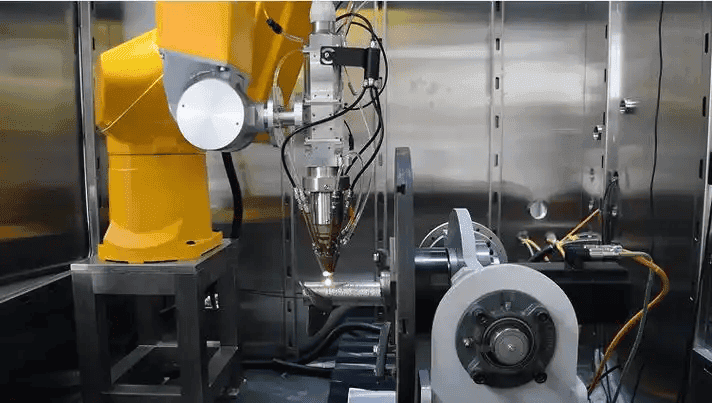
Избор ласера: Обично се користе полупроводнички ласери или влакнасти ласери са високим квалитетом снопа, снаге од 1 kW до 6 kW.
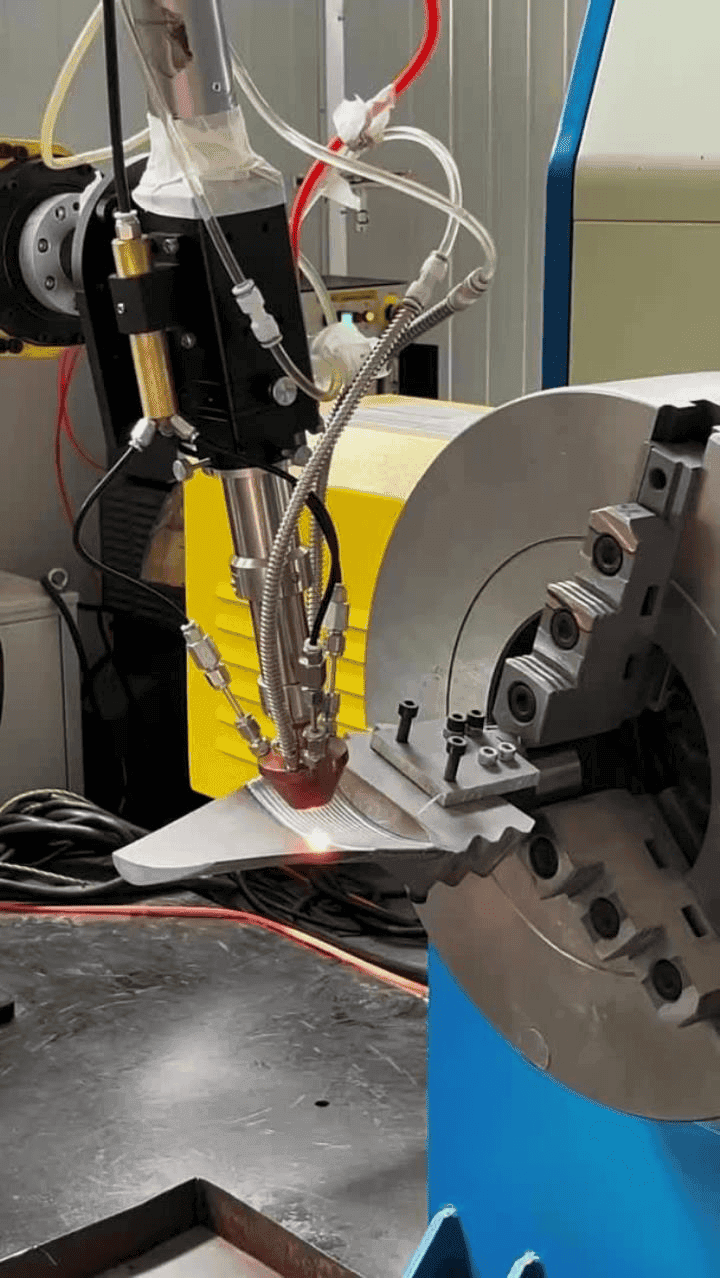
Довод праха: Коаксијални довод праха осигурава да је млаз праха окружен ласерским зраком, омогућавајући облагање у било ком смеру. Ово је посебно корисно за сложене површине као што су врхови сечива и профили зупчаника.
Праћење процеса: Термално снимање и системи визуелног праћења су интегрисани како би се пратила температура и облик растопљеног резервоара у реалном времену. Системи управљања затворене петље динамички подешавају снагу ласера и брзину скенирања како би се осигурали стабилни и бездефектни слојеви облоге (као што је избегавање порозности или пукотина).
Накнадна обрада и прецизна обрада:
Након плакирања, компоненте се подвргавају жарењу ради отклањања напона како би се уклонио заостали напон. Затим се врши петоосна CNC обрада или прецизно брушење како би се постигле коначне димензије и потребна завршна обрада површине, осигуравајући да се испуне аеродинамичке перформансе (за лопатице) или прецизност захватања зубаца (за зупчанике).
Ефекти и предности поправке:
Металуршко лепљење: Обложени слој формира густу металуршку везу са основним материјалом, обезбеђујући високу чврстоћу лепљења и спречавајући раслојавање.
Ниска брзина разблаживања: Ласерска енергија је високо фокусирана, а зона под утицајем топлоте је минимална (обично <0.5 мм), што осигурава да се перформансе основног материјала у великој мери очувају, а да се притом одржи чистоћа и перформансе обложеног слоја.
Усавршавање микроструктуре: Због брзог топљења и хлађења ласерске облоге, обложени слој садржи фине дендритичне или једнакоосне кристале, што значајно побољшава тврдоћу, жилавост и отпорност на замор материјала.
3. Типични случајеви
Ваздухопловство: Водеће светске компаније за одржавање ваздухопловних мотора, као што су MTU и Lufthansa Technik, широко су примениле ласерско облагање за поправку врхова лопатица турбина високог притиска. На пример, лопатица од монокристала која је изгубила 0.8 мм због хабања поправљена је коришћењем процеса ласерског облагања са специфичном легуром на бази никла за високе температуре, враћајући јој димензије и подвргавајући се накнадној термичкој обради како би се обновила њена монокристална структура, чинећи је поново употребљивом. Ова поправка је спасила скупу компоненту вредну стотине хиљада долара, а трошкови поправке су само 30%-50% од цене новог дела.
Енергетски сектор: Код бушења нафте, истрошени навоји на спојевима бушаћих цеви су чест проблем. Коришћењем ласерског облагања дебелом легуром отпорном на хабање на бази кобалта, век трајања површине навојног заптивача се продужава 2-3 пута у поређењу са новим карбуризованим слојевима. Слично томе, велики планетарни зуби у ветротурбинама имају значајно побољшану отпорност на хабање након ласерског облагања, ефикасно смањујући стопу отказа главног преносног система и минимизирајући економске губитке изазване застојем.

4. Будући трендови
Технологија ласерског облагања се развија ка интелигентнијој, ефикаснијој и макро-микро интеграцији:
Интелигентна и дигитална интеграција: Комбиновањем вештачке интелигенције и технологије дигиталних близанаца створиће се потпуно аутоматизовани систем затворене петље за „скенирање-моделирање-планирање путање-облагање-инспекцију“. Вештачка интелигенција ће оптимизовати параметре процеса у реалном времену на основу историјских података, предвиђајући и избегавајући недостатке.
Висока прецизност и микро облагање: Коришћење висококвалитетних ласера са зрацима (ултраљубичасти/зелени ласери) у комбинацији са прецизним системима за довод праха омогућиће микро облагање са величинама карактеристика испод 100 микрона, идеално за поправку прецизних калупа, микроструктура у оптичким комуникационим уређајима и регенерацију отвора за хлађење у аеропрофилима ваздухопловних мотора.
Компоненте великих размера и хибридна производња: Како се ласери велике снаге (киловатног нивоа) и роботске технологије развијају, примене ласерског облагања ће се проширити изван поправке на „високоперформансну производњу“ великих компоненти. На пример, у ваздухопловству, може се користити за директну производњу или поправку великих носача крила од легуре титанијума и калупа за облогу авиона, постижући „скоро нето обликовање“ ради смањења трошкова материјала и обраде.
Развој нових материјала и функционално градирани материјали: Развијају се прашкови легура по мери, аморфне легуре, легуре високе ентропије и композити са металном матрицом за специфичне услове рада. Прилагођавања састава праха у реалном времену омогућиће производњу функционално градираних материјала (ФГМ) на једном делу, са различитим карактеристикама перформанси у различитим регионима (нпр. отпорност на хабање на једном крају, отпорност на корозију на другом).
Сарадња са 3Д штампањем: Као представник 3Д штампања са усмереном енергетском депозицијом (DED), ласерско облагање ће све више функционисати заједно са технологијом фузије у прашкастом слоју (SLM), играјући двоструку улогу у „макро конструкцији“ и „микро поправци“ како би се обезбедила решења за производњу и одржавање током животног циклуса сложених компоненти у индустријама попут ваздухопловства и нуклеарне енергије.
Венди Ванг
Венди Ванг – технички консултант, стручњак за ласерско облагање и адитивну производњу Венди Ванг је високо специјализовани технички консултант у компанији Гринстоун, која комбинује напредну стручност у области ласерског облагања, адитивне производње метала методом DED, индустријског површинског инжењерства и производних решења високе вредности са снажним стратешким могућностима у глобалној интеграцији тржишта и координацији техничких ресурса. Са дубоким познавањем индустрије у области ласерске обраде материјала, система адитивне производње, оптимизације индустријске опреме и комерцијализације напредне производње, Венди игра кључну улогу у повезивању најсавременијих инжењерских технологија са практичним индустријским применама. Њена стручност омогућава глобалним клијентима компаније Гринстоун да успешно решавају сложене техничке изазове, истовремено максимизирајући ефикасност производње, опрему…