Lasermicromachining: Waterstraalgeleide lasertechnologie, systemen en toepassingen
July 3, 2026
{kind=link}
{kind=link}
{kind=link}
Laser microbewerking Het wordt steeds vaker gebruikt voor het vervaardigen van microgaten, smalle sneden, fijne groeven en complexe precisiekenmerken in geavanceerde technische materialen. Naarmate ruimtevaartmotoren, halfgeleidercomponenten, technische keramiek en hoogwaardige onderdelen steeds kleinere kenmerken en strengere maateisen vereisen, kunnen conventionele mechanische bewerkingstechnieken en laserbewerking in vrije ruimte beperkingen ondervinden met betrekking tot gereedschapslijtage, warmteontwikkeling, focuscontrole en oppervlaktekwaliteit.
Lasertechnologie met waterstraalgeleiding combineert gepulseerde laserenergie met een fijne, stabiele waterstraal. De laserstraal wordt in de waterstraal gebracht en door middel van totale interne reflectie aan het water-luchtgrensvlak naar het werkstuk geleid. Het stromende water draagt tegelijkertijd bij aan de koeling en verwijdert een deel van het gesmolten of geablateerde materiaal uit de bewerkingszone.
Deze combinatie resulteert in een uniek laser-microbewerkingsproces voor precisiesnijden, laser-microboren en gecontroleerde materiaalverwijdering.
Afhankelijk van het materiaal, de geometrie van de structuur en de procesconfiguratie kan laserbewerking met waterstraalgeleiding worden toegepast op nikkelgebaseerde superlegeringen, titaniumlegeringen, keramiek, siliciumcarbide, halfgeleidermaterialen, koolstofvezelversterkte composieten en diamantgerelateerde materialen.


Wat is lasermicromachining?
Lasermicromachining verwijst naar het gebruik van gecontroleerde laserenergie om kleine, uiterst nauwkeurige structuren te produceren door materiaal te verwijderen op micro- of bijna-microschaal.
Typische processen zijn onder meer:
- laser microboren;
- precisielaserboren;
- Laser microgaatjes boren;
- microsnijden;
- fijne groeven en sleuven;
- precisiecontourbewerking;
- plaatselijke materiaalverwijdering;
- Bewerking van complexe microstructuren.
In tegenstelling tot conventioneel frezen of boren, vereist laserbewerking geen fysiek contact tussen het snijgereedschap en het werkstuk. Dit elimineert mechanische slijtage van het gereedschap en vermindert de snijkrachten op delicate onderdelen.
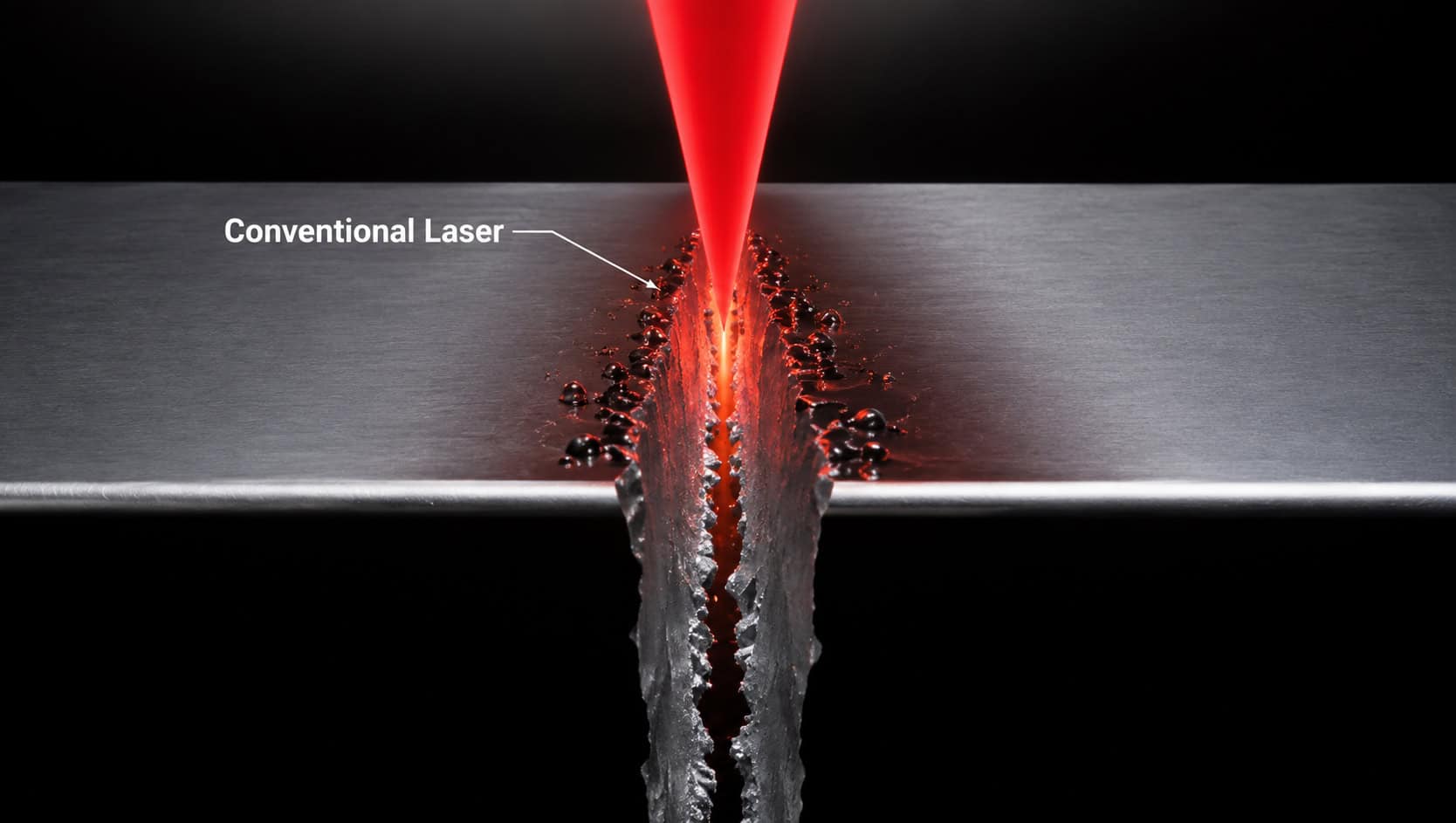
Conventionele lasermicromachining brengt echter ook technische uitdagingen met zich mee.
Een laserstraal in vrije ruimte moet normaal gesproken nauwkeurig gefocust worden op het te bewerken oppervlak. De bruikbare bewerkingszone wordt beïnvloed door de focusdiepte, de oppervlaktegeometrie, de invalshoek van de straal en de relatieve positie tussen het optische systeem en het werkstuk.
Tijdens diep snijden of boren kan herhaalde interactie tussen laser en materiaal ook leiden tot warmteophoping, een door warmte beïnvloede zone, hergesmolten materiaal, oxidatie, conische vervorming of afzetting van materiaalresten. De ernst van deze effecten hangt sterk af van de laserpulsduur, golflengte, vermogensdichtheid, hulpgas, materiaal en processtrategie.
Om deze reden zijn er verschillende laser-micromachineersystemen ontwikkeld voor uiteenlopende industriële toepassingen. Laserbewerking met waterstraalgeleiding is een van de gespecialiseerde technologieën die worden gebruikt wanneer precisie, koeling en gecontroleerde energietoevoer bijzonder belangrijk zijn.
Wat is waterstraalgeleide lasertechnologie?
A waterstraalgeleide laser Het is een laserbewerkingstechnologie waarbij een laserstraal coaxiaal wordt gekoppeld aan een dunne, hogesnelheidswaterstraal.
De waterstraal fungeert als een flexibele optische geleider.
Bij conventionele laserbewerking plant de gefocusseerde laserstraal zich voort door de lucht van de focusseeroptiek naar het werkstuk. Bij waterstraalgeleide laserbewerking wordt de laser via een optische koppelingsstructuur en een sproeier in een fijne waterstraal gebracht.
Door het verschil in brekingsindex tussen water en de omringende lucht kan laserlicht, mits correct gekoppeld, door totale interne reflectie binnen de waterkolom worden opgesloten.
Het principe is, in vereenvoudigde optische zin, vergelijkbaar met lichtgeleiding in een optische vezel.
De resulterende, door water geleide laserstraal beweegt met de straal mee naar het werkstuk.
In de bewerkingszone levert de laser de energie die nodig is voor materiaalverwijdering, terwijl het continu stromende water het volgende kan doen:
- koel het lokale verwerkingsgebied af;
- Beperk overmatige warmteophoping;
- een deel van het bewerkingsafval verwijderen;
- Spoel gesmolten of afgesleten materiaal uit de zaagsnede;
- oppervlakteverontreiniging verminderen;
- Ondersteunt stabielere verwerking over een bruikbare werkafstand.
Er wordt soms breder gezocht naar deze technologie, bijvoorbeeld als een waterstraallaserHet moet echter niet worden verward met conventioneel schurend waterstraalsnijden.
Laserbewerking met waterstraalgeleiding is in principe een op laser gebaseerd proces voor materiaalverwijdering.

Hoe werkt lasertechnologie met waterstraalgeleiding?
Een laserproces met waterstraalgeleiding kan worden begrepen aan de hand van vijf hoofdfasen.
1. Genereren en focussen van de laserstraal
Een gepulseerde laserbron genereert de verwerkingsstraal.
De exacte laserparameters zijn afhankelijk van het materiaal en de toepassing. In de technische configuraties die worden beschreven in de meegeleverde procesgegevens, omvatten representatieve systeembereiken onder andere:
- laservermogen: circa 20–400 W;
- golflengte: 532 nm;
- Pulsduur: circa 1–500 ns.
Deze waarden vertegenwoordigen een technisch configuratiebereik en geen universele vereisten voor elk waterstraalgeleid lasersysteem.
De laserstraal wordt via focusoptiek naar het optische koppelingsgebied gericht.
Nauwkeurige controle van de laserinvalshoek, de straalpositie en het optische venster is essentieel, omdat een efficiënte koppeling tussen laser en water direct van invloed is op de straalinsluiting en de processtabiliteit.
2. Laserkoppeling in de waterstraal
De gefocusseerde lichtstraal komt in een onder druk staande waterkamer terecht en wordt uitgelijnd met een precisiemondstuk.
Het optische venster, de koppelingsgeometrie en het mondstuk moeten samenwerken om een coaxiale uitlijning tussen de laser en de waterstraal te bereiken.
De representatieve sproeierdiameters in de meegeleverde technische gegevens variëren van ongeveer:
20 tot 100 m
De waterdruk kan binnen een breed bereik worden ingesteld. De referentieprocesinformatie toont het volgende:
50 naar 800-balk
De werkelijke druk en spuitmonddiameter moeten worden gekozen op basis van de straalstabiliteit, de procesafstand, de laserparameters en de vereiste afmeting van het werkstuk.
Een slechte afstemming van de koppeling kan leiden tot verlies van optische energie, instabiele bundelgeleiding of plaatselijke schade aan de koppelingscomponenten.
Om deze reden is een zeer efficiënte laser-waterkoppeling een van de belangrijkste technische uitdagingen in een waterstraalgeleid lasersysteem.
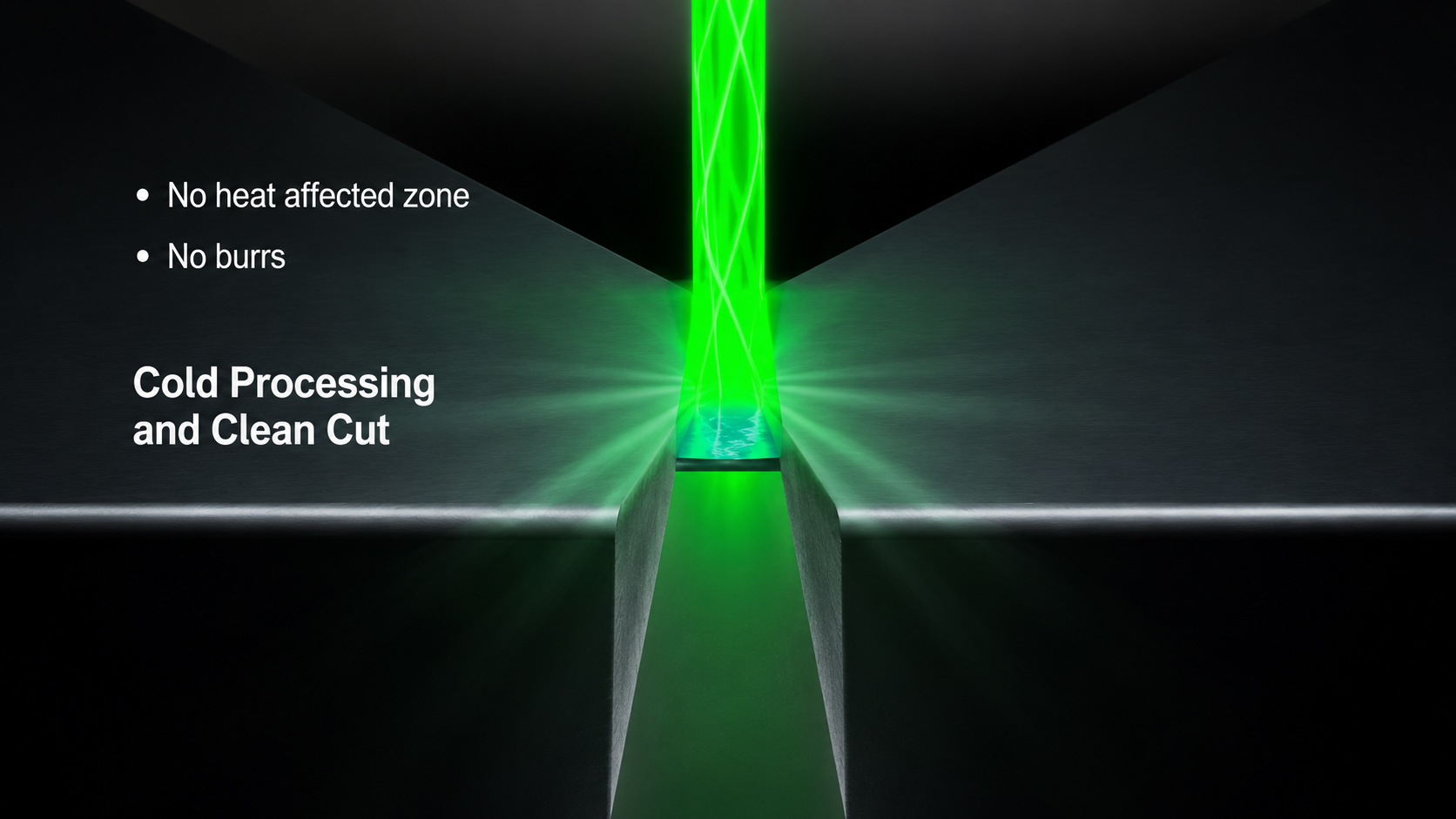
3. Lasergeleiding door totale interne reflectie
Nadat de laserstraal de waterstraal is binnengedrongen, wordt deze herhaaldelijk gereflecteerd aan het grensvlak tussen water en lucht.
Door deze totale interne reflectie blijft de laserenergie beperkt tot de dunne waterkolom.
In plaats van een conventionele, in de vrije ruimte gefocusseerde kegel te vormen die snel van het focusvlak af divergeert, volgt de laserenergie de waterstraal over een gedefinieerde verwerkingsafstand.
Representatieve technische gegevens geven werkafstanden aan van ongeveer:
5 – 50 mm
De effectieve werkingsafstand is afhankelijk van de toepassing en het systeem en wordt beïnvloed door de stabiliteit van de waterstraal, de geometrie van het mondstuk, de druk, de laserkoppeling en de omgevingsomstandigheden.
Dit geleide transportmechanisme is een van de fundamentele verschillen tussen waterstraalgeleide lasertechnologie en conventionele gefocusseerde laserbewerking.
4. Interactie tussen laser en materiaal
Wanneer de geleide laser het werkstuk bereikt, wordt de laserenergie door het materiaal geabsorbeerd.
Afhankelijk van de materiaaleigenschappen en laserparameters kan materiaalverwijdering bestaan uit plaatselijk smelten, verdampen, ablatie en herhaalde interactie met gepulseerde energie.
De laser blijft de belangrijkste energiebron voor de verwerking.
De waterstraal is geen schurend snijmedium.
Dit onderscheid is belangrijk omdat de technologie niet moet worden opgevat als een kleine, conventionele waterstraalsnijmachine.
In de beschreven en toepassingsspecifieke configuraties kan het proces worden toegepast op materiaaldiktes variërend van dunne precisiestructuren tot aanzienlijk dikkere componenten. De bijgeleverde technische referentie toont een breed verwerkingsbereik van de dikte van circa:
0.01 30 tot mm
De daadwerkelijk haalbare diepte of dikte is sterk afhankelijk van het materiaal, de geometrie van het werkstuk, het laservermogen, de pulskarakteristieken en de processtrategie.
5. Koeling en verwijdering van puin
De waterstraal staat continu in wisselwerking met de bewerkingszone.
Dit vervult twee belangrijke functies.
Ten eerste onttrekt water warmte aan het omringende materiaal en kan het overmatige warmteophoping verminderen.
Ten tweede helpt de stromende straal bij het wegspoelen van bewerkingsproducten uit het interactiegebied.
Dit kan de ophoping van hergesmolten materiaal, verkoolde resten en afzetting van afval onder geschikte verwerkingsomstandigheden verminderen.
Om deze reden wordt laserbewerking met waterstraalgeleiding vaak beschouwd als een laserproces met een lage thermische belasting in vergelijking met veel conventionele laserbewerkingsconfiguraties.
De technisch correcte beschrijving is echter verminderde thermische invloed, en niet een onvoorwaardelijke "zone zonder hitte-invloeden".
Het uiteindelijke thermische effect hangt af van:
- materiaaleigenschappen;
- duur van de laserpuls;
- pulsfrequentie;
- vermogensdichtheid;
- verwerkingssnelheid;
- waterstraaldruk;
- straaldiameter;
- kenmerkgeometrie;
- aantal verwerkingsgangen.
Is een waterstraallaser hetzelfde als waterstraalsnijden?
Nee.
Een waterstraalgeleide laser en een conventioneel waterstraalsnijdsysteem maken gebruik van fundamenteel verschillende materiaalverwijderingsmechanismen.
| Proces | Waterstraalgeleide laser | Conventioneel waterstraalsnijden |
|---|---|---|
| Primaire verwerkingsenergie | Laserenergie | Hogedrukwater of schurende deeltjes |
| Waterfunctie | Optische geleiding, koeling en verwijdering van puin. | Mechanische erosie en snijden |
| Laserstraal | Ja | Nee |
| Schurende media | Normaal gesproken niet het primaire snijmechanisme | Vaak gebruikt bij schurende waterstraalsnijden |
| Typische focus | Precisie-microbewerking en geavanceerde materialen | Algemeen materiaal snijden |
| Microfunctie-functionaliteit | Geschikt voor geselecteerde precisie-microstructuren. | Beperkt door straal- en abrasieve eigenschappen |
De term waterstraallaser wordt soms informeel gebruikt in zoekopdrachten en technische discussies. Een nauwkeurigere technische omschrijving is:
Waterstraalgeleide laser
of:
Watergestuurde laserbewerking
Voor industriële apparatuur gebruikt Greenstone de bredere term. Waterstraalgeleid laserbewerkingssysteem omdat de technologie meer kan dan alleen snijden.
Toepassingen kunnen onder meer boren, microgatbewerking, groeven en andere precisiebewerkingen voor materiaalverwijdering omvatten.
Lasergestuurde waterstraal versus conventionele lasermicromachining
Zowel conventionele lasermicromachining als laserbewerking met waterstraalgeleiding gebruiken laserenergie om materiaal te verwijderen, maar hun straalgeleidings- en warmtebeheersingsmechanismen verschillen.
| Technische factor | Waterstraalgeleide laser | Conventionele lasermicromachining |
|---|---|---|
| Laserlevering | Geleid door een fijne waterstraal | Vrije-ruimte optische propagatie |
| Straalgedrag | Beperkt door de stabiele waterstraal | Geregeld door focusoptiek |
| Werkzone | Gedefinieerd door geleide straalstabiliteit | Sterk gerelateerd aan focuspositie en scherptediepte. |
| Koelen | Continue interactie met water | Hulpgas of aparte koelstrategie |
| Puinverwijdering | Spoelen met water | Gasondersteund of procesafhankelijk |
| Warmte-accumulatie | Kan onder geoptimaliseerde omstandigheden worden verminderd. | Sterk afhankelijk van puls- en procesparameters |
| Snijvlakgeometrie | Smal en relatief consistent in geschikte toepassingen | Kan beïnvloed worden door scherpstelling en diepte. |
| Gereedschapsslijtage | Geen mechanisch snijgereedschap | Geen mechanisch snijgereedschap |
| Complexe oppervlakken | Afhankelijk van de toegankelijkheid van de straalmotor en de bewegingsbesturing. | Afhankelijk van optische toegang en scherpstelregeling |
Een belangrijke beperking van conventionele laserbewerking met focusseerlaser is de variatie in bundelgrootte buiten het focusvlak.
Tijdens dieper snijden kan de interactie tussen de laserstraal en het materiaal veranderen naarmate het bewerkingsfront zich verder van de optimale focuspositie verwijdert.
Dit kan bijdragen aan het taps toelopen van de zaagsnede en een niet-uniforme wandgeometrie.
Een stabiele, watergeleide straal kan de energieoverdracht langs de waterstraal over een bruikbare bewerkingsafstand handhaven. In geschikte toepassingen maakt dit smalle sneden en rechtere zijwanden mogelijk.
De meegeleverde toepassingsgegevens tonen representatieve snijbreedtes voor watergeleide lasers van ongeveer:
60-90 m
Ter vergelijking: hetzelfde referentiemateriaal vermeldt snijbreedtes van diamantdraad van ongeveer:
80-120 m
Deze cijfers moeten worden geïnterpreteerd als toepassingsspecifieke vergelijkingsgegevens en niet als universele waarden voor alle machines en materialen.
De oppervlaktekwaliteit is ook een belangrijke overweging.
Mechanisch diamantdraadsnijden kan gereedschaps- of schuursporen achterlaten, terwijl sommige conventionele thermische laserprocessen hergesmolten, geoxideerd of verkoold materiaal kunnen produceren.
Bij een optimaal waterstraalgeleid laserproces kan continue waterdoorspoeling de afvoer van vuil verbeteren en thermisch geïnduceerde resten verminderen.
Voor bepaalde precisietoepassingen kan de gerapporteerde oppervlakteruwheid onder de volgende waarden komen:
Ra 1.0 μm
De werkelijke oppervlakteruwheid is afhankelijk van het materiaal, de procesparameters en de vereiste geometrie.
Laser-micromachineersystemen en -apparatuur
Er bestaat geen enkel laser-micromachineersysteem dat geschikt is voor elk materiaal en elke microstructuur.
Industriële laser-micromachiningtechnologieën omvatten:
- nanoseconde lasersystemen;
- picoseconde lasersystemen;
- femtoseconde lasersystemen;
- ultraviolette lasersystemen;
- Lasergestuurde systemen met waterstraalgeleiding.
Nanoseconde laser micromachining
Nanoseconde lasers worden veel gebruikt voor industrieel snijden, boren, markeren en materiaalverwijdering.
Ze kunnen een relatief hoge verwerkingsefficiëntie bieden, maar de langere pulsduur in vergelijking met ultrakorte-pulslasers kan leiden tot een grotere thermische interactie met het materiaal.
Picoseconde- en femtoseconde-lasermicromachining
Lasers met ultrakorte pulsen verkorten de tijd die beschikbaar is voor warmte om zich in het omringende materiaal te verspreiden.
Ze worden veel gebruikt voor precisiebewerking waarbij zeer kleine details en minimale thermische schade vereist zijn.
Voor industriële productie moet echter rekening worden gehouden met de systeemkosten, de verwerkingssnelheid en de verwerkingsdiepte.
Waterstraalgeleide lasersystemen
Een lasersysteem met waterstraalgeleiding introduceert een andere procesarchitectuur.
In plaats van alleen te vertrouwen op de pulsduur om thermische effecten te beheersen, combineert het systeem gepulseerde laserbewerking met continue watergeleiding en koeling.
Een compleet laser-micromachineersysteem gebaseerd op watergeleide lasertechnologie omvat normaal gesproken:
- gepulseerde laserbron;
- straalgeleidingsoptiek;
- laser-waterkoppelingsmodule;
- optisch venster;
- precisiespuitmond;
- hogedrukwatersysteem;
- waterfiltratie- en -behandelingssysteem;
- drukregelsysteem;
- precisiebewegingsplatform;
- procesbesturingssoftware;
- Veiligheidsbehuizing en hulpsystemen.
De laserbron, het watersysteem en het bewegingssysteem moeten als een geïntegreerd procesplatform functioneren.
Door simpelweg een laser te combineren met een hogedrukwaterstraal ontstaat geen stabiel laserproces met waterstraalgeleiding.
Kerntechnologieën in een waterstraalgeleid lasersysteem
Hoogrendementslaser-waterkoppeling
Het optische venster en de koppelingsstructuur moeten zodanig ontworpen zijn dat de laserinval, de straaluitlijning en de diameter van de waterstraal gecontroleerd kunnen worden.
Nauwkeurige coaxiale uitlijning helpt de optische opsluiting te verbeteren en energieverlies te verminderen dat wordt veroorzaakt door hoekafwijking of onjuiste positionering van de lichtbundel.
Stabiliteit en besturing van waterstralen
Een stabiele waterstraal is essentieel voor een consistente lasergeleiding.
Een nauwkeurig drukregelsysteem helpt de parameters van de waterstraal te handhaven.
Waterkwaliteitsbeheer kan het volgende omvatten:
- omgekeerde osmose;
- vacuümontgassing;
- fijne filtratie;
- gecontroleerde vloeistofstromen.
Optimalisatie van de stromingskanalen en strategieën met hulpgassen kunnen in specifieke systeemontwerpen ook worden gebruikt om de straalstabiliteit te verbeteren en de stabiele straallengte te vergroten.
Optimalisatie van lasergolflengte en -vermogen
De laser golflengte moet worden beschouwd in relatie tot de waterabsorptie en de interactie met het materiaal.
De verstrekte technische informatie noemt de werking van een groene laser met een golflengte van 532 nm als een representatieve benadering vanwege de geschiktheid ervan voor watergeleide laserkoppeling in specifieke systeemarchitecturen.
De laservermogensdichtheid, pulsduur en pulsfrequentie moeten vervolgens worden aangepast aan het materiaal en het bewerkingsdoel.
Een hoger laservermogen is niet automatisch beter.
De laserenergie en de lengte van de stabiele waterstraal moeten op elkaar worden afgestemd om niet-lineair verlies, thermische belasting en procesefficiëntie te beheersen.
Gecoördineerde procesparameterregeling
Het procesvenster wordt bepaald door de interactie tussen laser- en waterparameters.
Belangrijke variabelen zijn onder meer:
- laservermogen;
- pulsenergie;
- pulsfrequentie;
- pulsduur;
- verwerkingssnelheid;
- waterdruk;
- waterstroom;
- sproeierdiameter;
- afstand;
- aantal passes.
Voor industriële productie dienen deze parameters te worden ontwikkeld als een compleet procesrecept voor elk materiaal en elke geometrie van het onderdeel.
Laser microboren en precisie microgatbewerking
Lasermicroboren is een van de belangrijkste toepassingen van lasermicrobewerking.
Industriële componenten vereisen steeds vaker kleine gaten met gecontroleerde afmetingen:
- diameter;
- diepte;
- taps toelopend;
- oriëntatie;
- spatiëring;
- oppervlakte-integriteit.
Mechanisch boren wordt lastiger naarmate de gatgrootte afneemt of de hardheid van het materiaal toeneemt.
Gereedschapslijtage, gereedschapsbreuk en snijkrachten kunnen ook aanzienlijke problemen veroorzaken bij de bewerking van geavanceerde keramiek, superlegeringen of dunne precisiestructuren.
Lasergestuurd microgatboren maakt een fysiek snijgereedschap overbodig.
Lasertechnologie met waterstraalgeleiding voegt continue waterondersteunde koeling en spoeling toe aan het laserboorproces.
Dit is met name relevant bij het boren van microgaatjes in componenten waar overmatige hersmelting of warmteophoping ongewenst is.
Typische geometrieën van objecten kunnen onder andere zijn:
- ronde gaten;
- vierkante gaten;
- rechthoekige gaten;
- gevormde gaten;
- schuine gaten;
- complexe micro-openingen.
De meegeleverde toepassingsvoorbeelden tonen cirkelvormige, vierkante en onregelmatige gatgeometrieën, evenals microgatdoorsneden in hittebestendige legeringen en keramische matrixcomposietmaterialen.
Precisielaserboren voor hoogwaardige componenten
Precisielaserboren wordt niet alleen gedefinieerd door het vermogen om een klein gat te maken.
De kwaliteit van een geboord onderdeel moet aan de hand van meerdere parameters worden beoordeeld.
Gatdiameter en maatnauwkeurigheid
Het proces moet de vereiste diameter binnen de technische toleranties houden.
Laserparameters, de diameter van de waterstraal en de bewegingscontrole hebben allemaal invloed op de uiteindelijke afmetingen van de structuur.
Gat taps toelopend
Een taps toelopend gat kan de gasstroom, de koelprestaties of de werking van een component beïnvloeden.
Lasertoevoer via watergeleiding kan in geschikte toepassingen een relatief constante energieoverdracht langs het bewerkingspad ondersteunen, waardoor overmatige tapsheid wordt beperkt.
Laag opnieuw casten
Gesmolten materiaal kan opnieuw stollen op de wand van een met een laser geboord gat.
De continu stromende waterstraal helpt bij het verwijderen van procesresten en gesmolten materiaal uit de interactiezone.
Onder optimale omstandigheden kan dit de ophoping van hergesmolten materiaal verminderen.
Hitte-aangetaste regio
Thermische modificatie van het omringende materiaal is met name belangrijk voor legeringen, composieten en warmtegevoelige componenten in de lucht- en ruimtevaart.
Waterkoeling kan overmatige warmteverspreiding beperken, hoewel de uiteindelijke thermische respons voor elk materiaal en proces afzonderlijk moet worden gecontroleerd.
Oppervlakte-integriteit
Microbarsten, delaminatie, oxidatie en andere oppervlaktedefecten kunnen de betrouwbaarheid van componenten verminderen.
Om deze reden moet de ontwikkeling van precisielaserboorprocessen microscopische en, waar nodig, metallografische inspectie omvatten.
Materialen voor waterstraalgeleide laserbewerking
De geschiktheid van laserbewerking met waterstraalgeleiding hangt af van de laserabsorptie, thermische eigenschappen, mechanische kenmerken en de interactie tussen het materiaal en de waterondersteunde bewerkingsomgeving.
Metalen en hittebestendige legeringen
Mogelijke toepassingen zijn onder andere:
- nikkelgebaseerde superlegeringen;
- titaniumlegeringen;
- roestvrij staal;
- geselecteerde hoogwaardige metalen.
Deze materialen worden veelvuldig gebruikt in de lucht- en ruimtevaart en de precisietechniek.
Lasertechnologie met waterstraalgeleiding is met name relevant voor kleine gaten en precisiedetails in componenten waar conventionele gereedschapslijtage of warmteophoping bewerkingsproblemen veroorzaken.
Koolstofvezelversterkte composieten
Componenten van koolstofvezelversterkte polymeren worden steeds vaker gebruikt in lucht- en ruimtevaartconstructies.
Conventionele bewerkingstechnieken kunnen het volgende opleveren:
- vezeluittrekking;
- delaminatie;
- gereedschapslijtage;
- Randbeschadiging.
Laserbewerking brengt andere uitdagingen met zich mee, met name thermische schade aan de hars.
Laserbewerking met waterondersteuning kan warmteophoping verminderen en de verwijdering van vuil vergemakkelijken.
De procesparameters voor CFRP moeten echter worden geoptimaliseerd voor de specifieke vezel-, matrix- en laminaatstructuur.
Technische keramiek
Technische keramiek combineert hardheid, slijtvastheid en thermische stabiliteit, maar door de broosheid is conventionele bewerking lastig.
Relevante materialen zijn onder meer:
- aluminiumoxide, Al₂O₃;
- aluminiumnitride, AlN;
- zirkonia, ZrO₂;
- siliciumcarbide, SiC;
- siliciumnitride, Si₃N₄;
- bewerkbare keramiek.
Laserbewerking met waterstraalgeleiding kan worden gebruikt voor specifieke snij-, boor- en precisiebewerkingen in deze materialen.
De verminderde mechanische kracht is een belangrijk voordeel, omdat het proces niet afhankelijk is van een fysieke snijkant.
Halfgeleider- en elektronische materialen
Mogelijke toepassingen zijn onder meer:
- silicium;
- siliciumcarbide;
- geselecteerde halfgeleiderwafels;
- GaAs-gerelateerde structuren;
- elektronische substraten.
Het proces kan worden gebruikt voor geselecteerde doeleinden:
- wafelsnijden;
- precisiesleufsnijden;
- microgatbewerking;
- randverwerking;
- Plaatselijke verwijdering van materiaal.
Bij de verwerking van halfgeleiders is toepassingsspecifieke controle van verontreiniging, afbrokkeling, thermische effecten en nauwkeurigheid van de structuren vereist.
Diamant en superharde materialen
Diamant, polykristallijn diamant en verwante superharde materialen vormen een ernstig probleem voor gereedschapslijtage bij mechanische bewerkingen.
Laserbewerking met waterstraalgeleiding is onderzocht en toegepast voor de precisiebewerking van diamantgerelateerde materialen.
Continue waterkoeling kan overmatige warmtebelasting verminderen, terwijl laserenergie zorgt voor contactloze materiaalverwijdering.
Mogelijke toepassingen zijn onder andere:
- diamantslijpen;
- PCD-bewerking;
- bewerking van superhard gereedschap;
- Nauwkeurige contourgeneratie.
Bij de procesontwikkeling moet rekening worden gehouden met de materiaalkwaliteit, de bindmiddelfase en de vereiste oppervlaktekwaliteit.
Industriële toepassingen van waterstraalgeleide lasertechnologie
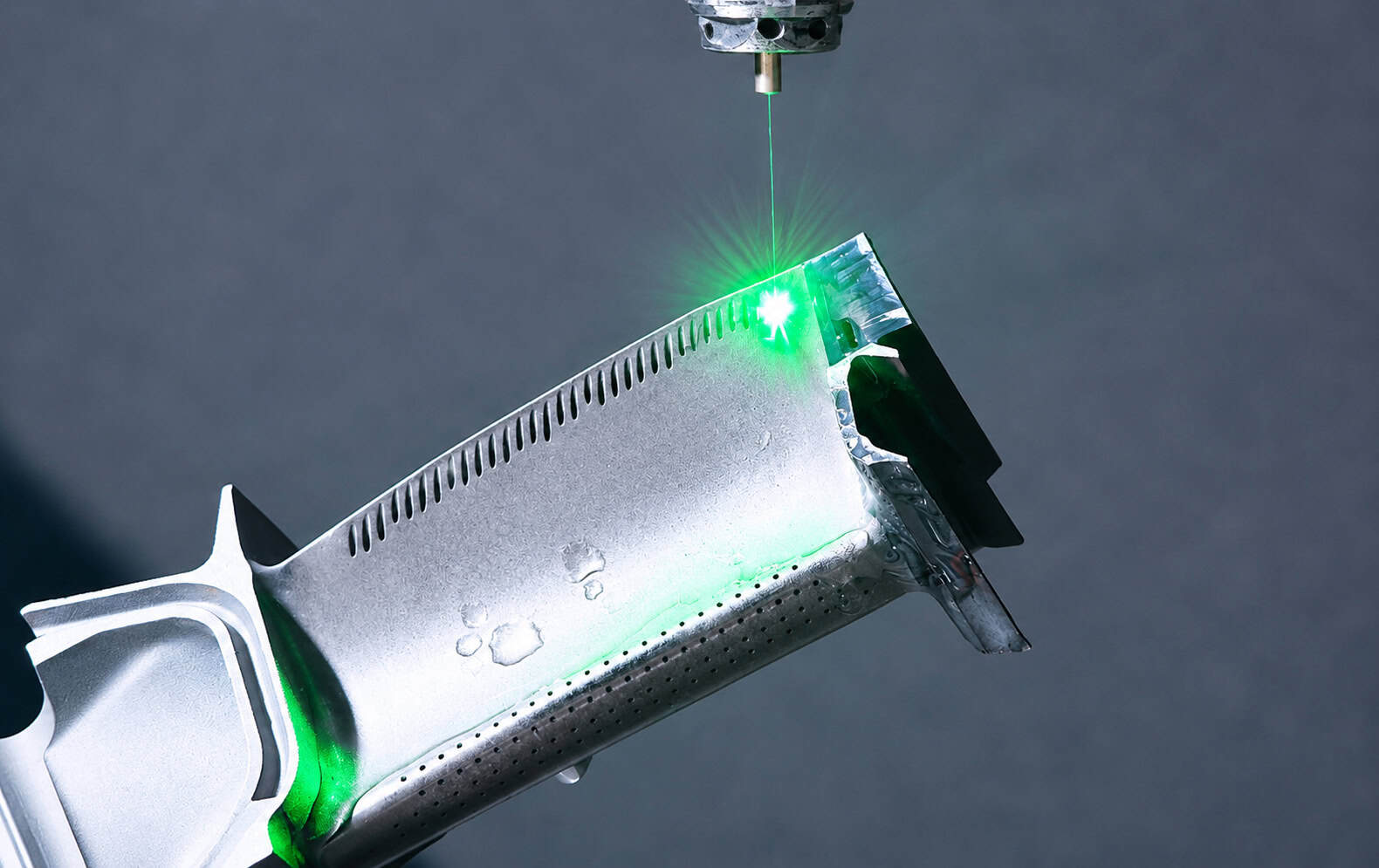
Lucht- en ruimtevaart- en vliegtuigmotoronderdelen
Onderdelen voor de lucht- en ruimtevaart vereisen strikte controle op geometrie, oppervlaktekwaliteit en fabricagefouten.
Veel materialen die in vliegtuigmotoren worden gebruikt, zijn bovendien moeilijk te bewerken met conventionele gereedschappen.
Lasertechnologie met waterstraalgeleiding kan worden toegepast op bepaalde bewerkingstaken, waaronder:
- onderdelen van de verbrandingskamer;
- turbinekappen;
- turbinebladen en -schoepen;
- koelgaten;
- nikkelgebaseerde superlegeringen;
- keramische matrixcomposieten;
- CFRP-luchtvaartconstructies.
Lasermicroboren is met name relevant voor koelsystemen in vliegtuigmotoren.
Moderne turbineonderdelen vereisen mogelijk een groot aantal kleine koelgaten met een gecontroleerde diameter, oriëntatie en geometrie.
De bijgeleverde technische voorbeelden tonen ronde, vierkante en onregelmatige microgatgeometrieën, inclusief structuren in hittebestendige legeringen en keramische matrixcomposietstructuren.
Bij de procesevaluatie van deze componenten moet rekening worden gehouden met:
- gatconus;
- herformuleren;
- thermische modificatie;
- microbarsten;
- coatingtoestand;
- herhaalbaarheid van kenmerken.
Halfgeleiders en 3C-elektronica
In de computer-, communicatie- en consumentenelektronica-industrie worden de afmetingen van componenten steeds kleiner.
Laserbewerking met waterstraalgeleiding kan worden geëvalueerd voor de precisiebewerking van Si, SiC en bepaalde breekbare elektronische materialen.
Voorbeelden van toepassingen zijn:
- waferverwerking;
- het snijden van halfgeleidersubstraten;
- kristalslijpen;
- precisiesleufsnijden;
- microgatbewerking;
- randafwerking van de pad;
- geavanceerde elektronische materiaalverwerking.
Doordat lasermicromachining geen contact maakt, wordt mechanische gereedschapslijtage voorkomen en kan de snijkracht op broze materialen worden verminderd.

Geavanceerde keramiek
Technische keramiek wordt gebruikt in:
- elektronica;
- ruimtevaart;
- automobielsystemen;
- medische technologie;
- Precisie-industriële componenten.
Door hun hoge hardheid en broosheid zijn mechanisch boren en snijden lastig.
Lasergestuurde waterstraalsystemen kunnen worden toegepast bij bepaalde keramische microbewerkingsprocessen waarbij smalle structuren en een lage mechanische belasting vereist zijn.
Precisietechniek en consumentencomponenten
Andere mogelijke toepassingsgebieden zijn onder meer:
- precisietandwielen;
- horlogeonderdelen;
- micromechanische onderdelen;
- metaalfolies;
- precisienaalden;
- gereedschappen van hard materiaal;
- microfilters.
Dit proces is met name relevant wanneer conventioneel gereedschap moeilijk te gebruiken is vanwege kleine afmetingen van de onderdelen of de hardheid van het materiaal.
Medische componenten
Precisie-medische apparaten kunnen kleine details in componenten vereisen, zoals:
- ondersteunt;
- naalden;
- implantaatstructuren;
- microchirurgische componenten.
Voor elke medische toepassing is een afzonderlijke validatie vereist van de materiaalkwaliteit, reinheid en productie-eisen.
Energie en geavanceerde industriële componenten
Potentiële toepassingen kunnen zich ook uitstrekken tot geselecteerde componenten in:
- zonne-energietechnologie;
- energiesystemen;
- brandstofinjectiesystemen;
- precisiesproeiers;
- geavanceerde motoronderdelen.
De geschiktheid van laserbewerking met waterstraalgeleiding moet altijd worden beoordeeld aan de hand van het materiaal, de afmetingen van de te bewerken onderdelen en de vereiste productiesnelheid.
Belangrijkste voordelen en technische overwegingen
Lasertechnologie met waterstraalgeleiding biedt diverse potentiële voordelen, maar deze voordelen zijn afhankelijk van een correcte procesintegratie.
Smalle zaagsnede en precisiefuncties
Fijne waterstralen en gecontroleerde laserenergie maken smalle snijbreedtes mogelijk.
Toepassingsspecifieke gegevens voor watergeleide laserbewerking rapporteren snijbreedtes in het bereik van ongeveer 60-90 m.
Verminderde warmteaccumulatie
Door de continue interactie met water wordt warmte uit de verwerkingszone afgevoerd.
Dit kan de mate van thermische modificatie verminderen in vergelijking met conventionele laserprocessen onder vergelijkbare toepassingsomstandigheden.
Puinverwijdering met behulp van water
De straal helpt bij het verwijderen van bewerkingsresten en -producten.
Dit kan de reinheid van de zaagsnede verbeteren en de ophoping van hergesmolten materiaal verminderen onder optimale omstandigheden.
Geen slijtage van mechanisch gereedschap
Doordat de materiaalafvoer plaatsvindt met laserenergie, komt er geen conventionele boor of snijgereedschap in contact met het werkstuk.
Dit is met name waardevol voor:
- diamant;
- SiC;
- keramiek;
- hogetemperatuurlegeringen;
- andere moeilijk te bewerken materialen.
Verlengde effectieve verwerkingsafstand
De waterstraal leidt de laser voorbij het conventionele focusgebied in de vrije ruimte.
Representatieve procesgegevens tonen werkingsafstanden van ongeveer 5 – 50 mmafhankelijk van het systeem en de straalomstandigheden.
Procesefficiëntie
Voor specifieke vergelijkingen van het snijden van siliciumcarbide in de meegeleverde toepassingsgegevens, bedragen de snijsnelheden van waterstraalgeleide lasers ongeveer 6–10 mm/min werden gerapporteerd, vergeleken met ongeveer 2–4 mm/min voor diamantdraadsnijden en 1–2 mm/min voor snijden met slurry..
Dezelfde verwijzing suggereert een potentieel 3–5 keer hogere verwerkingsefficiëntie voor vergelijkbare SiC-toepassingen.
Deze cijfers zijn materiaal- en processpecifiek en mogen niet worden gegeneraliseerd naar elk werkstuk.
Hoe kies je een laser-micromachineersysteem?
Bij de keuze voor een lasermicromachineersysteem moet de toepassing centraal staan, en niet zozeer de specificaties van de machine.
De volgende factoren moeten worden geëvalueerd.
1. Werkstukmateriaal
Identificeren:
- materiaalkwaliteit;
- coating;
- samengestelde structuur;
- thermische eigenschappen;
- broosheid;
- Laserabsorptiekarakteristieken.
2. Kenmerkgeometrie
Bepaal of het proces het volgende vereist:
- snijden;
- boren;
- microgaatjes boren;
- sleuf;
- groeven;
- Contourbewerking.
Specificeer voor gaten:
- diameter;
- diepte;
- hoek;
- tapsheidseis;
- gatenafstand.
3. Materiaaldikte en bewerkingsdiepte
De vereiste diepte heeft direct invloed op het laservermogen, de verwerkingsstrategie en de cyclustijd.
Diepgaande details vereisen mogelijk meerdere verwerkingsrondes.
4. Tolerantie voor thermische schade
Voor luchtvaartlegeringen, CFRP, keramiek en halfgeleidermaterialen moeten de toelaatbare thermische modificaties duidelijk worden gedefinieerd.
5. Oppervlaktekwaliteit
Specificeer:
- vereiste ruwheid;
- herformuleren van grenzen;
- randkwaliteit;
- vereisten voor de braam;
- toelaatbare microscheurtjes.
6. Productiedoorvoer
Een laser-micromachiningproces in een laboratorium is niet automatisch geschikt voor industriële productie.
De cyclustijd, automatisering en herhaalbaarheid moeten worden geëvalueerd.
7. Procesinspectie
Voor kritische componenten kan het proces het volgende vereisen:
- optische microscopie;
- SEM-inspectie;
- dwarsdoorsnedeanalyse;
- dimensionale meting;
- metallografische evaluatie.
Het juiste laser-micromachineersysteem is daarom een combinatie van laserbron, waterstraalregeling, nauwkeurige beweging en een gevalideerd procesrecept.

Greenstone Water Jet Guided Laser Machining Systems
Greenstone levert waterstraalgeleide laserbewerkingssystemen en applicatieontwikkelingsdiensten voor precisielasermicrobewerking, lasermicroboren, precisielaserboren en geavanceerde materiaalbewerking.
Onze systeembenadering integreert de laserbron, de laser-waterkoppelingsmodule, de nauwkeurige waterstraalregeling, het bewegingsplatform en het procesbesturingssysteem, afgestemd op de materiaal- en bewerkingsvereisten van de klant.
Toepassingen kunnen worden geëvalueerd voor geavanceerde technische materialen, waaronder hittebestendige legeringen, titaniumlegeringen, technische keramiek, siliciumcarbide, halfgeleidermaterialen, composietstructuren en bepaalde diamant- of superharde materialen.
In plaats van een waterstraallasersnijmachine alleen op basis van laservermogen te selecteren, evalueert Greenstone de volledige procesvereisten, waaronder:
- werkstukmateriaal;
- componenttekening;
- kenmerkafmetingen;
- gat- of kerfgeometrie;
- bewerkingsdiepte;
- tolerantie voor thermische schade;
- oppervlaktekwaliteit;
- vereiste productie-efficiëntie;
- automatiseringsvereisten.
Voor nieuwe toepassingen kunnen procestesten en steekproefevaluaties worden uitgevoerd voordat de definitieve systeemconfiguratie wordt vastgesteld.
Stuur Greenstone uw materiaalinformatie, componenttekening, gewenste afmetingen en bewerkingsvereisten. Ons technische team kan de toepassing beoordelen en een geschikte waterstraalgeleide laserbewerking en lasermicromachineersysteemconfiguratie aanbevelen.

GREENSTONE GLMJ6000 Waterstraalgeleid lasermicromachineersysteem
Voor industriële toepassingen die uiterst nauwkeurige lasermicromachining, microgatboren en complexe driedimensionale bewerking vereisen, biedt GREENSTONE de oplossing. GLMJ6000 Waterstraalgeleid lasermicromachineersysteemHet systeem integreert een uiterst nauwkeurig vijfassig CNC-platform met micro-waterstraalgeleide lasertechnologie, waardoor gecontroleerde laserbewerking van complexe componenten mogelijk is met een hoge maatnauwkeurigheid, gladde snijoppervlakken en minimale thermische invloed.
De GLMJ6000 maakt gebruik van een 532 nm gepulseerde Nd:YAG-laser coaxiaal gekoppeld aan een waterstraal op micronschaal. Eenmaal gekoppeld aan de waterstraal wordt de laserstraal door totale interne reflectie binnen de stabiele waterkolom naar het werkstuk geleid. Deze configuratie onderdrukt straaldivergentie over de effectieve werkafstand, terwijl het continu stromende water zorgt voor plaatselijke koeling en helpt bij het verwijderen van gesmolten materiaal en bewerkingsresten uit de bewerkingszone.
A 500/600 bar hogedruk watersysteem, met stabiliteit van de waterdruk van ±5 barondersteunt stabiele micro-waterstraalgeneratie door sproeiers van 50–120 μm. Gecombineerd met een Gemiddeld laservermogen: 400 W en bundeldiameter van 300 μmHet systeem is ontworpen voor precisielaserboren, het bewerken van microgaten, fijn snijden en andere veeleisende laser-microbewerkingsprocessen.
Het vijfassige bewegingsplatform biedt een bewerkingsbereik van 2000 x 1500 x 1000 mm, Met een Rotatiebereik van de B-as: ±120° en Rotatiebereik van de C-as: ±190°Dankzij de vijfassige simultane CNC-besturing kan de laser-waterstraalbewerkingskop complexe driedimensionale geometrieën volgen en de vereiste bewerkingsoriëntatie op gebogen oppervlakken behouden.
Met een Werktafel van 2000 × 1500 mm en een maximaal tafeldraagvermogen van 1500 kgDe GLMJ6000 is geschikt voor zowel precisiecomponenten als relatief grote industriële werkstukken. De positioneringsnauwkeurigheid bereikt ±10 μm volgens JIS / 20 μm volgens ISOterwijl de nauwkeurigheid van de herhaalde positionering ±8 μm volgens JIS / 15 μm volgens ISO.
Typische toepassingsmaterialen en -componenten zijn onder meer: metalen, gecementeerde carbiden, materialen met een hoge reflectiviteit, siliciumcarbide en andere harde of brosse materialen, precisieonderdelen voor horloges, onderdelen voor de lucht- en ruimtevaart en vliegtuigmotoren, en precisievormenAfhankelijk van materiaaleigenschappen, componentgeometrie en bewerkingsvereisten kan GREENSTONE toepassingsspecifieke waterstraalgeleide laserbewerkingsoplossingen en systeemconfiguraties ontwikkelen.
Technische specificaties GLMJ6000
| Systeem | Parameter | Specificaties |
|---|---|---|
| Optisch padsysteem | laser Type | Nd:YAG, gepulseerd |
| Golflengte | 532 nm | |
| Gemiddeld vermogen | 400w | |
| Beam Diameter | Ø300 μm | |
| Waterwegensysteem | Stabiliteit van de waterdruk | ±5 bar |
| Waterdruk | 500 / 600-balk | |
| Spuitdiameter | 50-120 m | |
| Bewegingssysteem | Bewerkingsbereik | 2000 × 1500 × 1000 mm, 5-assig |
| Rotatiebereik van de B-as | ± 120 ° | |
| Rotatiebereik van de C-as | ± 190 ° | |
| X/Y/Z-positioneringsnauwkeurigheid | ±10 μm (JIS) / 20 μm (ISO) | |
| X/Y/Z Herhaalde Positioneringsnauwkeurigheid | ±8 μm (JIS) / 15 μm (ISO) | |
| Werktafel grootte | 2000 × 1500 mm | |
| Werktafel draagvermogen | 1500 kg | |
| CNC System | Huazhong 848 vijfassige simultane CNC-machine | |
| Afmetingen & gewicht | Afmetingen van apparatuur | 6200 x 4200 x 4700 mm |
| Afmetingen van de laserkast | 700 x 2300 x 1720 mm | |
| Apparatuur gewicht | 25,000 kg | |
| Gewicht van de laserkast | 700-750 kg |
GREENSTONE kan het volgende leveren Ontwikkeling van laserprocessen met waterstraalgeleiding, toepassingstesten, monsterbewerking en op maat gemaakte apparatuuroplossingen. afhankelijk van het werkstukmateriaal, de geometrie, de vereisten voor microgaten of snijbewerkingen en de gewenste bewerkingskwaliteit. Klanten met specifieke Lasermicromachining, precisielaserboren, lasermicrogatboren of waterstraalgeleide laserbewerking Heeft u specifieke wensen? Neem dan gerust contact op met ons technische team voor een beoordeling van uw aanvraag.
Michael Shea
Michael Shea – Directeur Overzee, Leider Wereldwijde Bedrijfsontwikkeling & Senior Technisch Ingenieur Michael Shea is directeur Overzee bij Greenstone en een zeer veelzijdige senior technisch ingenieur. Hij combineert wereldwijd zakelijk leiderschap met diepgaande multidisciplinaire expertise op het gebied van lasercladding, DED-metaaladditieve productie, laserreiniging, laserquenching, modernisering van industriële apparatuur en integratie van geavanceerde productiesystemen. Met uitgebreide ervaring in zowel internationale marktontwikkeling als de implementatie van een breed scala aan industriële technologieën, speelt Michael een cruciale rol in de wereldwijde expansie van Greenstone en het waarborgen van technische excellentie voor diverse klanttoepassingen. Zijn unieke professionele kracht ligt in de naadloze integratie van commerciële strategie, technische expertise en…