Vysvetlenie laserového oplášťovania: Od základných princípov k reálnej priemyselnej praxi
Októbra 9, 2023
{kind=link}
{kind=link}
Zistite, ako laserové nanášanie zlepšuje odolnosť voči opotrebovaniu, korózii, teplu a oxidácii a zároveň umožňuje opravy na mieste. Táto príručka pokrýva princípy procesu, kľúčové parametre (výkon, posuv, rýchlosť skenovania, krokovanie, ochranný plyn), diagnostiku defektov a inteligentné riadiace riešenia od spoločnosti Greenstone-Tech.
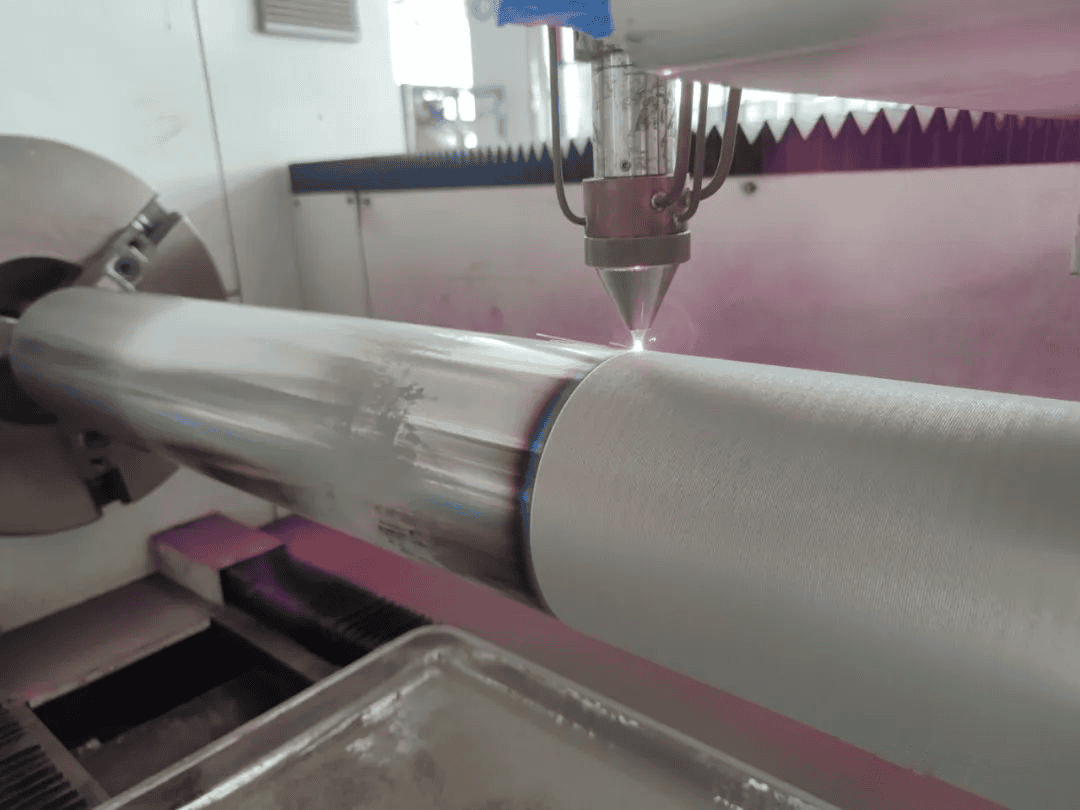
1) Prehľad technológií a kľúčová hodnota
Laserové opláštenie je pokročilý proces povrchového inžinierstva. Vysokovýkonný laser skenuje vopred definovanú dráhu nástroja, roztaví tenkú vrstvu substrátu a vstrekovaného materiálu, čím vytvorí prechodný tavný bazén, ktorý potom rýchlo stuhne do hustej, metalurgicky viazané povlak s nízke riedenieVýsledky:
- Oprava na mieste mechanických častí (hriadele, sedlá, formy, ozubené kolesá, lopatky).
- Vylepšenia výkonu: vyššia oblečenie, korózie, teploa oxidácie odpor oproti základnému kovu.
- Zelená, inteligentná výroba: minimálny odpad, krátke tepelné cykly, jednoduchá automatizácia a riadenie v uzavretej slučke.
Keďže výrobcovia usilujú o udržateľnosť a digitalizáciu, laserové nanášanie je základom... repasovanie a kovová prísada stratégií. Greenstone-Tech podporuje prijatie pomocou nepretržitého výskumu a vývoja a overených riešení v praxi.
2) Presná kontrola procesných parametrov
Výkon laseru (príkon)
Výkon nastavuje veľkosť taveniny a rýchlosť nanášania.
- Príliš nízka: nedostatočné roztavenie prášku → jamková tvorba po konečnej úprave, slabá väzba, nízka tvrdosť.
- Príliš vysoká: nadmerné tavenie/podrezanie, tepelné čiary alebo „vrásky“, geometrický posun.
- Najlepší tréning: prispôsobte výkon zliatine, veľkosti guľôčky a dráhe. Inteligentné riadenie výkonu od spoločnosti Greenstone-Tech udržiava stabilitu vo vnútri ± 1%, čím sa zlepšuje opakovateľnosť.

Rýchlosť podávania prášku (vstup materiálu)
Musí sa spárovať s dostupnou laserovou energiou.
- Príliš vysoká: energetický deficit → neúplné roztavenie, jamková tvorba, slabé metalurgické väzby, možné odlupovanie.
- Optimalizované: vyššia účinnosť nanášania a hustejší povlak. Podávače Greenstone-Tech dosiahnuť až 95% využitie prášku so stabilným hmotnostným prietokom.
Rýchlosť skenovania/posuvu (rýchlosť linky)
Ovláda hrúbku vrstvy, riedenie a lepenie.
- Rýchlejšie: tenšie dráhy, ale riskujú nedostatočné roztavenie substrátu a slabšiu väzbu.
- O niečo pomalšie: vyššia tvrdosť, lepšie využitie – ale dávajte si pozor na hromadenie tepla. Vyvážte stratégiu šrafovania a teplotu medzi vrstvami.
Rozstup medzi presahmi / šrafovaním
Určuje povrchovú úpravu a riedenie.
- Menší presah (väčšie prekrytie): hladší povrch, menej údolí, typicky nižšie Ra.
- Väčší prechod: viditeľné zvarové húsenice/stopy zvarov; môže zvýšiť lokálne riedenie. Vyberte podľa funkcie (tesniaci povrch verzus zdrsnenie).
Prietok ochranného/nosného plynu
Dvojitá úloha: transport prášku + ochrana pred oxidáciou.
- argón vo všeobecnosti ponúka lepšiu ochranu ako dusík pre mnohé zliatiny.
- Príliš veľa prietoku: narušenie oblaku, rozstrek; príliš málo: oxidácia, pórovitosť.
- Regulácia plynu Greenstone-Tech umožňuje presné ladenie prietoku pre stabilné oblaky a čistú metalurgiu.
3) Riešenie problémov: Základné príčiny a nápravné opatrenia
A) Odlupovanie (odlupovanie) povlaku
Hlavné príčiny: nedostatočné tavenie substrátu (nízky výkon/vysoká rýchlosť), nadmerný posuv, kontaminovaný povrch (olej, pokovovanie, hrdza).
Fix: zvýšiť výkon alebo znížiť rýchlosť, aby sa vytvoril robustný kúpeľ taveniny; optimalizovať podávanie; mechanicky/chemicky očistiť až na holý kov.
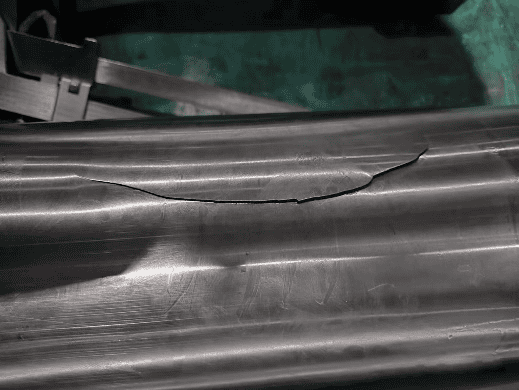
B) Trhliny
Hlavné príčiny: veľmi tvrdé substráty (kalené, cementované/nitridované), únavové vrstvy, príliš tvrdé plátovacie zliatiny, zliatiny na báze niklu náchylné na praskanie za tepla, viacvrstvové konštrukcie s vysokým zvyškovým napätím.
Fix: predohrev/riadená medzivrstvová teplota; výber húževnatejšej zliatiny alebo úprava chemického zloženia; úprava tepelného príkonu a stratégie zvárania; odbúranie/popúšťanie podľa potreby.

C) Pórovitosť
Hlavné príčiny: hrdza/olej v substráte, nečistoty alebo vlhkosť prášku, nestabilný prúd prášku, nadmerné podávanie, nízky výkon, nesprávna rýchlosť.
Fix: dôkladné čistenie; pečenie/sušenie prášku; stabilizácia podávača; vyváženie výkonu/posuvu/rýchlosti; optimalizácia tienenia.
D) Zlý povrch (sypký prášok, matný povrch)
Hlavné príčiny: nadmerné podávanie, nízky výkon, príliš rýchle podávanie, nesprávny odstup trysky, malá škvrna, znečistená optika.
Fix: upravte posuv, zvýšte výkon alebo spomalte posuv, upravte odstup (zvyčajne 3–8 mm), vyčistite/skontrolujte optiku, zvážte mierne väčšiu škvrnu.
E) Zanášanie práškom
Hlavné príčiny: nevyčistené lepkavé usadeniny, slabá tekutosť, vlhkosť/znečistenie, nerovnomerné rozloženie vo viacerých portoch.
Fix: pravidelné čistenie trysiek; používanie guľovitého prášku s prietokovým účinkom; skladovanie s vysúšadlom a predbežné pečenie; kalibrácia deliča pre vyvážené vetvy.
F) Abnormálne zvuky / Agresívne rozstrekovanie
Hlavné príčiny: vlhký/kontaminovaný prášok, znečistený substrát, nadmerná hustota výkonu (varenie kovu).
Fix: znovu kvalifikovať prášok, znovu vyčistiť diel, mierne znížiť intenzitu a zvýšiť bodové rozptyly, zjemniť prietok plynu.
G) Nadmerné iskrenie a striekanie
Hlavné príčiny: príliš vysoká rýchlosť, nesúlad výkonu/napájania, príliš vysoký prietok tienenia.
Fix: znížiť rýchlosť, znova zosúladiť výkon↔napájanie, naladiť plyn na laminárny režim.


4) Rýchly prehľad parametrov (počiatočné rozsahy)
Upravte podľa zliatiny, trysky, optiky, šírky guľôčky a chladiča.
- Power: typicky 0.8–3.5 kW (vláknové/diódové zdroje); mierka s veľkosťou guľôčky.
- Feed: nalaďte pre úplné natavenie s minimálnym rozstrekom; overte prierezom.
- Rýchlosť: začnite mierne, potom zvyšujte, kým nedosiahnete správne zriedenie a väzbu.
- Prekrytie: 30 – 70 % v závislosti od povrchovej úpravy a funkcie.
- plyn: vysušiť Ar (mnoho ocelí/Ni), Ar+He (superzliatiny), vysoká čistota Ar s nízkym obsahom O₂ pre Ti.
Greenstone-Tech systémy zaznamenávajú výkon, posuv, rýchlosť, plyn a teplotu na vytvorenie opakovateľné „digitálne recepty“.
5) Kde laserové opláštenie prináša hodnotu
- Vylepšenia proti opotrebovaniu a korózii: čerpadlá, ventily, hriadele, sedlá, hydraulické tyče.
- Odolnosť voči vysokým teplotám/oxidácii: komponenty turbín/kotlov, obrábanie za tepla.
- Rozmerová obnova: formy/zápustky, ozubené kolesá, ložiskové čapy.
- Funkčne odstupňované povrchy: prechod z chemických zložení odolných voči opotrebovaniu na chemikálie odolné voči korózii s prispôsobeným riedením.
6) Čo odlišuje Greenstone-Tech od ostatných
- Stabilita výkonu ±1 % so spätnou väzbou v reálnom čase pre konzistentné tavné bazény.
- Vysokoúčinné dodávanie prášku (Až 95% využitie) s monitorovaním prietoku.
- Riadenie plynu a oblaku v uzavretej slučke pre čisté a husté stopy.
- Inteligencia procesov: in-situ videnie/pyrometria, medzipriechodová regulácia teploty, správa receptúr a analytika pre rýchle škálovanie.
7) Plán: Inteligentné a udržateľné laserové obkladanie
- Optimalizácia umelej inteligencie: poradcovia parametrov strojového učenia, adaptívne riadenie založené na videní taveniny a tepelných údajoch.
- Digitálne dvojičky: virtuálne plánovanie procesov na minimalizáciu pokusov a predpovedanie skreslenia/riedenia.
- Ekologickejšie operácie: vyššie využitie, nižšia energia na cm², recyklovateľné médiá a ekologické zliatinové systémy.
- Nové trhy: hlbšie preniknutie do leteckého priemyslu, energetiky, elektromobility, medicíny a štandardizovaných pracovných postupov repasovania.
Často kladené otázky (pre kupujúcich aj technikov)
Otázka 1: Aký je rozdiel medzi laserovým naváraním a tepelným striekaním?
A: Laserové oplášťovanie tvorí metalurgické dlhopisy s nízke riedenie a nízka tepelne ovplyvnená zóna (HAZ); tepelné striekanie je primárne mechanické spájanie a môže byť pórovitejšie.
Q2: Akú tvrdosť a hrúbku môžem očakávať?
A: Jednotlivé prechody bežne 0.3 – 1.5 mm; viacvrstvová konštrukcia vytvára niekoľko milimetrov. Tvrdosť závisí od zliatiny (napr. systémy Ni/WC > 1000 HV možné).
Otázka 3: Potrebujem predhrievanie/dohrievanie?
A: Pre vysoko uhlíkové/tvrdé podklady alebo viacvrstvové konštrukcie, predhrievanie a odbúranie stresu znížiť praskanie a zvyškové napätie. Špecifické pre danú zliatinu.
Otázka 4: Ako kvalifikujem proces?
A: Prejdite ministerstvo energetiky výkon – rýchlosť – posuv – prekrytie, skontrolujte prierezy (riedenie, pórovitosť, trhliny), mapa tvrdosti, testy opotrebenia/korózie a napíšte mrazený recept.
Zrátané a podčiarknuté: S prísne kontrolovaným výkon, posuv, rýchlosť, poklop a tienenie, laserové oplášťovanie poskytuje odolné, metalurgicky spojené povrchy a spoľahlivé opravy na mieste. Greenstone-Tech spája robustný hardvér s inteligentným riadením na premenu receptov na opakovateľnú výrobu – čím urýchľuje udržateľnú a vysokovýkonnú výrobu.
Michael Shea
Michael Shea – riaditeľ pre zámorské trhy, vedúci globálneho rozvoja obchodu a hlavný expert v oblasti technického inžinierstva Michael Shea pôsobí ako riaditeľ pre zámorské trhy spoločnosti Greenstone a je vysoko všestranný hlavný expert v oblasti technického inžinierstva. Spája globálne obchodné vedenie s hlbokými multidisciplinárnymi odbornými znalosťami v oblasti laserového oplášťovania, aditívnej výroby kovov DED, laserového čistenia, laserového kalenia, modernizácie priemyselných zariadení a integrácie pokročilých výrobných systémov. Vďaka rozsiahlym skúsenostiam v oblasti rozvoja medzinárodného trhu a implementácie komplexných priemyselných technológií zohráva Michael kľúčovú úlohu pri globálnej expanzii spoločnosti Greenstone a zároveň zabezpečuje technickú excelentnosť v rôznych zákazníckych aplikáciách. Jeho jedinečná profesionálna sila spočíva v bezproblémovej integrácii obchodnej stratégie, inžinierskych znalostí a…