{kind=link}
{kind=link}
Learn how laser cladding improves wear, corrosion, heat and oxidation resistance while enabling in-situ repair. This guide covers process principles, key parameters (power, feed, scan speed, step-over, shielding gas), defect diagnostics, and Greenstone-Tech’s intelligent control solutions.
1) Technology Overview & Core Value
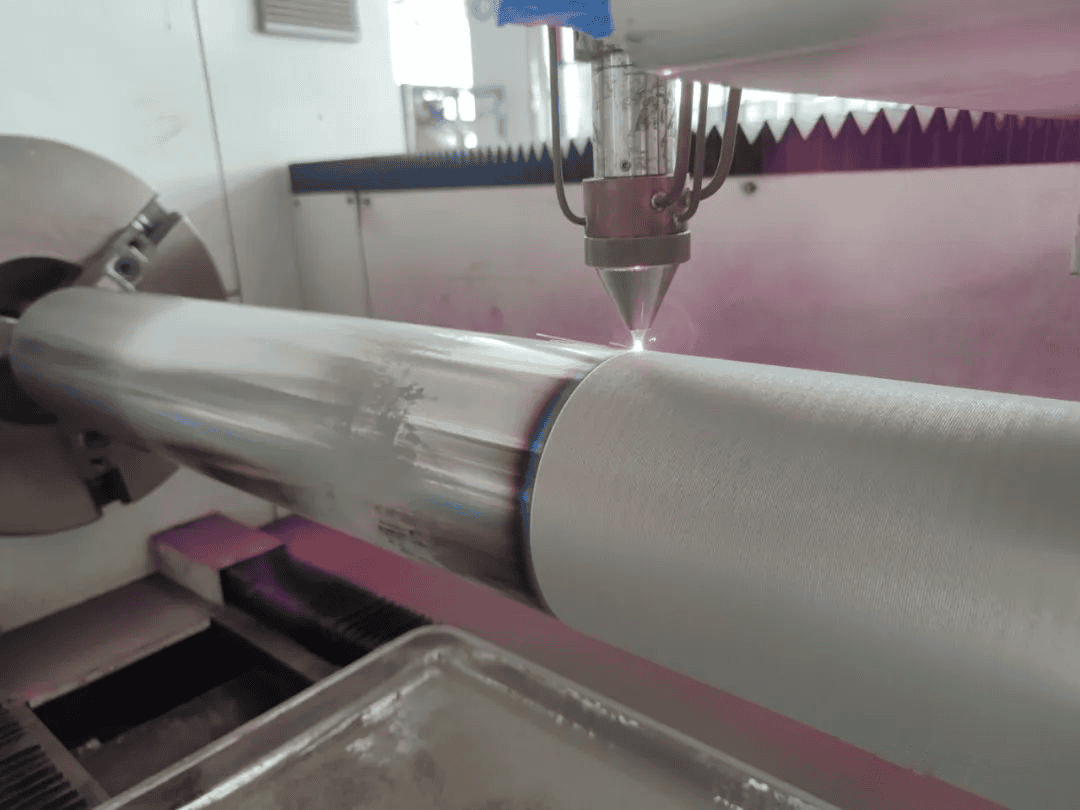
레이저 클래딩 is an advanced surface engineering process. A high-energy laser scans a pre-defined toolpath, melts a thin layer of the substrate and the injected material to form a transient melt pool, then rapidly solidifies into a dense, 야금학적으로 결합된 코팅 낮은 희석. 결과 :
- In-situ repair of mechanical parts (shafts, seats, molds, gears, blades).
- 성능 업그레이드: 더 높은 착용, 부식, 예산 및 산화 resistance vs. the base metal.
- Green, smart manufacturing: minimal waste, short heat cycles, easy automation & closed-loop control.
As manufacturers pursue sustainability and digitalization, laser cladding underpins 재 제조 금속 첨가제 전략들. 그린스톤-테크 drives adoption with continuous R&D and field-proven solutions.
2) Precision Control of Process Parameters
Laser Power (energy input)
Power sets the melt pool size and deposition rate.
- 너무 낮은: powder under-melting → pitting after finishing, weak bond, low hardness.
- 너무 높은: over-melt/undercuts, heat lines or “wrinkles,” geometry drift.
- 모범 사례 : match power to alloy, bead size, and path. Greenstone-Tech’s intelligent power control holds stability within ± 1의 %, improving repeatability.

Powder Feed Rate (material input)
Must pair with available laser energy.
- 너무 높은: energy deficit → incomplete fusion, pitting, weak metallurgical bonding, potential spallation.
- 최적화 : higher deposition efficiency and dense coating. Greenstone-Tech feeders 최대까지 달성하다 95% powder utilization with stable mass flow.
Scan/Traverse Speed (line speed)
Controls layer thickness, dilution, and bonding.
- 더 빠름 : thinner tracks, but risk insufficient substrate melting and weaker bonding.
- Slightly slower: higher hardness, better utilization—but watch heat build-up. Balance with hatch strategy and interpass temperature.
Step-Over / Hatch Spacing
Determines surface finish and dilution.
- Smaller step-over (higher overlap): smoother surface, fewer valleys, typically lower Ra.
- Larger step-over: visible weld beads/track marks; may raise local dilution. Choose per function (seal surface vs. roughing).
Shielding/Carrier Gas Flow
Dual roles: powder transport + protection from oxidation.
- 아르곤 generally offers better protection than nitrogen for many alloys.
- Too much flow: plume disturbance, spatter; too little: oxidation, porosity.
- Greenstone-Tech gas control enables precise flow tuning for stable plumes and clean metallurgy.
3) Troubleshooting: Root Causes & Corrective Actions
A) Coating Delamination (spallation)
근본 원인: insufficient substrate melting (low power/high speed), excessive feed, contaminated surface (oil, plating, rust).
고치다: raise power or reduce speed to form a robust melt pool; optimize feed; mechanically/chemically clean to bare metal.
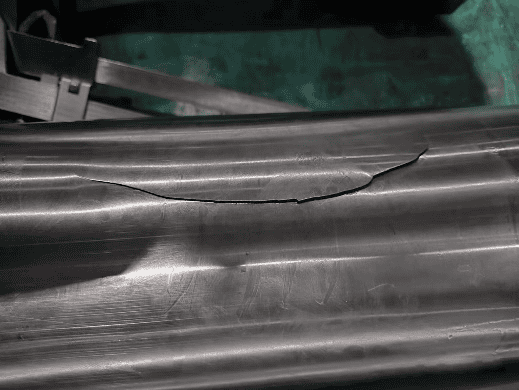
B) Cracks
근본 원인: very hard substrates (quenched, carburized/nitrided), fatigued layers, overly hard cladding alloy, Ni-based alloys prone to hot cracking, multi-layer builds with high residual stress.
고치다: preheat/controlled interpass temperature; choose tougher alloy or modify chemistry; adjust heat input and bead strategy; stress-relief/tempering when needed.

C) Porosity
근본 원인: substrate rust/oil, powder impurities or moisture, unstable powder stream, excessive feed, low power, improper speed.
고치다: rigorous cleaning; bake/dry powder; stabilize feeder; rebalance power/feed/speed; optimize shielding.
D) Poor Surface (loose powder, dull finish)
근본 원인: over-feeding, low power, too fast, nozzle standoff wrong, tiny spot, dirty optics.
고치다: trim feed, increase power or slow traverse, correct standoff (typically 3–8 mm), clean/inspect optics, consider slightly larger spot.
E) Powder Clogging
근본 원인: sticky buildup not cleaned, poor flowability, moisture/contamination, uneven multi-port distribution.
고치다: routine nozzle cleaning; use spherical, flow-rated powder; storage with desiccant and pre-bake; calibrate splitter for balanced branches.
F) Abnormal Sounds / Aggressive Spatter
근본 원인: damp/contaminated powder, dirty substrate, excessive power density (metal boiling).
고치다: re-qualify powder, re-clean part, slightly reduce intensity and increase spot, refine gas flow.
G) Excessive Sparks & Splash
근본 원인: speed too high, power/feed mismatch, shielding flow too high.
고치다: reduce speed, re-match power↔feed, tune gas to laminar regime.


4) Parameter Quick-Reference (Starting Ranges)
Adjust per alloy, nozzle, optics, bead width, and heat sink.
- 전력 일반적으로 0.8–3.5kW (fiber/diode sources); scale with bead size.
- 먹이: tune for full fusion with minimal spatter; verify by cross-section.
- 속도 : start moderate, then increase until dilution and bond are just right.
- 겹침 : 30–70% depending on finish and function.
- 가스 : 건조 Ar (many steels/Ni), 아르+헤 (superalloys), high-purity Ar with low O₂ for Ti.
그린스톤-테크 systems log power, feed, speed, gas, and temperature to create repeatable “digital recipes.”
5) Where Laser Cladding Delivers Value
- Wear & corrosion upgrades: pumps, valves, shafts, seats, hydraulic rods.
- High-temp/oxidation resistance: turbine/boiler components, hot tooling.
- Dimensional restoration: molds/dies, gear teeth, bearing journals.
- Functionally graded surfaces: transition from wear- to corrosion-resistant chemistries with tailored dilution.
6) What Sets Greenstone-Tech Apart
- ±1% 전력 안정성 with real-time feedback for consistent melt pools.
- High-efficiency powder delivery (까지 활용도 95%) with flow monitoring.
- Closed-loop gas & plume control for clean, dense tracks.
- 프로세스 인텔리전스: in-situ vision/pyrometry, interpass temperature control, recipe management, and analytics for rapid scale-up.
7) Roadmap: Intelligent & Sustainable Laser Cladding
- AI 최적화: machine-learning parameter advisors, adaptive control based on melt-pool vision and thermal data.
- 디지털 트윈: virtual process planning to minimize trials and predict distortion/dilution.
- Greener ops: higher utilization, lower energy per cm², recyclable media, and eco-friendly alloy systems.
- 새로운 시장: deeper penetration in aerospace, energy, e-mobility, medical, and standardized remanufacturing workflows.
FAQs (Buyer & Engineer Friendly)
Q1: How is laser cladding different from thermal spray?
A: 레이저 클래딩은 다음을 형성합니다. 야금 결합 과 낮은 희석 and low HAZ; thermal spray is primarily mechanical bonding and can be more porous.
Q2: What hardness and thickness can I expect?
A: Single passes commonly 0.3–1.5 mm; multi-layer builds several millimeters. Hardness depends on alloy (e.g., Ni/WC systems > 1000 HV possible).
Q3: Do I need preheat/post-heat?
A: For high-carbon/hard substrates or multi-layer builds, preheat and stress relief reduce cracking and residual stress. Alloy-specific.
Q4: How do I qualify a process?
A: Run a DoE over power–speed–feed–overlap, 체크 횡단면 (dilution, porosity, cracks), hardness map, wear/corrosion tests, and write a 냉동 레시피.
하단 라인 : With tightly controlled power, feed, speed, hatch, and shielding, laser cladding delivers durable, metallurgically bonded surfaces and reliable in-situ repairs. 그린스톤-테크 pairs robust hardware with intelligent control to convert recipes into repeatable production—accelerating sustainable, high-performance manufacturing.
마이클 시어
마이클 셰이 - 해외 사업 개발 책임자 겸 수석 기술 엔지니어링 전문가 마이클 셰이는 그린스톤의 해외 사업 개발 책임자이자, 레이저 클래딩, DED 금속 적층 제조, 레이저 세척, 레이저 담금질, 산업 설비 현대화 및 첨단 제조 시스템 통합 분야에 걸쳐 깊이 있는 전문 지식과 글로벌 비즈니스 리더십을 겸비한 다재다능한 수석 기술 엔지니어링 전문가입니다. 국제 시장 개발 및 산업 기술 구현 전반에 걸친 풍부한 경험을 바탕으로, 마이클은 다양한 고객 애플리케이션에 걸쳐 기술적 우수성을 보장하면서 그린스톤의 글로벌 확장을 주도하는 데 핵심적인 역할을 수행합니다. 그의 독보적인 강점은 상업 전략, 엔지니어링 전문 지식 및…