Лазерлік микроөңдеу: су ағынымен басқарылатын лазерлік технология, жүйелер және қолданылулар
Шілде 3, 2026
{kind=link}
{kind=link}
{kind=link}
Лазерлік микро өңдеу озық инженерлік материалдарда микромасштабты тесіктерді, тар кесінділерді, ұсақ ойықтарды және күрделі дәлдік ерекшеліктерін жасау үшін барған сайын кеңінен қолданылады. Аэроғарыштық қозғалтқыштар, жартылай өткізгіш құрылғылар, техникалық керамика және жоғары өнімді компоненттер кішігірім ерекшеліктерге және қатаң өлшемдік талаптарға көшкен сайын, дәстүрлі механикалық өңдеу және бос кеңістікті лазерлік өңдеу құралдың тозуына, жылудың жиналуына, фокустық басқаруға және беттің тұтастығына байланысты шектеулерге тап болуы мүмкін.
Су ағынымен басқарылатын лазерлік технология импульсті лазер энергиясын ұсақ, тұрақты су ағынымен біріктіреді. Лазер сәулесі су ағынына қосылып, су-ауа шекарасында толық ішкі шағылысу арқылы дайындамаға бағытталады. Ағынды су бір мезгілде салқындатуға көмектеседі және балқытылған немесе абляцияланған материалдың бір бөлігін өңдеу аймағынан алып тастайды.
Бұл комбинация дәл кесу, лазерлік микробұрғылау және бақыланатын материалды алып тастау үшін ерекше лазерлік микроөңдеу процесін жасайды.
Материалға, ерекшелік геометриясына және процестің конфигурациясына байланысты су ағынымен басқарылатын лазерлік өңдеуді никель негізіндегі суперқорытпаларға, титан қорытпаларына, керамикаға, кремний карбидіне, жартылай өткізгіш материалдарға, көміртекті талшықтармен күшейтілген композиттерге және алмасқа қатысты материалдарға қолдануға болады.


Лазерлік микроөңдеу дегеніміз не?
Лазерлік микроөңдеу дегеніміз - микро масштабтағы немесе микро масштабқа жақын деңгейде материалды алып тастау арқылы шағын, жоғары дәлдіктегі ерекшеліктерді алу үшін басқарылатын лазер энергиясын пайдалану.
Типтік процестерге мыналар жатады:
- лазерлік микробұрғылау;
- дәл лазерлік бұрғылау;
- лазерлік микротесіктерді бұрғылау;
- микро кесу;
- ұсақ ойықтар және саңылаулар;
- дәл контурлық өңдеу;
- жергілікті материалды алып тастау;
- күрделі микроэлементтерді өңдеу.
Кәдімгі фрезерлеуден немесе бұрғылаудан айырмашылығы, лазерлік өңдеу дайындамаға физикалық түрде тию үшін кескіш құралды қажет етпейді. Бұл механикалық құралдың тозуын жояды және нәзік компоненттерге кесу күшін азайтады.
Дегенмен, дәстүрлі лазерлік микроөңдеу техникалық қиындықтарды да тудырады.
Бос кеңістіктегі лазер сәулесі әдетте өңдеу бетіне дәл фокусталуы керек. Пайдалы өңдеу аймағына фокустық тереңдік, беттік геометрия, сәуленің түсу бұрышы және оптикалық жүйе мен дайындама арасындағы салыстырмалы орналасу әсер етеді.
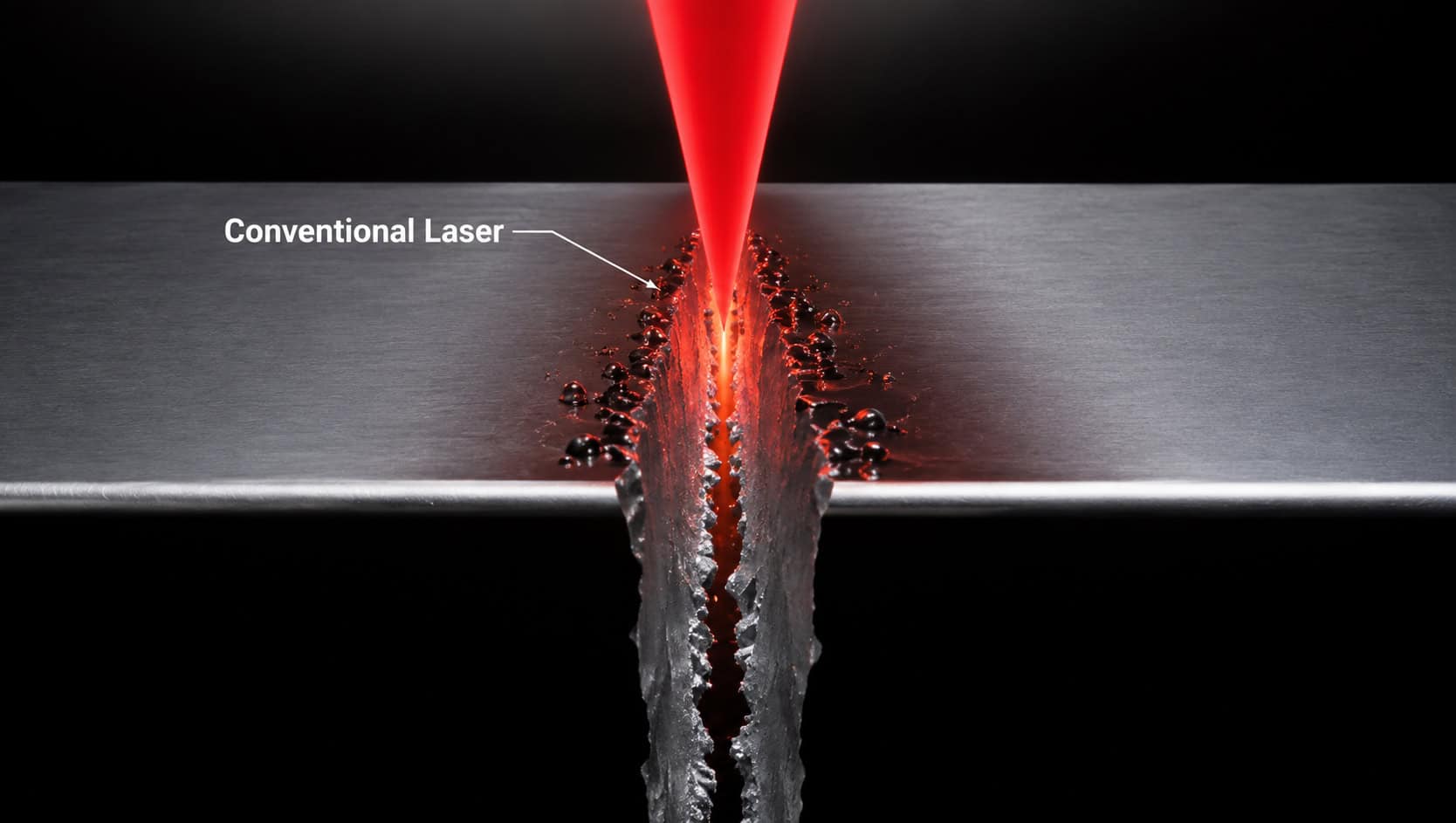
Терең кесу немесе бұрғылау кезінде лазер мен материалдың қайталанатын өзара әрекеттесуі жылудың жиналуына, жылу әсер ететін аймаққа, қайта құйылған материалға, тотығуға, конусқа немесе қоқыстың шөгуіне әкелуі мүмкін. Бұл әсерлердің ауырлығы лазер импульсінің ұзақтығына, толқын ұзындығына, қуат тығыздығына, көмекші газға, материалға және процесс стратегиясына қатты байланысты.
Осы себепті әртүрлі өнеркәсіптік талаптарға сай әртүрлі лазерлік микроөңдеу жүйелері жасалды. Су ағынымен басқарылатын лазерлік өңдеу - дәлдік, салқындату және бақыланатын энергия жеткізу ерекше маңызды болатын арнайы технологиялардың бірі.
Су ағынымен басқарылатын лазерлік технология дегеніміз не?
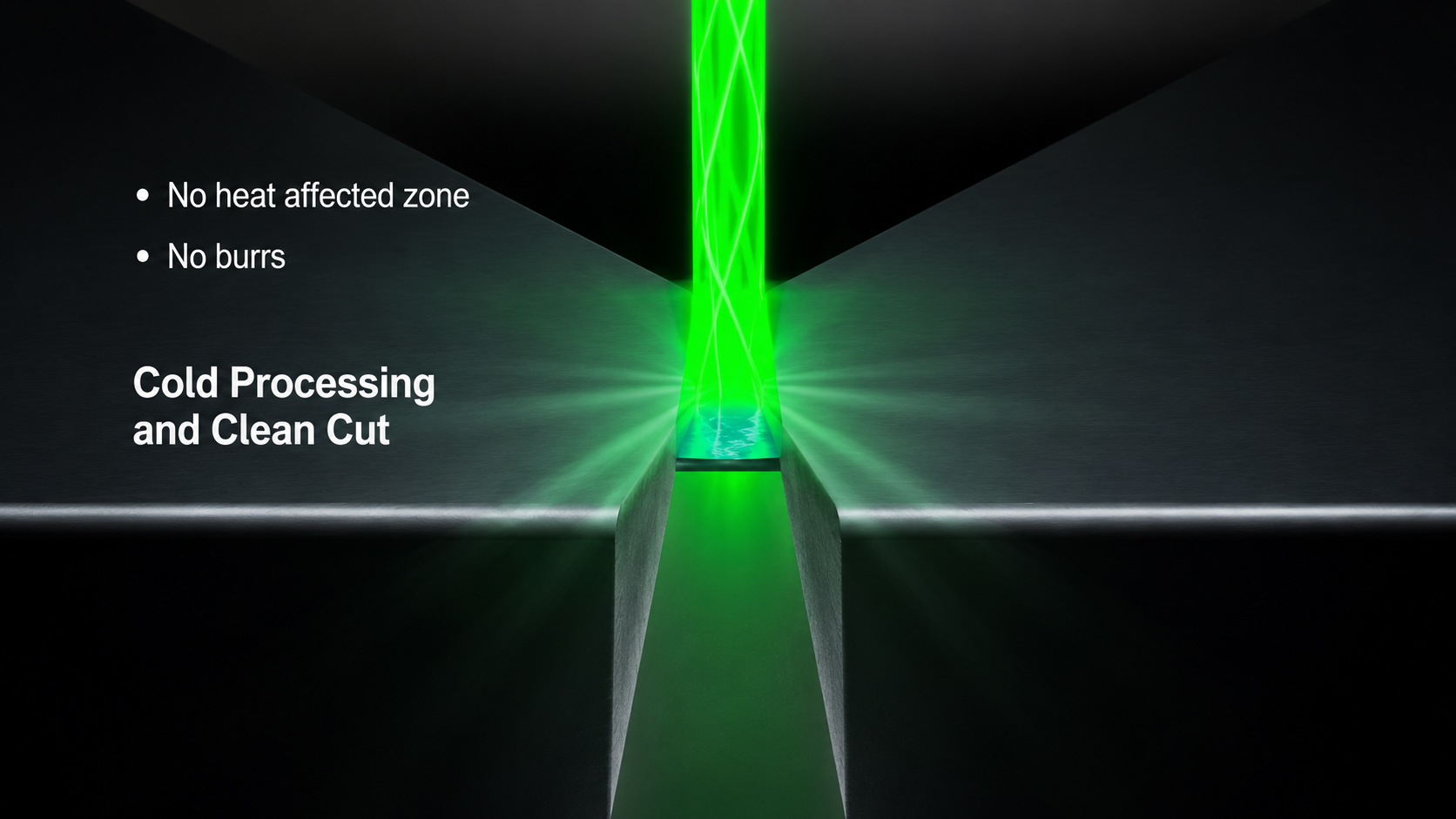
A су ағынымен басқарылатын лазер лазерлік өңдеу технологиясы, онда лазер сәулесі жұқа, жоғары жылдамдықты су ағынына коаксиалды түрде қосылады.
Су ағыны икемді оптикалық бағыттаушы ретінде қызмет етеді.
Дәстүрлі лазерлік өңдеуде фокусталған лазер сәулесі фокустау оптикасынан ауа арқылы дайындамаға таралады. Су ағынымен басқарылатын лазерлік өңдеуде лазер оптикалық муфта құрылымы мен саптама арқылы ұсақ су ағынына енгізіледі.
Су мен қоршаған ауа арасындағы сыну көрсеткішінің айырмашылығына байланысты, дұрыс қосылған лазер сәулесі толық ішкі шағылысу арқылы су бағанының ішінде шектелуі мүмкін.
Бұл принцип, жеңілдетілген оптикалық мағынада, оптикалық талшықтағы жарық бағыттауымен салыстыруға болады.
Алынған сумен басқарылатын лазер сәулесі ағынмен бірге дайындамаға қарай жылжиды.
Өңдеу аймағында лазер материалды кетіру үшін қажетті энергияны қамтамасыз етеді, ал үздіксіз ағып жатқан су:
- жергілікті өңдеу аймағын салқындатыңыз;
- шамадан тыс жылу жиналуын шектеу;
- өңдеу қалдықтарының бір бөлігін алып тастаңыз;
- балқытылған немесе абляцияланған материалды керфтен шайып тастау;
- беткі ластануды азайту;
- пайдалы жұмыс қашықтығында тұрақтырақ өңдеуді қолдайды.
Технология кейде кеңірек қарастырылады су ағынды лазерДегенмен, оны кәдімгі абразивті су ағынымен кесумен шатастырмау керек.
Су ағынымен басқарылатын лазерлік өңдеу негізінен лазерге негізделген материалды кетіру процесі болып табылады.

Су ағынымен басқарылатын лазерлік технология қалай жұмыс істейді?
Су ағынымен басқарылатын лазерлік процесті бес негізгі кезең арқылы түсінуге болады.
1. Лазер сәулесін генерациялау және фокустау
Импульсті лазер көзі өңдеу сәулесін жасайды.
Лазердің нақты параметрлері материалға және қолдануға байланысты. Берілген технологиялық деректермен қамтылған техникалық конфигурацияларда жүйелік типтердің типтік диапазондарына мыналар кіреді:
- лазер қуаты: шамамен 20–400 Вт;
- толқын ұзындығы: 532 нм;
- импульс ұзақтығы: шамамен 1–500 нс.
Бұл мәндер әрбір су ағынымен басқарылатын лазерлік жүйеге қойылатын әмбебап талаптардың орнына техникалық конфигурация диапазонын білдіреді.
Лазер сәулесі фокустық оптика арқылы оптикалық байланыс аймағына бағытталады.
Лазердің түсу бұрышын, сәуленің орналасуын және оптикалық терезені дәл бақылау өте маңызды, себебі лазер мен судың тиімді байланысы сәуленің шектелуіне және процестің тұрақтылығына тікелей әсер етеді.
2. Су ағынына лазерлік қосылыс
Фокусталған сәуле қысымды су камерасына кіреді және дәлдік форсункасымен тураланады.
Лазер мен су ағыны арасында коаксиалды туралауды қамтамасыз ету үшін оптикалық терезе, муфта геометриясы және саптама бірге жұмыс істеуі керек.
Берілген техникалық деректердегі саптамалардың диаметрлерінің типтік мәндері шамамен келесідей:
20-100 мкм
Су қысымы кең ауқымда конфигурациялануы мүмкін. Анықтамалық процесс туралы ақпарат мынаны көрсетеді:
50 жолына 800
Нақты қысым мен саптаманың диаметрі ағынның тұрақтылығына, өңдеу қашықтығына, лазер параметрлеріне және қажетті мүмкіндік өлшеміне сәйкес таңдалуы керек.
Байланыстың дұрыс емес туралануы оптикалық энергияның жоғалуына, сәуленің тұрақсыз бағытталуына немесе байланыс компоненттерінің жергілікті зақымдалуына әкелуі мүмкін.
Осы себепті, жоғары тиімді лазер-су байланысы су ағынымен басқарылатын лазерлік жүйедегі негізгі инженерлік міндеттердің бірі болып табылады.
3. Толық ішкі шағылысу арқылы лазерлік бағыттау
Су ағынына енгеннен кейін, лазер сәулесі су-ауа шекарасында бірнеше рет шағылысады.
Бұл толық ішкі шағылысу лазер энергиясын ұсақ су бағанында шектейді.
Фокустық жазықтықтан тез ауытқитын кәдімгі бос кеңістікке бағытталған конусты қалыптастырудың орнына, лазер энергиясы су ағынын белгілі бір өңдеу қашықтығы бойынша бақылайды.
Өкілдік техникалық деректер шамамен жұмыс қашықтығын көрсетеді:
5 - 50 мм
Тиімді жұмыс қашықтығы қолдануға және жүйеге байланысты және су ағынының тұрақтылығына, саптаманың геометриясына, қысымға, лазерлік байланыстыруға және қоршаған орта жағдайларына байланысты.
Бұл басқарылатын жеткізу механизмі су ағынымен басқарылатын лазерлік технология мен дәстүрлі фокусталған лазерлік өңдеу арасындағы негізгі айырмашылықтардың бірі болып табылады.
4. Лазер-материал өзара әрекеттесуі
Бағытталған лазер дайындамаға жеткенде, лазер энергиясы материалға сіңіріледі.
Материалдың қасиеттері мен лазер параметрлеріне байланысты, материалды кетіру жергілікті балқуды, булануды, абляцияны және қайталанатын импульстік энергия өзара әрекеттесуін қамтуы мүмкін.
Лазер өңдеу энергиясының негізгі көзі болып қала береді.
Су ағыны абразивті кесу құралы емес.
Бұл айырмашылық маңызды, себебі технологияны шағын дәстүрлі су ағынды кескіш машина ретінде түсіндіруге болмайды.
Есептелген және қолданбаға тән конфигурацияларда бұл процесті жұқа дәлдіктегі құрылымдардан бастап айтарлықтай қалың компоненттерге дейінгі материал қалыңдығында қолдануға болады. Берілген техникалық анықтамалықта шамамен келесідей кең өңдеу қалыңдығы диапазоны көрсетілген:
0.01-тен 30 мм-ге дейін
Нақты қол жеткізуге болатын тереңдік немесе қалыңдық материалға, геометриялық ерекшелікке, лазер қуатына, импульстік сипаттамаларға және процесс стратегиясына қатты байланысты.
5. Салқындату және қоқысты эвакуациялау
Су ағыны өңдеу аймағымен үздіксіз әрекеттеседі.
Бұл екі маңызды функцияны қамтамасыз етеді.
Біріншіден, су қоршаған материалдан жылуды кетіреді және шамадан тыс жылу жиналуын азайта алады.
Екіншіден, ағынды ағын өңдеу өнімдерін өзара әрекеттесу аймағынан алыстатуға көмектеседі.
Бұл қолайлы өңдеу жағдайларында қайта құйылған қалдықтардың жиналуын, көміртектенген қалдықтарды және қоқыстардың шөгуін азайта алады.
Осы себепті, су ағынымен басқарылатын лазерлік өңдеу көптеген дәстүрлі лазерлік өңдеу конфигурацияларымен салыстырғанда көбінесе төмен жылу жүктемесі бар лазерлік процесс болып саналады.
Дегенмен, техникалық тұрғыдан дәл сипаттама термиялық әсердің төмендеуі, шартсыз «нөлдік жылу әсер ететін аймақ» емес.
Соңғы жылулық әсер мыналарға байланысты:
- материалдық қасиеттер;
- лазерлік импульс ұзақтығы;
- импульс жиілігі;
- қуат тығыздығы;
- өңдеу жылдамдығы;
- су ағынының қысымы;
- ағын диаметрі;
- ерекшелік геометриясы;
- өңдеу өтулерінің саны.
Су ағынды лазер су ағынды кесумен бірдей ме?
Жоқ
Су ағынымен басқарылатын лазер және кәдімгі су ағынымен кесу жүйесі материалды кетірудің түбегейлі әртүрлі механизмдерін пайдаланады.
| процесс | Су ағынымен басқарылатын лазер | Дәстүрлі су ағынымен кесу |
|---|---|---|
| Бастапқы өңдеу энергиясы | Лазер энергиясы | Жоғары қысымды су немесе абразивті бөлшектер |
| Су функциясы | Оптикалық бағыттау, салқындату және қоқысты кетіру | Механикалық эрозия және кесу |
| Лазерлік сәуле | иә | Жоқ |
| Абразивті ақпарат құралдары | Әдетте негізгі кесу механизмі емес | Абразивті су ағынымен кесуде жиі кездеседі |
| Әдеттегі фокус | Дәл микроөңдеу және озық материалдар | Жалпы материалды кесу |
| Микрофункция мүмкіндігі | Таңдалған дәлдіктегі микрофункцияларға жарамды | Ағынды және абразивті сипаттамалармен шектелген |
Термин су ағынды лазер кейде іздеулер мен техникалық талқылауларда бейресми түрде қолданылады. Нақтырақ техникалық сипаттама:
Су ағынымен басқарылатын лазер
немесе:
Сумен басқарылатын лазерлік өңдеу
Өнеркәсіптік жабдықтар үшін Greenstone кеңірек терминді қолданады Су ағынымен басқарылатын лазерлік өңдеу жүйесі себебі технология жалғыз кесуден де көп нәрсе істей алады.
Қолдану салаларына бұрғылау, микротесіктерді өңдеу, ойық кесу және басқа да дәл материалдарды алу процестері кіруі мүмкін.
Су ағынымен басқарылатын лазер және дәстүрлі лазерлік микроөңдеу
Дәстүрлі лазерлік микроөңдеу және су ағынымен басқарылатын лазерлік өңдеу екеуі де материалды кетіру үшін лазер энергиясын пайдаланады, бірақ олардың сәуле беру және жылуды басқару механизмдері әртүрлі.
| Техникалық фактор | Су ағынымен басқарылатын лазер | Дәстүрлі лазерлік микроөңдеу |
|---|---|---|
| Лазермен жеткізу | Жұқа су ағынымен басқарылады | Бос кеңістіктегі оптикалық таралу |
| Сәулелік мінез-құлық | Тұрақты су ағынымен шектелген | Фокустық оптика арқылы басқарылады |
| Жұмыс аймағы | Басқарылатын ағынның тұрақтылығымен анықталады | Фокустық орналасумен және фокус тереңдігімен тығыз байланысты |
| салқындату | Судың үздіксіз өзара әрекеттесуі | Көмекші газ немесе бөлек салқындату стратегиясы |
| Қоқыстарды жою | Сумен шаю | Газбен қамтамасыз етілген немесе процеске тәуелді |
| Жылудың жинақталуы | Оңтайландырылған жағдайларда азайтуға болады | Импульстік және процесс параметрлеріне қатты тәуелді |
| Керф геометриясы | Тиісті қолданбаларда тар және салыстырмалы түрде тұрақты | Фокус пен тереңдікке әсер етуі мүмкін |
| Құралдың тозуы | Механикалық кескіш құрал жоқ | Механикалық кескіш құрал жоқ |
| Күрделі беттер | Реактивті қолжетімділікке және қозғалысты басқаруға байланысты | Оптикалық қолжетімділікке және фокусты басқаруға байланысты |
Дәстүрлі фокусталған лазерлік өңдеудің маңызды шектеулерінің бірі - сәуле өлшемінің фокальды жазықтықтан тыс өзгеруі.
Терең кесу кезінде өңдеу фронты оңтайлы фокустау орнынан алыстаған сайын арқалық-материал өзара әрекеттесуі өзгеруі мүмкін.
Бұл қабырғаның қисаюына және біркелкі емес геометриясына ықпал етуі мүмкін.
Тұрақты су бағыттаушы сәуле су ағыны бойымен пайдалы өңдеу қашықтығында энергия берілуін қамтамасыз ете алады. Тиісті қолдану кезінде бұл тар кесіктер мен түзу бүйір қабырғаларды қолдайды.
Берілген қолданба деректері шамамен сумен басқарылатын лазерлік керф енін көрсетеді:
60–90 мкм
Салыстыру үшін, сол анықтамалық материалда гауһар сымның кесу ені шамамен келесідей көрсетілген:
80–120 мкм
Бұл көрсеткіштерді барлық машиналар мен материалдар үшін әмбебап мәндер емес, қолданбаға тән салыстыру деректері ретінде түсіндіру керек.
Беткі қабаттың сапасы тағы бір маңызды фактор болып табылады.
Механикалық алмас сым кесу құралдың немесе абразивті іздерді қалдыруы мүмкін, ал кейбір дәстүрлі термиялық лазерлік процестер қайта құю, тотығу немесе көміртектенген материалды шығаруы мүмкін.
Дұрыс оңтайландырылған су ағынымен басқарылатын лазерлік процесте үздіксіз сумен шаю қоқыстың эвакуациясын жақсартып, термиялық қалдықтарды азайта алады.
Таңдалған дәлдік қолданбалары үшін хабарланған беттің кедір-бұдырлығы төменде келтірілген:
Ra 1.0 мкм
Беттің нақты кедір-бұдырлығы материалға, технологиялық параметрлерге және қажетті геометрияға байланысты болып қала береді.
Лазерлік микроөңдеу жүйелері мен жабдықтары
Әрбір материал мен микрофункцияға сәйкес келетін бірыңғай лазерлік микроөңдеу жүйесі жоқ.
Өнеркәсіптік лазерлік микроөңдеу технологияларына мыналар жатады:
- наносекундтық лазерлік жүйелер;
- пикосекундтық лазерлік жүйелер;
- фемтосекундтық лазерлік жүйелер;
- ультракүлгін лазерлік жүйелер;
- су ағынымен басқарылатын лазерлік жүйелер.
Наносекундтық лазерлік микроөңдеу
Наносекундтық лазерлер өнеркәсіптік кесу, бұрғылау, белгілеу және материалдарды алып тастау үшін кеңінен қолданылады.
Олар салыстырмалы түрде жоғары өңдеу тиімділігін қамтамасыз ете алады, бірақ ультрақысқа импульсті лазерлермен салыстырғанда импульстің ұзағырақ ұзақтығы материалмен термиялық өзара әрекеттесудің жоғарылауына әкелуі мүмкін.
Пикосекундтық және фемтосекундтық лазерлік микроөңдеу
Ультрақысқа импульсті лазерлер жылудың қоршаған материалға таралу уақытын қысқартады.
Олар өте кішкентай ерекшеліктер мен төмен термиялық зақым қажет болатын дәл өңдеу үшін кеңінен қолданылады.
Дегенмен, өнеркәсіптік өндіріс үшін жүйенің құнын, өңдеу жылдамдығын және тереңдік мүмкіндігін ескеру қажет.
Су ағынымен басқарылатын лазерлік жүйелер
Су ағынымен басқарылатын лазерлік жүйе басқа процесс архитектурасын енгізеді.
Жылулық әсерлерді басқару үшін тек импульс ұзақтығына сүйенудің орнына, жүйе импульстік лазерлік өңдеуді үздіксіз сумен басқару және салқындатумен біріктіреді.
Сумен басқарылатын лазерлік технологияға негізделген толық лазерлік микроөңдеу жүйесі әдетте мыналарды қамтиды:
- импульсті лазер көзі;
- сәуле беру оптикасы;
- лазер-су байланыстыру модулі;
- оптикалық терезе;
- дәлдіктегі саптама;
- жоғары қысымды су жүйесі;
- суды сүзу және тазарту жүйесі;
- қысымды басқару жүйесі;
- дәл қозғалыс платформасы;
- процесті басқару бағдарламалық жасақтамасы;
- қауіпсіздік қоршауы және көмекші жүйелер.
Лазер көзі, су жүйесі және қозғалыс жүйесі интеграцияланған процесс платформасы ретінде жұмыс істеуі керек.
Лазерді жоғары қысымды су форсункасымен біріктіру тұрақты су ағынымен басқарылатын лазерлік процесті жасамайды.
Су ағынымен басқарылатын лазерлік жүйедегі негізгі технологиялар
Жоғары тиімді лазерлік-су муфтасы
Оптикалық терезе мен муфта құрылымы лазердің түсуін, сәуленің туралануын және су ағынының диаметрін басқаруға арналған болуы керек.
Дәл коаксиалды туралау оптикалық шектеуді жақсартуға және бұрыштық ауытқудан немесе сәуленің дұрыс емес орналасуынан туындаған энергия ағып кетуін азайтуға көмектеседі.
Су ағынының тұрақтылығы және басқаруы
Лазерлік бағыттаудың тұрақтылығы үшін су ағынының тұрақты қалыптасуы өте маңызды.
Дәл қысымды басқару жүйесі су ағынының параметрлерін сақтауға көмектеседі.
Су сапасын басқару мыналарды қамтуы мүмкін:
- кері осмос;
- вакуумдық газсыздандыру;
- жұқа фильтрация;
- бақыланатын сұйықтық жолдары.
Ағын арнасын оңтайландыру және қосалқы газ стратегиялары ағынның тұрақтылығын жақсарту және тұрақты ағын ұзындығын ұзарту үшін нақты жүйелік конструкцияларда да қолданылуы мүмкін.
Лазерлік толқын ұзындығы және қуатты оңтайландыру
Лазер толқын ұзындығын судың сіңірілуімен және материалдың өзара әрекеттесуімен байланысты ескеру қажет.
Берілген техникалық ақпарат 532 нм жасыл лазерлік жұмысты белгілі бір жүйелік архитектураларда сумен басқарылатын лазерлік байланыстыруға жарамдылығына байланысты бір өкілдік тәсіл ретінде анықтайды.
Лазер қуатының тығыздығын, импульс ұзақтығын және импульс жиілігін материал мен өңдеу мақсатына сәйкес реттеу керек.
Лазердің жоғары қуаты автоматты түрде жақсырақ емес.
Сызықтық емес жоғалтуды, жылу жүктемесін және процестің тиімділігін басқару үшін лазер энергиясы мен тұрақты су ағынының ұзындығы үйлестірілуі керек.
Үйлестірілген процестің параметрлерін басқару
Процесс терезесі лазер мен су параметрлерінің өзара әрекеттесуі арқылы анықталады.
Маңызды айнымалыларға мыналар жатады:
- лазерлік қуат;
- импульстік энергия;
- импульс жиілігі;
- импульс ұзақтығы;
- өңдеу жылдамдығы;
- су қысымы;
- су ағыны;
- саптаманың диаметрі;
- тірелу қашықтығы;
- өтулер саны.
Өнеркәсіптік өндіріс үшін бұл параметрлер әрбір материал мен ерекшелік геометриясы үшін толық процесс рецепті ретінде әзірленуі керек.
Лазерлік микробұрғылау және дәл микротесіктерді өңдеу
Лазерлік микробұрғылау - лазерлік микроөңдеудің ең маңызды қолданылу салаларының бірі.
Өнеркәсіптік компоненттерге бақыланатын шағын тесіктер қажет:
- диаметрі;
- тереңдігі;
- конус;
- бағдарлау;
- аралық;
- бетінің тұтастығы.
Тесік өлшемі кішірейген сайын немесе материалдың қаттылығы артқан сайын механикалық бұрғылау қиындай түседі.
Құралдардың тозуы, құралдың сынуы және кесу күштері де озық керамиканы, суперқорытпаларды немесе жұқа дәлдіктегі құрылымдарды өңдеу кезінде елеулі мәселелерге айналуы мүмкін.
Лазерлік микротесіктерді бұрғылау физикалық кесу құралына деген қажеттілікті жояды.
Су ағынымен басқарылатын лазерлік технология лазерлік бұрғылау процесіне үздіксіз сумен салқындату және шаюды қосады.
Бұл, әсіресе, шамадан тыс қайта құю немесе жылу жиналуы қажет емес компоненттерде микротесіктерді бұрғылау кезінде өте маңызды.
Типтік геометриялық ерекшеліктерге мыналар кіруі мүмкін:
- дөңгелек тесіктер;
- шаршы тесіктер;
- тікбұрышты тесіктер;
- пішінді тесіктер;
- көлбеу тесіктер;
- күрделі микротесіктер.
Берілген қолдану мысалдары жоғары температуралы қорытпалар мен керамикалық матрицалық композиттік материалдардағы дөңгелек, шаршы және дұрыс емес тесіктердің геометриясын, сондай-ақ микротесіктердің көлденең қималарын көрсетеді.
Жоғары өнімді компоненттерге арналған дәл лазерлік бұрғылау
Дәл лазерлік бұрғылау тек кішкентай тесік жасау мүмкіндігімен ғана анықталмайды.
Бұрғыланған элементтің сапасы бірнеше параметрлерді пайдаланып бағалануы керек.
Тесік диаметрі және өлшемдік дәлдік
Процесс инженерлік төзімділік шегінде қажетті диаметрді сақтауы керек.
Лазер параметрлері, су ағынының диаметрі және қозғалысты басқару - бәрі де соңғы мүмкіндік өлшеміне әсер етеді.
Тесік конусы
Конус тәрізді тесік газ ағынына, салқындату өнімділігіне немесе компоненттің жұмысына әсер етуі мүмкін.
Сумен басқарылатын лазерлік жеткізу тиісті қолданбаларда өңдеу жолы бойымен салыстырмалы түрде тұрақты энергия тасымалын қолдайды, бұл шамадан тыс конусты бақылауға көмектеседі.
Қабатты қайта жасау
Балқытылған материал лазермен бұрғыланған шұңқырдың қабырғасында қайта қатып қалуы мүмкін.
Үздіксіз ағып жатқан су ағыны өңдеу қалдықтары мен балқытылған материалдарды әрекеттесу аймағынан кетіруге көмектеседі.
Оңтайландырылған жағдайларда бұл қайта құйылған қалдықтардың жиналуын азайтуы мүмкін.
Жылу әсер еткен аймақ
Айналадағы материалдың термиялық модификациясы аэроғарыштық қорытпалар, композиттер және жылуға сезімтал компоненттер үшін ерекше маңызды.
Сумен салқындату шамадан тыс термиялық диффузияны шектей алады, дегенмен әрбір материал мен процесс үшін соңғы термиялық реакция тексерілуі керек.
Бетінің тұтастығы
Микрожарықтар, қабыршақтану, тотығу және басқа да беткі ақаулар компоненттердің сенімділігін төмендетуі мүмкін.
Осы себепті, дәл лазерлік бұрғылау процесін әзірлеу микроскопиялық және қажет болған жағдайда металлографиялық тексеруді қамтуы керек.
Су ағынымен басқарылатын лазерлік өңдеуге арналған материалдар
Су ағынымен басқарылатын лазерлік өңдеудің жарамдылығы лазердің сіңірілуіне, жылу қасиеттеріне, механикалық сипаттамаларына және материал мен сумен қамтамасыз етілген өңдеу ортасының өзара әрекеттесуіне байланысты.
Металдар және жоғары температуралы қорытпалар
Қолданбаларға мыналар кіруі мүмкін:
- никель негізіндегі суперқорытпалар;
- титан қорытпалары;
- тот баспайтын болаттар;
- таңдалған жоғары өнімді металдар.
Бұл материалдар аэроғарыш және дәлдік инженериясында кеңінен қолданылады.
Су ағынымен басқарылатын лазерлік технология, әсіресе, дәстүрлі құралдың тозуы немесе термиялық жинақталу өңдеу қиындықтарын тудыратын компоненттердегі ұсақ тесіктер мен дәлдік ерекшеліктеріне қатысты.
Көміртекті талшықтармен күшейтілген композиттер
Көміртекті талшықтармен күшейтілген полимер компоненттері аэроғарыштық құрылымдарда барған сайын кеңінен қолданылуда.
Дәстүрлі механикалық өңдеу мыналарды жасай алады:
- талшықты тартып шығару;
- деламинация;
- құралдардың тозуы;
- шеткі зақымдану.
Лазерлік өңдеу әртүрлі қиындықтарды, әсіресе шайырдың термиялық зақымдануын тудырады.
Сумен лазерлік өңдеу жылудың жиналуын азайтып, қоқысты кетіруге көмектеседі.
Дегенмен, CFRP процесінің параметрлері нақты талшық, матрица және ламинат құрылымы үшін оңтайландырылуы керек.
Техникалық керамика
Техникалық керамика қаттылықты, тозуға төзімділікті және термиялық тұрақтылықты біріктіреді, бірақ олардың сынғыштығы дәстүрлі өңдеуді қиындатады.
Тиісті материалдарға мыналар кіреді:
- алюминий оксиді, Al₂O₃;
- алюминий нитриді, AlN;
- цирконий, ZrO₂;
- кремний карбиді, SiC;
- кремний нитриді, Si₃N₄;
- өңделетін керамика.
Су ағынымен басқарылатын лазерлік өңдеуді осы материалдардағы таңдалған кесу, бұрғылау және дәлдік функцияларын қолдану үшін пайдалануға болады.
Механикалық күштің азаюы маңызды артықшылық болып табылады, себебі процесс физикалық кесу жиегіне тәуелді емес.
Жартылай өткізгіштер және электрондық материалдар
Ықтимал қолданбаларға мыналар жатады:
- кремний;
- кремний карбиді;
- таңдалған жартылай өткізгіш пластиналар;
- GaAs-пен байланысты құрылымдар;
- электрондық субстраттар.
Бұл процедураны таңдаулыларға қолдануға болады:
- пластина кесу;
- дәл ойықтарды кесу;
- микротесіктерді өңдеу;
- жиекті өңдеу;
- жергілікті материалды алып тастау.
Жартылай өткізгіштерді өңдеу ластануды, сынуды, термиялық әсерлерді және ерекшеліктердің дәлдігін қолданбаға тән бақылауды талап етеді.
Алмаз және аса қатты материалдар
Алмаз, поликристалды алмас және онымен байланысты аса қатты материалдар механикалық өңдеуде құрал-саймандардың тозуына байланысты күрделі қиындықтар туғызады.
Су ағынымен басқарылатын лазерлік өңдеу зерттелді және гауһар тастармен байланысты материалдарды дәл өңдеуге қолданылды.
Үздіксіз сумен салқындату шамадан тыс термиялық жүктемені азайта алады, ал лазерлік энергия материалды жанаспайтын түрде кетіруді қамтамасыз етеді.
Қолданбаларға мыналар кіруі мүмкін:
- гауһар кесу;
- PCD өңдеу;
- аса қатты құралдарды өңдеу;
- дәл контур генерациясы.
Процесті әзірлеу кезінде материалдың сапасы, байланыстырушы фазасы және қажетті беткі тұтастығы ескерілуі керек.
Су ағынымен басқарылатын лазерлік технологияның өнеркәсіптік қолданылуы
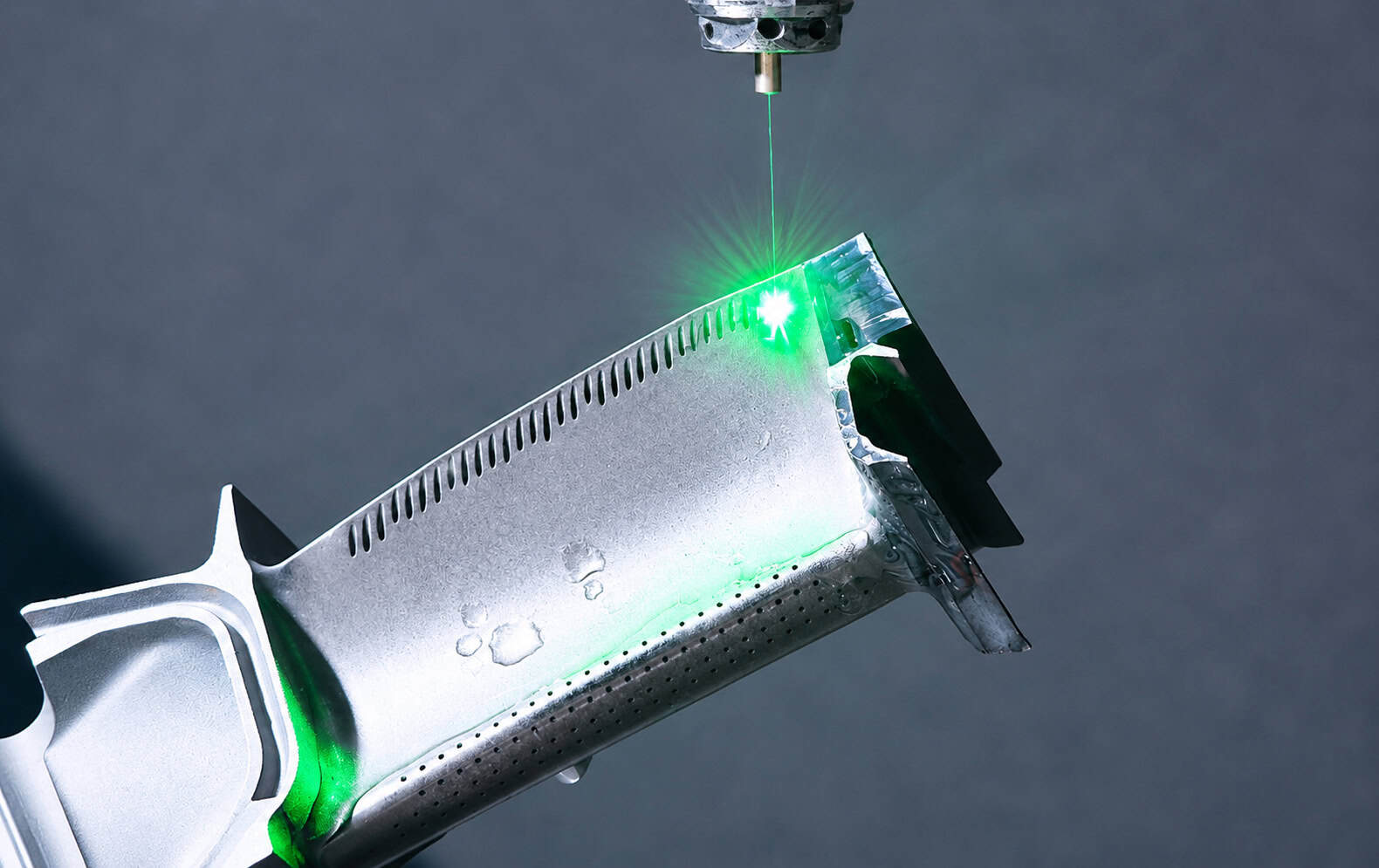
Аэроғарыштық және аэроқозғалтқыш компоненттері
Аэроғарыштық компоненттер геометрияны, бетінің тұтастығын және өңдеу ақауларын қатаң бақылауды талап етеді.
Көптеген авиациялық қозғалтқыш материалдарын дәстүрлі құралдарды пайдаланып өңдеу қиын.
Су ағынымен басқарылатын лазерлік технологияны келесідей өңдеу тапсырмаларына қолдануға болады:
- жану камерасының компоненттері;
- турбина қаптамалары;
- турбина қалақтары мен қалақтары;
- салқындату тесіктері;
- никель негізіндегі суперқорытпалар;
- керамикалық матрицалық композиттер;
- CFRP аэроғарыштық құрылымдары.
Лазерлік микробұрғылау әсіресе авиациялық қозғалтқыштардың салқындату құрылымдары үшін өте маңызды.
Қазіргі заманғы турбина компоненттері диаметрі, бағыты және геометриясы бақыланатын көптеген шағын салқындату тесіктерін қажет етуі мүмкін.
Берілген техникалық мысалдарда дөңгелек, шаршы және дұрыс емес микротесіктердің геометриялары, соның ішінде жоғары температуралы қорытпалар мен керамикалық матрицалық композиттік құрылымдардағы ерекшеліктер көрсетілген.
Бұл компоненттер үшін процесті бағалау кезінде мыналар ескерілуі керек:
- тесік конусы;
- қайта жасалған;
- термиялық модификация;
- микрокрекинг;
- жабынның жағдайы;
- ерекшеліктің қайталануы.
Жартылай өткізгіштер және 3C электроникасы
Компьютерлік, байланыс және тұтынушылық электроника өндірісінде компоненттердің өлшемдері азаюда.
Су ағынымен басқарылатын лазерлік өңдеуді Si, SiC және таңдалған сынғыш электрондық материалдарды дәл өңдеу үшін бағалауға болады.
Қолданба мысалдарына мыналар жатады:
- пластинаны өңдеу;
- жартылай өткізгіш негізді кесу;
- кристалды кесу;
- дәл ойықтарды кесу;
- микротесіктерді өңдеу;
- төсемнің шеттерін өңдеу;
- озық электрондық материалдарды өңдеу.
Лазерлік микроөңдеудің жанаспайтын сипаты механикалық құралдың тозуын жояды және сынғыш негіздердегі кесу күшін азайта алады.

Керамика
Техникалық керамика келесі салаларда қолданылады:
- электроника;
- аэроғарыштық;
- автомобиль жүйелері;
- медициналық технология;
- дәлдіктегі өнеркәсіптік компоненттер.
Олардың жоғары қаттылығы мен сынғыштығы механикалық бұрғылау мен кесуді қиындатады.
Су ағынымен басқарылатын лазерлік жүйелер тар ерекшеліктер мен төмен механикалық жүктемені қажет ететін таңдалған керамикалық микроөңдеу процестеріне қолданылуы мүмкін.
Дәлдік инженериясы және тұтынушылық компоненттер
Басқа әлеуетті қолдану салаларына мыналар жатады:
- дәлдіктегі берілістер;
- сағат компоненттері;
- микромеханикалық бөлшектер;
- металл фольгалар;
- дәл инелер;
- қатты материалдан жасалған құралдар;
- микросүзгілер.
Бұл процесс, әсіресе, кішігірім өлшемдеріне немесе материалдың қаттылығына байланысты дәстүрлі құралдарды пайдалану қиынға соғатын жағдайларда өте маңызды.
Медициналық компоненттер
Дәл медициналық құрылғылар келесідей компоненттерде шағын мүмкіндіктерді қажет етуі мүмкін:
- тіректер;
- инелер;
- имплантациялық құрылымдар;
- микрохирургиялық компоненттер.
Кез келген медициналық қолдану материалдың тұтастығын, тазалығын және өндіріс талаптарын бөлек тексеруді талап етеді.
Энергетика және озық өнеркәсіптік компоненттер
Әлеуетті қолданыстар келесі таңдалған компоненттерге де таралуы мүмкін:
- күн энергиясы технологиясы;
- энергетикалық жүйелер;
- отын бүрку жүйелері;
- дәлдіктегі саптамалар;
- озық қозғалтқыш компоненттері.
Су ағынымен басқарылатын лазерлік өңдеудің жарамдылығы әрқашан материалға, ерекшелік өлшемдеріне және қажетті өндіріс жылдамдығына сәйкес бағалануы керек.
Негізгі артықшылықтар және техникалық ескеретін жайттар
Су ағынымен басқарылатын лазерлік технология бірнеше әлеуетті артықшылықтарды ұсынады, бірақ бұл артықшылықтар дұрыс процесті интеграциялауға байланысты.
Тар бұрыш және дәлдік ерекшеліктері
Ұсақ су ағындары және басқарылатын лазер энергиясы тар кесу ендерін қолдай алады.
Сумен басқарылатын лазерлік өңдеу туралы есеп үшін шамамен ауқымдағы керф ені үшін берілген қолданбаға тән деректер 60–90 мкм.
Жылу жиналуының төмендеуі
Судың үздіксіз әрекеттесуі өңдеу аймағынан жылуды кетіреді.
Бұл салыстырмалы қолдану жағдайларында дәстүрлі лазерлік процестермен салыстырғанда термиялық модификациялау дәрежесін азайтуы мүмкін.
Сумен қоқысты шығару
Ағынды ағын өңдеу қалдықтары мен өңдеу өнімдерін кетіруге көмектеседі.
Бұл оңтайландырылған жағдайларда керфтің тазалығын жақсартып, қайта құйылған қалдықтардың жиналуын азайта алады.
Механикалық құралдардың тозуы жоқ
Лазер энергиясы материалды кетіруді жүзеге асыратындықтан, дайындамамен жанасатын дәстүрлі бұрғы немесе кескіш құрал жоқ.
Бұл әсіресе мыналар үшін құнды:
- гауһар;
- SiC;
- керамика;
- жоғары температуралы қорытпалар;
- өңдеу қиын басқа материалдар.
Тиімді өңдеу қашықтығын кеңейту
Су ағыны лазерді дәстүрлі бос кеңістіктің фокустық аймағынан тыс бағыттайды.
Өкілдік процесс деректері шамамен жұмыс қашықтығын көрсетеді 5 - 50 мм, жүйеге және ағын жағдайларына байланысты.
Процесс тиімділігі
Берілген қолданба деректеріндегі нақты кремний карбидін кесу салыстырулары үшін су ағынымен басқарылатын лазерлік кесу жылдамдығы шамамен 6–10 мм/мин шамамен салыстырғанда хабарланды Алмаз сым кесу үшін 2–4 мм/мин және Шлам негізіндегі кесу үшін 1–2 мм/мин.
Дәл осындай сілтеме әлеуетті көрсетеді SiC салыстырмалы қолданбалары үшін өңдеу тиімділігін 3–5 есеге арттыру.
Бұл көрсеткіштер материалға және процеске тән және әрбір дайындамаға жалпыланбауы керек.
Лазерлік микроөңдеу жүйесін қалай таңдауға болады
Лазерлік микроөңдеу жүйесін таңдау машинаның сипаттамасынан емес, қолдану саласынан басталуы керек.
Келесі факторларды бағалау қажет.
1. Дайындама материалы
Анықтау:
- материалдың дәрежесі;
- жабын;
- құрама құрылым;
- жылулық қасиеттері;
- сынғыштық;
- лазерлік сіңіру қасиеттері.
2. Геометриялық ерекшеліктер
Процестің қажет екенін анықтаңыз:
- кесу;
- бұрғылау;
- микротесіктерді бұрғылау;
- ойықтарды кесу;
- ойық кесу;
- контурлық өңдеу.
Саңылаулар үшін мынаны көрсетіңіз:
- диаметрі;
- тереңдігі;
- бұрыш;
- конус талабы;
- тесіктер аралығы.
3. Материалдың қалыңдығы және өңдеу тереңдігі
Қажетті тереңдік лазер қуатына, өңдеу стратегиясына және цикл уақытына тікелей әсер етеді.
Терең мүмкіндіктер бірнеше өңдеуді қажет етуі мүмкін.
4. Термиялық зақымдануға төзімділік
Аэроғарыштық қорытпалар, CFRP, керамика және жартылай өткізгіш материалдар үшін рұқсат етілген термиялық модификация нақты анықталуы керек.
5. Бет сапасы
Көрсетіңіз:
- қажетті кедір-бұдырлық;
- қайта жасалған шектеулер;
- шеткі сапасы;
- бұрғылауға қойылатын талаптар;
- рұқсат етілген микрожарықтар.
6. Өндіріс өнімділігі
Зертханалық лазерлік микроөңдеу процесі өнеркәсіптік өндіріске автоматты түрде сәйкес келмеуі мүмкін.
Цикл уақыты, автоматизация және қайталанымдылық бағалануы керек.
7. Процесті тексеру
Маңызды компоненттер үшін процесс мыналарды қажет етуі мүмкін:
- оптикалық микроскопия;
- SEM тексеруі;
- көлденең қиманы талдау;
- өлшемдік өлшеу;
- металлографиялық бағалау.
Сондықтан дұрыс лазерлік микроөңдеу жүйесі лазер көзін, су ағынын басқаруды, дәл қозғалысты және тексерілген процесс рецептін үйлестіреді.

Greenstone су ағынымен басқарылатын лазерлік өңдеу жүйелері
Greenstone компаниясы су ағынымен басқарылатын лазерлік өңдеу жүйелерін және дәл лазерлік микроөңдеу, лазерлік микробұрғылау, дәл лазерлік бұрғылау және озық материалдарды өңдеу үшін қолданбаларды әзірлеу қызметтерін ұсынады.
Біздің жүйелік тәсіліміз лазер көзін, лазер-су байланыс модулін, дәл су ағынын басқаруды, қозғалыс платформасын және технологиялық процесті басқару жүйесін тұтынушының материалдық және өңдеу талаптарына сәйкес біріктіреді.
Қолданылуы жоғары температуралы қорытпалар, титан қорытпалары, техникалық керамика, кремний карбиді, жартылай өткізгіш материалдар, композиттік құрылымдар және таңдалған гауһар немесе аса қатты материалдар сияқты озық инженерлік материалдардың қолданылуын бағалауға болады.
Greenstone компаниясы тек лазерлік қуатпен су ағынымен кесетін лазерлік кескіш машинаны таңдаудың орнына, келесілерді қоса алғанда, толық технологиялық талаптарды бағалайды:
- жұмыс материалы;
- компоненттерді сызу;
- ерекшелік өлшемдері;
- тесік немесе керф геометриясы;
- өңдеу тереңдігі;
- термиялық зақымдануға төзімділік;
- бетінің сапасы;
- қажетті өндіріс тиімділігі;
- автоматтандыру талаптары.
Жаңа қолданбалар үшін жүйенің соңғы конфигурациясы анықталғанға дейін процесті сынау және үлгіні бағалау жүргізілуі мүмкін.
Greenstone компаниясына материал туралы ақпаратыңызды, құрамдас бөлік сызбасын, мақсатты ерекшелік өлшемдерін және өңдеу талаптарын жіберіңіз. Біздің техникалық тобымыз қолдануды бағалап, су ағынымен басқарылатын лазерлік процесс пен лазерлік микроөңдеу жүйесінің конфигурациясын ұсына алады.

GREENSTONE GLMJ6000 су ағынымен басқарылатын лазерлік микроөңдеу жүйесі
Жоғары дәлдіктегі лазерлік микроөңдеуді, микротесіктерді бұрғылауды және күрделі үш өлшемді өңдеуді қажет ететін өнеркәсіптік қолданбалар үшін GREENSTONE ұсынады GLMJ6000 су ағынымен басқарылатын лазерлік микроөңдеу жүйесіЖүйе жоғары дәлдіктегі бес осьті CNC платформасын микро-су ағынымен басқарылатын лазерлік технологиямен біріктіреді, бұл күрделі компоненттерді жоғары өлшемді дәлдікпен, тегіс кесілген беттермен және минималды жылу әсерімен басқарылатын лазерлік өңдеуге мүмкіндік береді.
GLMJ6000 пайдаланады 532 нм импульсті Nd:YAG лазері микрон масштабындағы су ағынына коаксиалды түрде қосылған. Су ағынына қосылғаннан кейін, лазер сәулесі тұрақты су бағанындағы толық ішкі шағылысу арқылы дайындамаға бағытталады. Бұл конфигурация сәуленің тиімді жұмыс қашықтығындағы алшақтығын басады, ал үздіксіз ағып жатқан су жергілікті салқындатуды қамтамасыз етеді және балқытылған материал мен өңдеу қалдықтарын өңдеу аймағынан шығаруға көмектеседі.
A 500/600 бар жоғары қысымды су жүйесісу қысымының тұрақтылығымен ±5 бар, тұрақты микро су ағынының пайда болуын қолдайды 50–120 мкм саптамалар...-мен біріктірілген 400 Вт орташа лазер қуаты және 300 мкм сәуле диаметрі, жүйе дәл лазерлік бұрғылау, микротесіктерді өңдеу, ұсақ кесу және басқа да күрделі лазерлік микроөңдеу процестеріне арналған.
Бес осьті қозғалыс платформасы өңдеу қабығын қамтамасыз етеді 2000 × 1500 × 1000 мм, А В осінің айналу диапазоны ±120° және С осінің айналу диапазоны ±190°Бес осьті бір мезгілде CNC басқаруы лазерлік-су ағынды өңдеу басына күрделі үш өлшемді геометрияларды бақылауға және контурланған беттерде қажетті өңдеу бағытын сақтауға мүмкіндік береді.
а 2000 × 1500 мм жұмыс үстелі және үстелдің максималды жүк көтергіштігі 1500 кгGLMJ6000 дәлдік компоненттерін де, салыстырмалы түрде үлкен өнеркәсіптік дайындамаларды да орналастыра алады. Оның орналастыру дәлдігі ... дейін жетеді. JIS бойынша ±10 мкм / ISO бойынша 20 мкм, қайталанатын позициялау дәлдігіне жетеді JIS бойынша ±8 мкм / ISO бойынша 15 мкм.
Әдеттегі қолдану материалдары мен компоненттері мыналарды қамтиды металдар, цементтелген карбидтер, жоғары шағылыстыратын материалдар, кремний карбиді және басқа да қатты немесе сынғыш материалдар, дәл сағат компоненттері, аэроғарыштық және авиациялық қозғалтқыш бөлшектері және дәл қалыптарМатериалдық сипаттамаларға, компонент геометриясына және өңдеу талаптарына байланысты, GREENSTONE су ағынымен басқарылатын лазерлік өңдеу шешімдерін және жүйелік конфигурацияларды әзірлей алады.
GLMJ6000 техникалық сипаттамалары
| жүйе | параметр | Ерекшелігі |
|---|---|---|
| Оптикалық жол жүйесі | Лазер түрі | Nd:YAG, импульсті |
| Толқын ұзындығы | 532 нм | |
| Орташа қуат | 400 W | |
| Жарық диаметрі | Ø300 мкм | |
| Су жолдары жүйесі | Су қысымының тұрақтылығы | ±5 бар |
| Су қысымы | 500/600 бар | |
| Саңылау диаметрі | 50–120 мкм | |
| Қозғалыс жүйесі | Өңдеу диапазоны | 2000 × 1500 × 1000 мм, 5 осьті |
| B осінің айналу диапазоны | ± 120 ° | |
| C осінің айналу диапазоны | ± 190 ° | |
| X/Y/Z позициялау дәлдігі | ±10 мкм (JIS) / 20 мкм (ISO) | |
| X/Y/Z қайталанатын позициялау дәлдігі | ±8 мкм (JIS) / 15 мкм (ISO) | |
| Жұмыс көлемінің мөлшері | 2000 × 1500 мм | |
| Жұмыс үстелінің жүк көтергіштігі | 1500 кг | |
| CNC жүйесі | Huazhong 848 бес осьті бір мезгілде CNC | |
| Өлшемдер және салмақ | Жабдық өлшемдері | 6200 × 4200 × 4700 мм |
| Лазерлік шкафтың өлшемдері | 700 × 2300 × 1720 мм | |
| Жабдықтың салмағы | 25,000 кг | |
| Лазерлік шкафтың салмағы | 700-750 кг |
GREENSTONE қамтамасыз ете алады су ағынымен басқарылатын лазерлік процесті әзірлеу, қолданбалы сынақтан өткізу, үлгілерді өңдеу және жабдыққа арналған шешімдер дайындама материалына, геометриясына, микротесікке немесе кесуге қойылатын талаптарға және мақсатты өңдеу сапасына сәйкес. Нақты тұтынушылар лазерлік микроөңдеу, дәл лазерлік бұрғылау, лазерлік микротесіктерді бұрғылау немесе су ағынымен басқарылатын лазерлік өңдеу талаптарға сай келетін болсақ, өтінімді бағалау үшін біздің техникалық топқа хабарласыңыз.
Майкл Ши
Майкл Ши – Шетелдік директор, жаһандық бизнесті дамыту жөніндегі жетекші және аға техникалық инженерия маманы Майкл Ши Greenstone компаниясының шетелдегі директоры және жоғары әмбебап аға техникалық инженерия маманы қызметін атқарады, ол жаһандық бизнес көшбасшылығын лазерлік қаптау, DED металл қоспаларын өндіру, лазерлік тазалау, лазерлік сөндіру, өнеркәсіптік жабдықтарды жаңғырту және озық өндірістік жүйелерді интеграциялау саласындағы терең көп салалы тәжірибемен үйлестіреді. Халықаралық нарықты дамытуда да, толық спектрлі өнеркәсіптік технологияларды енгізуде де мол тәжірибесі бар Майкл Greenstone компаниясының жаһандық кеңеюін басқаруда маңызды рөл атқарады, сонымен қатар әртүрлі тұтынушылық қолданбаларда техникалық шеберлікті қамтамасыз етеді. Оның бірегей кәсіби күші коммерциялық стратегияны, инженерлік тәжірибені және... біркелкі біріктіруде жатыр.