Oprava laserového obkladu pre petrochemické zariadenia
Prehľad prípadu aplikácie
Petrochemické zariadenia pracujú vo vysoko agresívnom prostredí obsahujúcom CO₂, H₂S, Cl⁻ a iné korozívne médiá, často za podmienok vysokej teploty a vysokého tlaku v zberných vrtoch. Tieto drsné pracovné prostredia vedú k častým poruchám, ako je korózia, perforácia a poškodenie spôsobené opotrebením, čo vážne ovplyvňuje efektivitu a bezpečnosť produkcie ropných polí.
Tradičné metódy povrchovej úpravy – ako je cementácia a nitridácia, martenzitické kalenie, spracovanie s vysokým obsahom chrómu za účelom zaistenia odolnosti voči opotrebeniu a iónová nitridácia – trpia vysokou spotrebou energie, nižšou účinnosťou procesu, znečistením životného prostredia a vysokými nákladmi na opravy, pričom ich účinnosť je obmedzená v náročných aplikáciách v ropnom a plynárenskom priemysle.
Technológia laserového nanášania poskytuje pokročilé riešenie, ktoré výrazne zvyšuje odolnosť petrochemických komponentov proti opotrebovaniu, korózii, teplu a oxidácii. Vďaka metalurgickému spojeniu a kontrolovaným vlastnostiam povlaku laserové nanášanie zlepšuje životnosť, prevádzkovú spoľahlivosť a celkový výkon zariadení pracujúcich v náročných prostrediach ropných polí a petrochemického priemyslu a zároveň znižuje prestoje a náklady na údržbu.
{kind=link}
{kind=link}
{kind=link}
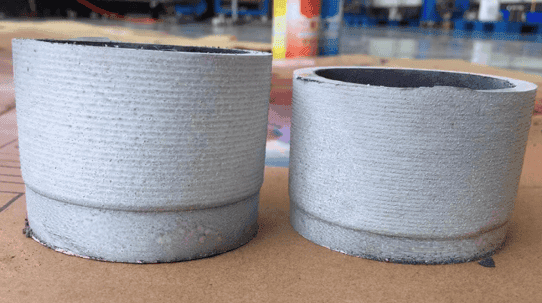
Scéna 1: Oprava prísavky
Sacie tyče v ťažbe ropných polí sú náchylné na excentrické opotrebovanie, koróziu a iné prevádzkové namáhanie, čo vedie k častému poškodeniu a rozsiahlej každoročnej výmene. Laserové nanášanie umožňuje efektívnu renováciu a opätovné použitie opotrebovaných sacích tyčí, čím sa obnovuje výkonnosť povrchu a predlžuje sa životnosť. Recykláciou existujúcich tyčí a znížením potreby nových komponentov laserové nanášanie výrazne znižuje náklady na ťažbu ropy, šetrí zdroje a zlepšuje celkovú ekonomickú efektívnosť prevádzky ropných polí.
Kľúčové výhody laserového nanášania prísaviek
Silné metalurgické spojenie medzi plášťovou vrstvou a substrátom s hustými povlakmi bez defektov
Optimalizované zloženie práškovej zliatiny; tvrdosť až ≥60 HRC
Plne zelený proces bez znečistenia
Presné a kontrolovateľné spracovanie vhodné pre zložité komponenty
Výrazné zníženie nákladov na opravy a podstatné zlepšenie efektivity spracovania


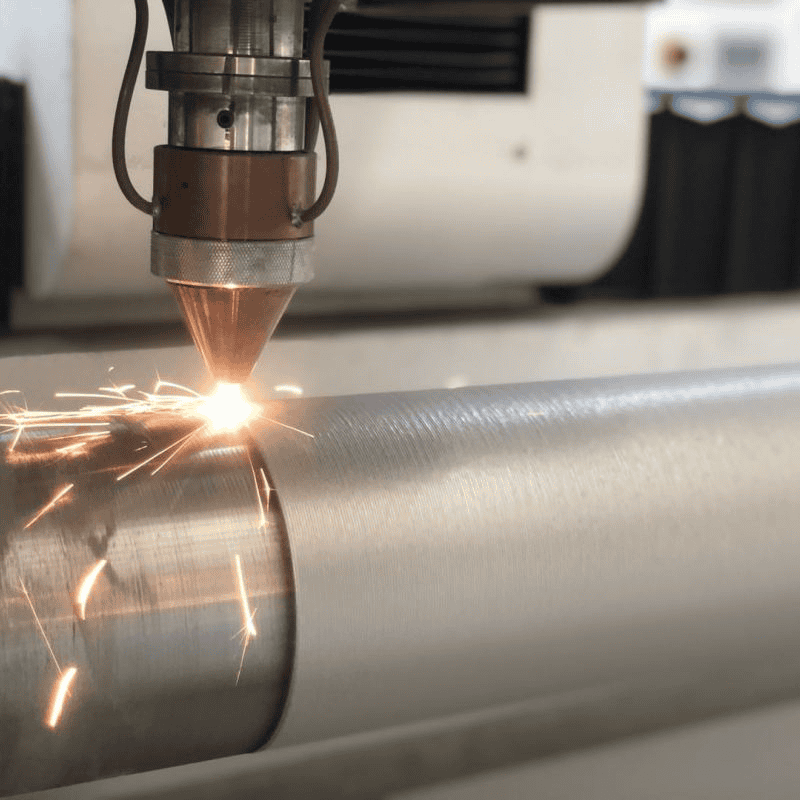
Scéna 2: Oprava piestovej tyče
Vysokotlakové piestové čerpadlá sú nevyhnutným vybavením pri ťažbe ropy a plynu a široko sa používajú pri štiepení, cementácii a vstrekovaní vody. Počas prevádzky sú piestové tyče vystavené vysokofrekvenčnému vratnému treniu, korozívnym médiám a erózii od tvrdých častíc, čo vedie k rýchlemu opotrebovaniu a výrazne skrátenej životnosti.
Tradičné metódy opravy, ako je galvanické pokovovanie a striekacie zváranie, majú inherentné obmedzenia vrátane defektov povlaku, nízkej pevnosti spoja a negatívnych vplyvov na podklad. Laserové opláštenie poskytuje vynikajúce riešenie s vynikajúcou kvalitou povlaku a minimálnym vplyvom na základný materiál. Medzi výhody patrí vysoká účinnosť spracovania, nízky tepelný vstup, minimálna deformácia, nízka miera riedenia, kontrolovateľná hrúbka povlaku, hladký povrch po plátovaní a znížené požiadavky na konečnú úpravu. Výsledkom je zvýšená odolnosť, predĺžená životnosť a nižšie náklady na údržbu piestových tyčí v náročných aplikáciách v ropných poliach.
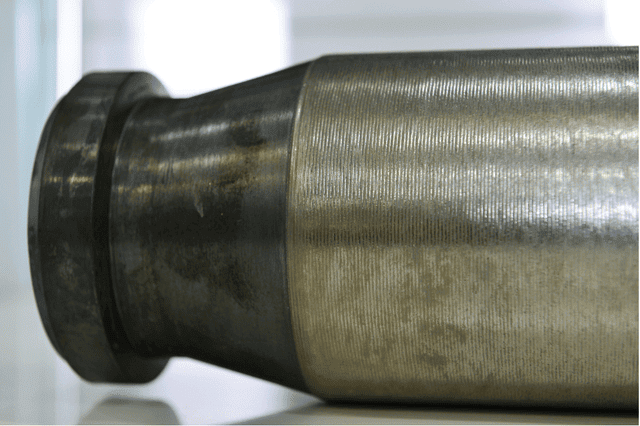

Scéna 3: Zlepšenie výkonu olejových potrubí
V náročných prevádzkových podmienkach ropných vrtov sú ropné potrubia vysoko náchylné na praskanie v dôsledku korózie v dôsledku napätia. Kombinované účinky korozívnych médií a mechanického zaťaženia spôsobujú postupný rast trhlín, čo nakoniec vedie k lomovému zlyhaniu a stratám spôsobeným odstavením.
Laserové oplášťovanie dokáže nielen obnoviť poškodené potrubie do pôvodných rozmerov, ale aj výrazne zlepšiť mechanické vlastnosti a odolnosť základného materiálu voči korózii. Vďaka tomu je to veľmi cenná technológia na predĺženie životnosti a zlepšenie spoľahlivosti systémov vrtných potrubí.
Kľúčové výhody
Používa špecializované prášky zliatin Greenstone s tvrdosťou vyššou ako 60 HRC
Typická hrúbka obkladu ~ 0.75 mms hladkými povrchmi bez prasklín
Veľmi nízka miera riedenia; plochá, dobre definovaná čiara tavenia viditeľná pri metalografickom vyšetrení
Minimálny vplyv na priemer a kruhovitosť rúrok; krátke závitové spoje zostávajú nedotknuté