{kind=link}
{kind=link}
{kind=link}
レーザー微細加工 マイクロスケールの穴、狭い切削幅、微細な溝、複雑な精密加工を高度なエンジニアリング材料に施すために、レーザー加工がますます広く利用されています。航空宇宙エンジン、半導体デバイス、テクニカルセラミックス、高性能部品などが、より小型の加工とより厳しい寸法精度へと移行するにつれ、従来の機械加工や自由空間レーザー加工では、工具摩耗、熱蓄積、焦点制御、表面品質といった点で限界に直面する可能性があります。
ウォータージェット誘導レーザー技術は、パルスレーザーエネルギーと微細で安定したウォータージェットを組み合わせた技術です。レーザービームはウォータージェットに結合され、水と空気の界面での全反射によって加工対象物へと導かれます。流れる水は冷却を促進すると同時に、溶融またはアブレーションされた材料の一部を加工領域から除去します。
この組み合わせにより、精密切断、レーザーマイクロドリル加工、および制御された材料除去のための、独自のレーザーマイクロマシニングプロセスが実現します。
材料、形状、加工プロセス構成によっては、ウォータージェット誘導レーザー加工は、ニッケル基超合金、チタン合金、セラミックス、炭化ケイ素、半導体材料、炭素繊維強化複合材料、ダイヤモンド関連材料に適用できる。


レーザーマイクロマシニングとは?
レーザーマイクロマシニングとは、制御されたレーザーエネルギーを用いて、マイクロスケールまたはそれに近いレベルで材料を除去することにより、小型で高精度な形状を作り出す技術を指します。
一般的なプロセスは次のとおりです。
- レーザーマイクロドリル加工;
- 精密レーザー穴あけ加工
- レーザーによる微細穴あけ加工
- マイクロカッティング;
- 精密な溝加工およびスロット加工。
- 精密輪郭加工
- 局所的な物質除去。
- 複雑な微細構造の機械加工。
従来のフライス加工や穴あけ加工とは異なり、レーザー加工では切削工具が加工対象物に物理的に接触する必要がありません。これにより、機械的な工具摩耗がなくなり、繊細な部品にかかる切削力が軽減されます。
しかし、従来型のレーザーマイクロマシニングにも技術的な課題が存在する。
自由空間レーザービームは通常、加工面に正確に集束させる必要がある。有効な加工領域は、焦点深度、表面形状、ビーム入射角、および光学系とワークピースの相対位置によって影響を受ける。
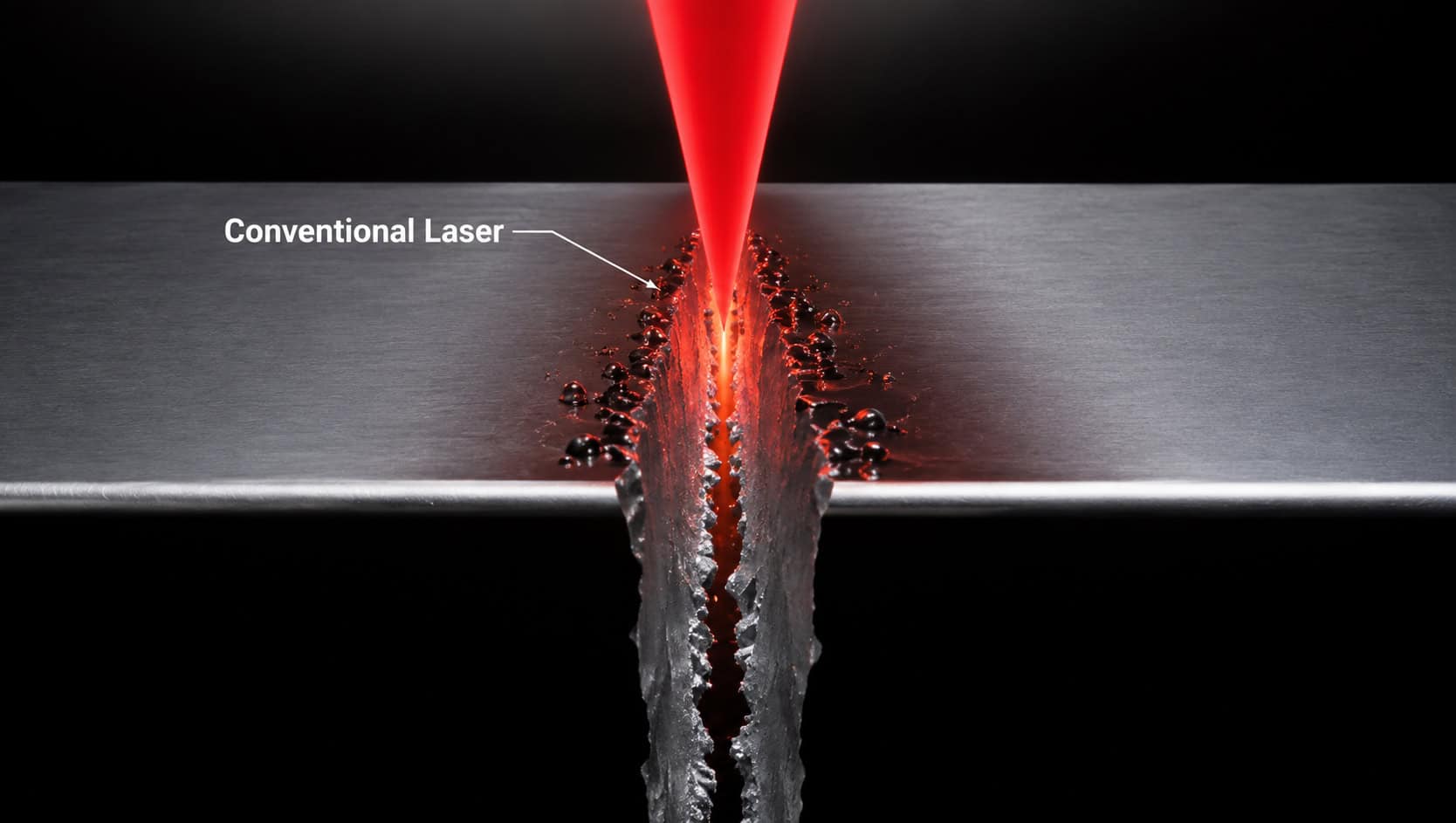
深切削や穴あけ加工の際、レーザーと材料の相互作用が繰り返されることで、熱の蓄積、熱影響部、再鋳造、酸化、テーパー、または切削屑の堆積が生じる可能性があります。これらの影響の程度は、レーザーパルスの持続時間、波長、出力密度、アシストガス、材料、および加工方法に大きく依存します。
このため、さまざまな産業ニーズに対応するために、多様なレーザーマイクロ加工システムが開発されてきました。ウォータージェット誘導レーザー加工は、精度、冷却、および制御されたエネルギー供給が特に重要な用途で使用される特殊な技術の一つです。
ウォータージェット誘導レーザー技術とは?
A ウォータージェット誘導レーザー これは、レーザービームを同軸上に細くて高速なウォータージェットに結合させるレーザー加工技術である。
水流は柔軟な光学ガイドとして機能する。
従来のレーザー加工では、集束されたレーザービームは集束光学系から加工対象物まで空気中を伝搬する。一方、ウォータージェット誘導レーザー加工では、レーザー光は光学結合構造とノズルを通して微細なウォータージェットに導入される。
水と周囲の空気との屈折率の違いにより、適切に結合されたレーザー光は、全反射によって水柱内に閉じ込めることができる。
光学的な観点から簡略化すると、その原理は光ファイバーにおける光の伝搬に匹敵する。
その結果生成された水流誘導レーザービームは、ジェット流とともにワークピースに向かって進む。
加工ゾーンでは、レーザーが材料除去に必要なエネルギーを供給し、連続的に流れる水は以下の効果を発揮します。
- 局所的な処理領域を冷却する。
- 過剰な熱の蓄積を制限する。
- 加工屑の一部を除去する。
- 切断溝から溶融または剥離した材料を洗い流す。
- 表面汚染を低減する。
- 実用的な動作距離において、より安定した処理をサポートする。
この技術は、より広義に検索されることもあります。 ウォータージェットレーザーただし、これは従来の研磨材を用いたウォータージェット切断とは混同してはならない。
ウォータージェット誘導レーザー加工は、基本的にレーザーを用いた材料除去プロセスである。

ウォータージェット誘導レーザー技術はどのように機能するのですか?
ウォータージェット誘導レーザー加工は、主に5つの段階を通して理解することができる。
1. レーザービームの生成と集束
パルスレーザー光源が加工ビームを生成する。
レーザーの正確なパラメータは、材料と用途によって異なります。提供されたプロセスデータに含まれる技術構成における代表的なシステム範囲は以下のとおりです。
- レーザー出力:約20~400W
- 波長:532 nm
- パルス持続時間:約1~500ナノ秒。
これらの値は、あらゆるウォータージェット誘導レーザーシステムに共通する要件ではなく、技術的な構成範囲を示すものです。
レーザー光は集光光学系を通して光結合領域へと導かれる。
レーザー入射角、ビーム位置、および光学窓を正確に制御することは不可欠です。なぜなら、効率的なレーザーと水の結合は、ビームの閉じ込めとプロセスの安定性に直接影響を与えるからです。
2. レーザーをウォータージェットに結合させる
集束された光線は加圧された水槽に入り、精密ノズルに位置合わせされる。
レーザーとウォータージェットの同軸アライメントを実現するには、光学窓、カップリング形状、ノズルが連携して機能する必要がある。
提供された技術データにおける代表的なノズル径は、おおよそ以下の範囲です。
20〜100μm
水圧は広範囲にわたって設定可能です。参照プロセス情報は以下のとおりです。
50 to 800バー
実際の圧力とノズル径は、ジェットの安定性、加工距離、レーザーパラメータ、および要求される加工サイズに応じて選択する必要があります。
結合器の位置合わせが不十分だと、光エネルギーの損失、ビーム誘導の不安定化、または結合部品の局所的な損傷につながる可能性があります。
このため、高効率なレーザーと水の結合は、ウォータージェット誘導レーザーシステムにおける重要な技術的課題の一つとなっている。
3. 全反射によるレーザー誘導
レーザー光線は水流に入った後、水と空気の界面で繰り返し反射される。
この全反射により、レーザーエネルギーは微細な水柱内に閉じ込められる。
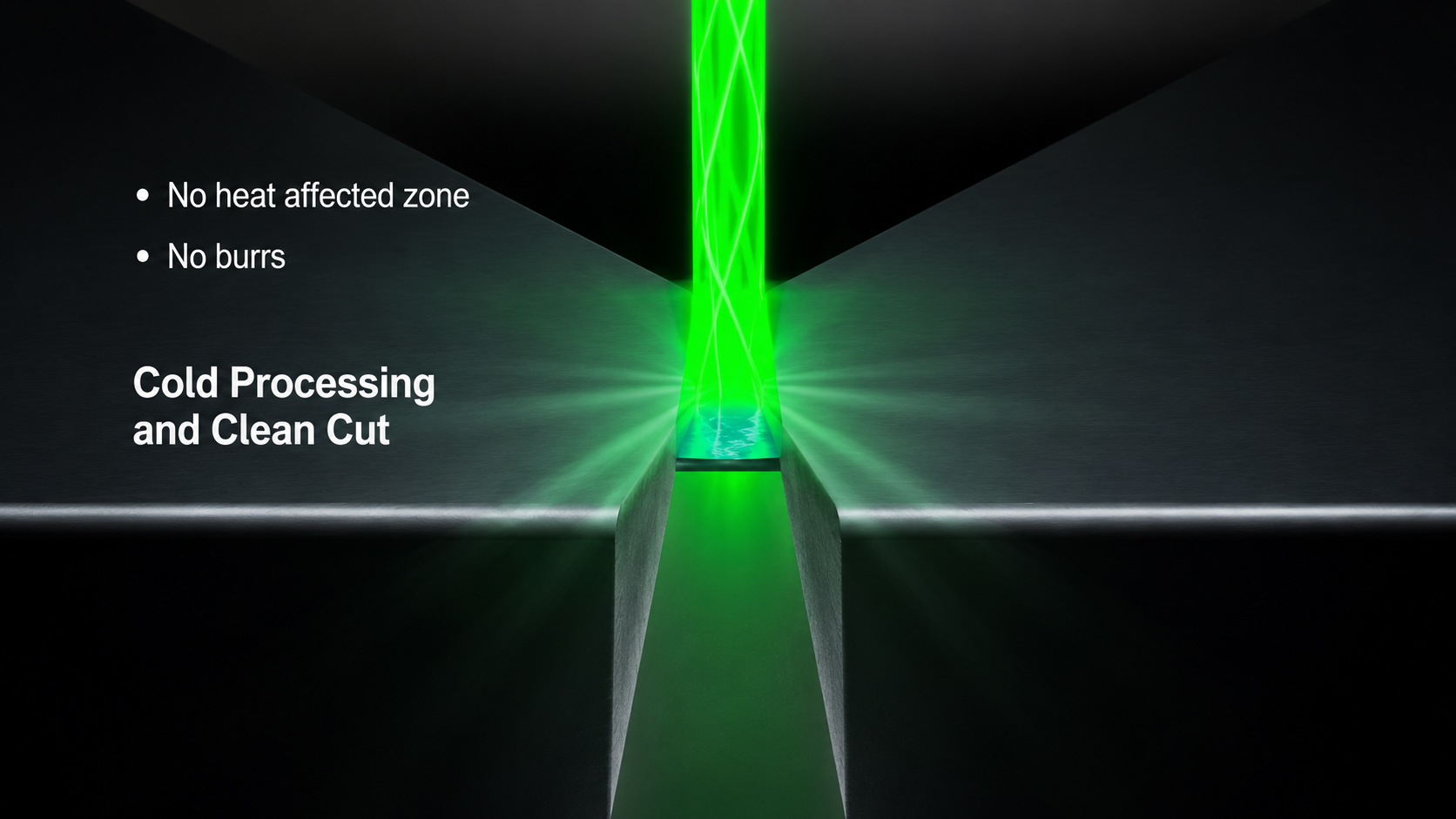
焦点面から急速に拡散する従来の自由空間集束円錐を形成する代わりに、レーザーエネルギーは一定の処理距離にわたってウォータージェットに沿って移動する。
代表的な技術データによると、作動距離は約次のようになります。
5〜50 mm
有効作動距離は用途やシステムによって異なり、水噴射の安定性、ノズル形状、圧力、レーザー結合、および環境条件によって影響を受ける。
このガイド付き搬送機構は、ウォータージェット誘導レーザー技術と従来の集束レーザー加工との根本的な違いの一つである。
4. レーザーと物質の相互作用
誘導レーザーが加工対象物に到達すると、レーザーエネルギーは材料に吸収される。
材料の特性やレーザーのパラメータによっては、材料除去は局所的な溶融、蒸発、アブレーション、およびパルスエネルギーの繰り返し照射といった過程を伴う場合がある。
レーザーは依然として加工エネルギーの主要な供給源である。
ウォータージェットは研磨材による切断媒体ではありません。
この区別は重要である。なぜなら、この技術を小型の従来型ウォータージェット切断機として解釈すべきではないからである。
報告されている用途固有の構成では、このプロセスは薄い精密構造からかなり厚い部品まで、幅広い厚さの材料に使用できます。提供されている技術資料には、おおよそ次の範囲の幅広い加工厚さが示されています。
mmまで0.01 30
実際に達成可能な深さや厚さは、材料、形状、レーザー出力、パルス特性、およびプロセス戦略に大きく依存します。
5.冷却および残骸の排出
水噴射は加工領域と継続的に相互作用する。
これは2つの重要な機能を提供する。
まず、水は周囲の物質から熱を奪い、過剰な熱の蓄積を軽減することができる。
第二に、流れるジェット流は、加工生成物を相互作用領域から洗い流すのに役立つ。
適切な処理条件下では、これにより再鋳造物の蓄積、炭化残留物、および破片の堆積を低減できる。
このため、ウォータージェット誘導レーザー加工は、従来の多くのレーザー加工方式と比較して、熱負荷の低いレーザー加工法とみなされることが多い。
しかし、技術的に正確な説明は 熱の影響を軽減無条件に「熱影響ゼロ地帯」というわけではない。
最終的な熱効果は以下に依存します。
- 材料特性;
- レーザーパルス持続時間
- パルス周波数
- 電力密度
- 処理速度
- 水流圧力
- ジェット径
- 特徴形状;
- 処理回数。
ウォータージェットレーザーは、ウォータージェット切断と同じですか?
いいえ。
ウォータージェット誘導レーザーと従来のウォータージェット切断システムは、根本的に異なる材料除去メカニズムを使用している。
| プロセス | ウォータージェット誘導レーザー | 従来型ウォータージェット切断 |
|---|---|---|
| 一次処理エネルギー | レーザーエネルギー | 高圧水または研磨粒子 |
| 水の機能 | 光学的誘導、冷却、およびデブリ除去 | 機械的侵食と切削 |
| レーザービーム | はい | いいえ |
| 研磨メディア | 通常は主要な切断機構ではない | 研磨材を用いたウォータージェット切断でよく見られる |
| 典型的な焦点 | 精密マイクロマシニングと先端材料 | 一般材料の切断 |
| マイクロ機能 | 特定の精密微細構造に適しています | ジェット特性と研磨特性によって制限される |
用語 ウォータージェットレーザー 検索や技術的な議論において、非公式な表現として使われることがある。より正確な技術的な説明は以下のとおりである。
ウォータージェット誘導レーザー
または:
水誘導レーザー加工
産業機器に関しては、グリーンストーンはより広い用語を使用する ウォータージェット誘導レーザー加工システム なぜなら、この技術は切断以上のことができるからだ。
用途としては、穴あけ、微細穴加工、溝加工、その他の精密な材料除去加工などが挙げられる。
ウォータージェット誘導レーザーと従来型レーザーによるマイクロマシニングの比較
従来型のレーザーマイクロマシニングとウォータージェット誘導レーザー加工は、どちらもレーザーエネルギーを用いて材料を除去するが、ビームの照射方法と熱管理のメカニズムが異なる。
| 技術的要因 | ウォータージェット誘導レーザー | 従来型レーザーマイクロマシニング |
|---|---|---|
| レーザー照射 | 細い水流の中を誘導される | 自由空間光伝搬 |
| ビームの挙動 | 安定した水流によって制約される | 集光光学系によって制御される |
| 作業ゾーン | 誘導ジェットの安定性によって定義される | 焦点位置と被写界深度に強く関連している |
| 冷却 | 継続的な水との相互作用 | 補助ガスまたは独立した冷却戦略 |
| 瓦礫の除去 | 水流補助洗浄 | ガスアシスト式またはプロセス依存式 |
| 熱蓄積 | 最適化された条件下では削減可能 | パルスおよびプロセスパラメータに大きく依存する |
| 切削溝の形状 | 適切な用途において狭く、比較的安定している | 焦点と奥行きの影響を受ける可能性があります |
| 工具の摩耗 | 機械式切削工具なし | 機械式切削工具なし |
| 複雑な表面 | ジェット機のアクセス性とモーションコントロールに依存します | 光学的なアクセスとフォーカス制御に依存します |
従来の集束レーザー加工における重要な制約の一つは、焦点面から離れた場所ではビームサイズが変化することである。
より深い切削加工を行う場合、加工面が最適な焦点位置から離れるにつれて、ビームと材料の相互作用が変化する可能性がある。
これは、切断溝のテーパーや壁面形状の不均一性につながる可能性がある。
安定した水流ビームを用いることで、有効な加工距離にわたってウォータージェットに沿ったエネルギー供給を維持できる。適切な用途においては、これにより狭い切断幅とより直線的な側壁を実現できる。
提供されたアプリケーションデータには、代表的な水誘導レーザー切断幅が約次の値で示されています。
60〜90μm
比較のために、同じ参考資料では、ダイヤモンドワイヤの切断幅はおよそ次のとおりであると報告されています。
80〜120μm
これらの数値は、すべての機械や材料に共通する普遍的な値ではなく、用途に応じた比較データとして解釈されるべきである。
表面の質感も重要な考慮事項の一つです。
機械的なダイヤモンドワイヤー切断では、工具痕や研磨痕が残る可能性があり、一方、従来の熱レーザー加工では、再鋳造、酸化、または炭化物が生じる場合がある。
適切に最適化されたウォータージェット誘導レーザー加工プロセスでは、連続的な水洗浄により、切削屑の排出が改善され、熱による残留物を低減することができる。
特定の精密用途においては、報告される表面粗さは以下に達する可能性があります。
Ra1.0μm
実際の表面粗さは、材料、プロセスパラメータ、および必要な形状によって決まります。
レーザーマイクロマシニングシステムおよび装置
あらゆる材料や微細構造に適した単一のレーザーマイクロ加工システムは存在しない。
産業用レーザーマイクロマシニング技術には以下が含まれます。
- ナノ秒レーザーシステム
- ピコ秒レーザーシステム;
- フェムト秒レーザーシステム;
- 紫外線レーザーシステム
- ウォータージェット誘導レーザーシステム。
ナノ秒レーザーマイクロマシニング
ナノ秒レーザーは、工業用途における切断、穴あけ、マーキング、材料除去などに広く用いられている。
これらは比較的高い加工効率を提供できるが、超短パルスレーザーと比較してパルス幅が長いため、材料との熱相互作用が大きくなる可能性がある。
ピコ秒およびフェムト秒レーザーマイクロマシニング
超短パルスレーザーは、熱が周囲の物質に拡散する時間を短縮する。
これらは、非常に小さな形状と低い熱損傷が求められる精密加工において広く使用されています。
しかし、工業生産においては、システムコスト、処理速度、処理深度能力を考慮する必要がある。
ウォータージェット誘導レーザーシステム
水ジェット誘導レーザーシステムは、従来とは異なるプロセスアーキテクチャを採用している。
熱効果を制御するためにパルス持続時間だけに頼るのではなく、このシステムはパルスレーザー加工と連続的な水誘導および冷却を組み合わせている。
水誘導レーザー技術に基づく完全なレーザーマイクロマシニングシステムは、通常以下の要素を含みます。
- パルスレーザー光源;
- ビーム伝送光学系
- レーザー・水結合モジュール
- 光学窓;
- 精密ノズル
- 高圧給水システム
- 水ろ過・処理システム
- 圧力制御システム
- 高精度モーションプラットフォーム
- プロセス制御ソフトウェア;
- 安全囲いおよび補助システム。
レーザー光源、給水システム、およびモーションシステムは、統合されたプロセスプラットフォームとして動作する必要がある。
レーザーと高圧水ノズルを単純に組み合わせるだけでは、安定した水噴射誘導レーザー加工プロセスは実現できない。
水ジェット誘導レーザーシステムの主要技術
高効率レーザー・水結合
光学窓と結合構造は、レーザー入射角、ビームアライメント、およびウォータージェット径を制御できるように設計する必要がある。
正確な同軸アライメントは、光閉じ込めを改善し、角度のずれやビーム位置の誤りによって引き起こされるエネルギー漏れを低減するのに役立ちます。
ウォータージェットの安定性と制御
安定した水ジェットの形成は、レーザー誘導を安定させるために不可欠である。
精密な圧力制御システムは、ウォータージェットのパラメータを安定的に維持するのに役立ちます。
水質管理には以下が含まれる場合があります。
- 逆浸透;
- 真空脱気;
- 精密ろ過;
- 制御された流体経路。
特定のシステム設計においては、流路の最適化や補助ガス戦略を用いることで、ジェットの安定性を向上させ、安定したジェットの長さを延長することも可能となる。
レーザー波長と出力の最適化
レーザー波長は、水の吸収率と物質との相互作用を考慮して決定する必要がある。
提供された技術情報では、532 nmの緑色レーザー動作が、特定のシステム構成における水誘導レーザー結合に適していることから、代表的なアプローチの一つとして挙げられています。
レーザーの出力密度、パルス幅、パルス周波数は、加工対象物と加工目的に応じて調整する必要がある。
レーザー出力が高いほど必ずしも優れているとは限らない。
レーザーエネルギーと安定した水ジェットの長さを協調させることで、非線形損失、熱負荷、およびプロセス効率を制御する必要がある。
協調的なプロセスパラメータ制御
プロセスウィンドウは、レーザーと水のパラメータの相互作用によって決定されます。
重要な変数は次のとおりです。
- レーザー出力;
- パルスエネルギー;
- パルス周波数
- 脈拍持続時間
- 処理速度
- 水圧;
- 水の流れ。
- ノズル径
- 距離を保つこと。
- パス数。
工業生産においては、これらのパラメータは、材料および形状ごとに、完全なプロセスレシピとして開発されるべきである。
レーザーマイクロドリル加工および精密マイクロ穴加工
レーザーマイクロドリル加工は、レーザーマイクロマシニングの最も重要な応用例の一つである。
工業用部品には、制御された小さな穴がますます必要とされるようになっている。
- 直径;
- 深さ;
- テーパー;
- オリエンテーション;
- 間隔;
- 表面の完全性。
穴のサイズが小さくなったり、材料の硬度が高くなったりするにつれて、機械的な穴あけ加工は難しくなる。
先端セラミックス、超合金、または薄肉精密構造物を加工する際には、工具の摩耗、工具の破損、切削力なども重大な問題となる可能性がある。
レーザーによる微細穴あけ加工は、物理的な切削工具を必要としない。
ウォータージェット誘導レーザー技術は、レーザー穴あけ加工プロセスに、連続的な水による冷却と洗浄機能を追加する。
これは、部品に微細な穴を開ける際に、過度の再鋳造や熱の蓄積が望ましくない場合に特に重要となる。
典型的なフィーチャ形状には以下が含まれます。
- 円形の穴。
- 四角い穴。
- 長方形の穴。
- 成形された穴。
- 傾斜した穴。
- 複雑な微小開口部。
提供されている応用例では、高温合金やセラミックマトリックス複合材料における円形、正方形、不規則な形状の穴、および微細な穴の断面形状が示されています。
高性能部品向け高精度レーザー穴あけ加工
精密レーザー穴あけ加工は、小さな穴を開ける能力だけで定義されるものではありません。
掘削された部分の品質は、複数のパラメータを用いて評価する必要がある。
穴径と寸法精度
工程においては、必要な直径を設計上の許容範囲内に維持しなければならない。
レーザーパラメータ、ウォータージェットの直径、およびモーションコントロールはすべて、最終的な形状サイズに影響を与える。
穴テーパー
テーパー状の穴は、ガスの流れ、冷却性能、または部品の機能に影響を与える可能性があります。
水誘導レーザー照射は、適切な用途において、加工経路に沿って比較的安定したエネルギー伝達を可能にし、過剰なテーパーを抑制するのに役立つ。
リキャストレイヤー
溶融した物質は、レーザー加工された穴の壁面で再凝固する可能性がある。
連続的に流れる水ジェットは、加工時の破片や溶融物を相互作用領域から除去するのに役立つ。
最適な条件下では、これにより再鋳造の蓄積を減らすことができる。
熱影響部
周囲の材料の熱処理による改質は、航空宇宙用合金、複合材料、および熱に弱い部品にとって特に重要である。
水冷は過剰な熱拡散を抑制することができるが、最終的な熱応答は材料およびプロセスごとに検証する必要がある。
表面の完全性
微細な亀裂、剥離、酸化、その他の表面欠陥は、部品の信頼性を低下させる可能性がある。
このため、精密レーザー穴あけ加工プロセスの開発には、顕微鏡検査、そして必要に応じて金属組織学的検査を含めるべきである。
ウォータージェット誘導レーザー加工用材料
水ジェット誘導レーザー加工の適合性は、レーザーの吸収率、熱特性、機械的特性、および材料と水を用いた加工環境との相互作用によって左右される。
金属および高温合金
用途例:
- ニッケル基超合金
- チタン合金;
- ステンレス鋼;
- 厳選された高性能金属。
これらの材料は、航空宇宙分野や精密工学分野で広く使用されている。
ウォータージェット誘導レーザー技術は、従来の工具摩耗や熱蓄積によって加工が困難になるような、部品の小さな穴や精密な形状の加工に特に適しています。
炭素繊維強化複合材料
炭素繊維強化ポリマー部品は、航空宇宙構造においてますます広く使用されるようになっている。
従来の機械加工では、以下のようなものを作成できます。
- 繊維の引き抜き;
- 層間剥離;
- 工具の摩耗;
- 端の損傷。
レーザー加工は、特に樹脂の熱損傷など、さまざまな課題をもたらします。
水を用いたレーザー加工は、熱の蓄積を抑え、切削屑の除去を容易にする。
しかし、CFRPの製造プロセスパラメータは、特定の繊維、マトリックス、および積層構造に合わせて最適化する必要がある。
テクニカルセラミックス
工業用セラミックスは、硬度、耐摩耗性、熱安定性を兼ね備えているが、脆いため、従来の機械加工は困難である。
関連資料には以下が含まれます。
- アルミナ、Al₂O₃;
- 窒化アルミニウム、AlN;
- ジルコニア、ZrO₂;
- 炭化ケイ素、SiC;
- 窒化ケイ素、Si₃N₄;
- 機械加工可能なセラミックス。
ウォータージェット誘導レーザー加工は、これらの材料における特定の切断、穴あけ、および精密加工用途に使用できます。
機械的な力が軽減されることは重要な利点である。なぜなら、このプロセスは物理的な切削刃に依存しないからである。
半導体および電子材料
潜在的な用途には次のようなものがあります。
- ケイ素;
- 炭化ケイ素;
- 選択された半導体ウェハー。
- GaAs関連構造;
- 電子基板。
このプロセスは、選択された以下の用途に使用できます。
- ウェハー切断;
- 精密スロット加工
- 微細穴加工;
- エッジ処理
- 局所的な物質除去。
半導体製造プロセスでは、汚染、チッピング、熱影響、および形状精度について、用途に応じた制御が必要となる。
ダイヤモンドおよび超硬質材料
ダイヤモンド、多結晶ダイヤモンド、および関連する超硬質材料は、機械加工において深刻な工具摩耗の問題を引き起こす。
水ジェット誘導レーザー加工は、ダイヤモンド関連材料の精密加工に研究され、応用されてきた。
連続的な水冷は過剰な熱負荷を軽減することができ、レーザーエネルギーは非接触で材料を除去することを可能にする。
用途例:
- ダイヤモンドの研磨;
- PCD加工
- 超硬工具加工
- 高精度な輪郭生成。
プロセス開発においては、材料のグレード、バインダーの相、および必要な表面の完全性を考慮する必要がある。
水ジェット誘導レーザー技術の産業応用
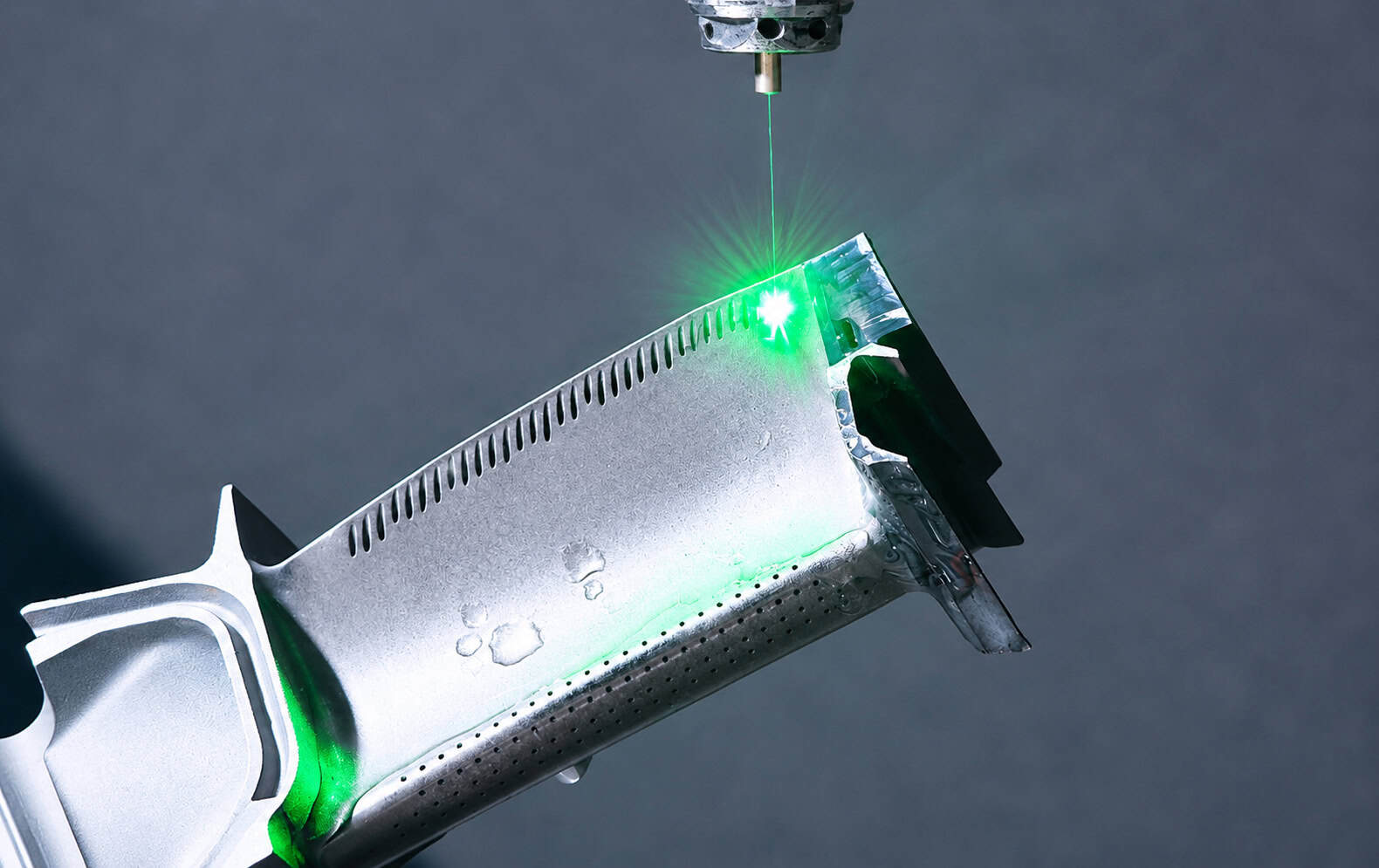
航空宇宙および航空エンジン部品
航空宇宙部品には、形状、表面の完全性、および加工欠陥に対する厳格な管理が求められる。
航空機エンジンに使用される材料の多くは、従来の工具では加工が難しい。
ウォータージェット誘導レーザー技術は、以下のような特定の加工作業に適用できます。
- 燃焼室の構成部品。
- タービンシュラウド;
- タービンブレードおよび羽根。
- 冷却孔;
- ニッケル基超合金
- セラミックマトリックス複合材料;
- CFRP製航空宇宙構造物。
レーザーマイクロドリル加工は、航空機エンジンの冷却構造において特に有効である。
現代のタービン部品には、直径、向き、形状が制御された多数の小さな冷却孔が必要となる場合がある。
提供された技術例では、高温合金やセラミックマトリックス複合構造における特徴を含め、円形、正方形、および不規則な形状の微細孔が示されています。
これらの構成要素については、プロセス評価において以下を考慮する必要があります。
- 穴のテーパー加工;
- 再構成;
- 熱処理による改変;
- 微細な亀裂;
- コーティングの状態
- 機能の再現性。
半導体および3Cエレクトロニクス
コンピュータ、通信機器、民生用電子機器の製造において、部品の寸法は縮小し続けている。
ウォータージェット誘導レーザー加工は、シリコン、炭化ケイ素、および一部の脆性電子材料の精密加工に適していると考えられる。
応用例としては以下のようなものがあります。
- ウェハー処理
- 半導体基板の切断;
- 結晶カット;
- 精密スロット加工
- 微細穴加工;
- パッドエッジ処理
- 高度な電子材料加工技術。
レーザーマイクロ加工は非接触式であるため、機械工具の摩耗がなく、脆い基板に対する切削力を低減できる。

先進セラミックス
工業用セラミックスは、以下の分野で使用されています。
- エレクトロニクス;
- 航空宇宙;
- 自動車システム
- 医療技術
- 精密工業部品。
硬度が高く脆いため、機械による穴あけや切断は困難である。
ウォータージェット誘導レーザーシステムは、狭い形状と低い機械的負荷が求められる特定のセラミック微細加工プロセスに適用できる。
精密工学および民生部品
その他の潜在的な応用分野としては、以下のようなものがある。
- 精密歯車;
- 時計部品;
- 微細機械部品
- 金属箔;
- 精密針;
- 硬質材料を使用した工具。
- マイクロフィルター。
このプロセスは、形状の寸法が小さかったり、材料の硬度が高かったりするために、従来の方法では加工が困難な場合に特に有効です。
医療部品
精密医療機器では、以下のような部品に微細な機能が求められる場合があります。
- サポートします。
- 針;
- インプラント構造物;
- マイクロサージカル用部品。
医療用途においては、材料の完全性、清浄度、および製造要件について、それぞれ個別に検証を行う必要がある。
エネルギーおよび先端産業部品
潜在的な応用範囲は、以下の特定のコンポーネントにも及ぶ可能性があります。
- 太陽光発電技術
- エネルギーシステム
- 燃料噴射システム
- 精密ノズル
- 先進的なエンジン部品。
ウォータージェット誘導レーザー加工の適合性は、常に材料、加工寸法、および必要な生産速度を考慮して評価されなければならない。
主な利点と技術的な考慮事項
ウォータージェット誘導レーザー技術にはいくつかの潜在的な利点があるが、これらの利点は適切なプロセス統合に依存する。
狭い切断幅と精密な機能
微細なウォータージェットと制御されたレーザーエネルギーを用いることで、狭い切断幅を実現できる。
水誘導レーザー加工用に提供されたアプリケーション固有のデータでは、切断幅はおよそ 60〜90μm.
熱蓄積の減少
水との継続的な相互作用により、処理ゾーンから熱が除去される。
これにより、同等の適用条件下における従来のレーザー加工と比較して、熱による変化の程度を低減できる。
水を利用した瓦礫除去
流れるジェット水流は、加工屑や加工生成物の除去に役立ちます。
最適な条件下では、これにより切削溝の清浄度が向上し、再鋳造物の蓄積が減少する。
機械工具の摩耗なし
レーザーエネルギーが材料除去を行うため、従来のドリルや切削工具が加工対象物に接触することはありません。
これは特に次の場合に価値があります:
- ダイヤモンド;
- SiC;
- セラミック;
- 高温合金
- その他、加工が困難な材料。
拡張有効処理距離
水流によってレーザー光は従来の自由空間焦点領域を超えて導かれる。
代表的なプロセスデータによると、作業距離は約 5〜50 mmシステムやジェットの状態によって異なります。
プロセス効率
提供されたアプリケーションデータにおける特定の炭化ケイ素切断の比較では、ウォータージェット誘導レーザー切断速度は約 6〜10 mm / min 約 ダイヤモンドワイヤー切断の場合、2~4 mm/分 (NAIST) と スラリー切削の場合、1~2 mm/分.
同じ文献は潜在的な 同等のSiCアプリケーションにおける処理効率が3~5倍向上.
これらの数値は材料および加工工程に特有のものであり、すべての加工物に一般化すべきではありません。
レーザーマイクロマシニングシステムの選び方
レーザーマイクロマシニングシステムの選定は、機械の仕様から始めるのではなく、用途から始めるべきである。
以下の要素を評価する必要がある。
1. ワーク材質
識別:
- 材料の等級。
- コーティング;
- 複合構造
- 熱特性
- 脆さ;
- レーザー吸収特性。
2. フィーチャ形状
プロセスに以下が必要かどうかを定義する:
- 切断;
- 掘削;
- 微細穴あけ加工
- スロット加工;
- グルービング;
- 輪郭加工。
穴については、以下を指定してください。
- 直径;
- 深さ;
- 角度;
- テーパー要件
- 穴の間隔。
3. 材料の厚さと加工深さ
必要な深さは、レーザー出力、加工方法、およびサイクルタイムに直接影響します。
高度な特徴量の場合、複数回の処理が必要になる場合があります。
4. 熱損傷許容度
航空宇宙用合金、CFRP、セラミックス、半導体材料については、許容される熱処理範囲を明確に定義する必要がある。
5.表面品質
指定:
- 必要な粗さ。
- 制限を再設定する。
- エッジの品質
- バリの発生要件;
- 許容される微細亀裂。
6. 生産スループット
実験室レベルのレーザーマイクロマシニングプロセスは、必ずしも工業生産に適しているとは限らない。
サイクルタイム、自動化、再現性を評価する必要がある。
7. 工程検査
重要部品の場合、プロセスには以下が必要となる場合があります。
- 光学顕微鏡検査;
- SEM検査
- 横断的分析
- 寸法測定;
- 金属組織学的評価。
したがって、適切なレーザーマイクロマシニングシステムは、レーザー光源、ウォータージェット制御、精密な動作、および検証済みのプロセスレシピの組み合わせである。

グリーンストーン社製ウォータージェット誘導レーザー加工システム
グリーンストーン社は、精密レーザーマイクロ加工、レーザーマイクロ穴あけ、精密レーザー穴あけ、および高度な材料加工向けに、ウォータージェット誘導レーザー加工システムとアプリケーション開発サービスを提供しています。
当社のシステムアプローチは、お客様の材料および加工要件に応じて、レーザー光源、レーザー・水結合モジュール、高精度ウォータージェット制御、モーションプラットフォーム、およびプロセス制御システムを統合します。
高温合金、チタン合金、工業用セラミックス、炭化ケイ素、半導体材料、複合構造、および特定のダイヤモンドや超硬材料を含む、高度なエンジニアリング材料への応用が評価される。
グリーンストーン社は、レーザー出力のみに基づいてウォータージェットレーザー切断機を選定するのではなく、以下の項目を含むプロセス全体の要件を評価します。
- 加工対象物の材質。
- 部品図;
- 特徴寸法;
- 穴または切り込みの形状。
- 加工深さ
- 熱損傷耐性;
- 表面品質
- 必要な生産効率。
- 自動化の要件。
新規アプリケーションの場合、最終的なシステム構成を決定する前に、プロセス試験やサンプル評価を実施することができます。
グリーンストーン社に、材料情報、部品図面、目標形状寸法、加工要件をお送りください。当社の技術チームが用途を評価し、最適なウォータージェット誘導レーザー加工プロセスとレーザーマイクロマシニングシステムの構成をご提案いたします。

グリーンストーン社製 GLMJ6000 ウォータージェット誘導レーザーマイクロマシニングシステム
高精度レーザーマイクロ加工、マイクロ穴あけ、複雑な三次元加工を必要とする産業用途向けに、GREENSTONEは GLMJ6000 ウォータージェット誘導レーザーマイクロマシニングシステムこのシステムは、高精度5軸CNCプラットフォームとマイクロウォータージェット誘導レーザー技術を統合しており、複雑な部品を高精度な寸法精度、滑らかな切断面、そして最小限の熱影響で制御されたレーザー加工することを可能にします。
GLMJ6000は 532 nmパルスNd:YAGレーザー マイクロスケールのウォータージェットに同軸結合される。ウォータージェットに結合されたレーザービームは、安定した水柱内での全反射によってワークピースに向かって導かれる。この構成により、有効作業距離全体にわたってビームの発散が抑制されるとともに、連続的に流れる水が局所的な冷却を提供し、加工領域から溶融材料や加工屑を除去するのに役立つ。
A 500/600バールの高圧給水システム水圧の安定性は ±5バールマイクロウォータージェットの安定生成をサポート 50~120μmノズルと組み合わせると 平均レーザー出力400W と ビーム径300μmこのシステムは、精密レーザー穴あけ、マイクロ穴加工、精密切断、その他高度なレーザーマイクロ加工プロセス向けに設計されています。
5軸モーションプラットフォームは、加工範囲を提供します。 Xと B軸回転範囲は±120°です。 と C軸回転範囲は±190°です。5軸同時CNC制御により、レーザーウォータージェット加工ヘッドは複雑な3次元形状に追従し、曲面上でも必要な加工方向を維持することができます。
とともに 2000 × 1500 mmの作業台 そしてテーブルの最大耐荷重は 1500キロGLMJ6000は、精密部品と比較的大きな工業用ワークピースの両方に対応できます。位置決め精度は JIS規格では±10μm、ISO規格では±20μm繰り返し位置決め精度は JIS規格では±8μm、ISO規格では±15μm.
代表的な応用材料および構成要素には以下が含まれる。 金属、超硬合金、高反射性材料、炭化ケイ素、その他の硬質または脆性材料、精密時計部品、航空宇宙および航空機エンジン部品、精密金型材料特性、部品形状、加工要件に応じて、GREENSTONEは用途に特化したウォータージェット誘導レーザー加工ソリューションとシステム構成を開発できます。
GLMJ6000の技術仕様
| システム | 製品仕様 | |
|---|---|---|
| 光路システム | レーザーの種類 | Nd:YAG、パルス |
| 波長 | 532 nmの | |
| 平均パワー | 400 W | |
| ビーム径 | 直径300μm | |
| 水路システム | 水圧安定性 | ±5バール |
| 水圧 | 500 / 600バー | |
| ノズル径 | 50〜120μm | |
| ムーブメントシステム | 加工範囲 | 2000 × 1500 × 1000 mm、5軸 |
| B軸回転範囲 | 120°± | |
| C軸回転範囲 | 190°± | |
| X/Y/Z 位置決め精度 | ±10μm(JIS)/ 20μm(ISO) | |
| X/Y/Z繰り返し位置決め精度 | ±8μm(JIS)/ 15μm(ISO) | |
| 作業台サイズ | 2000×1500 mm | |
| 作業台の耐荷重 | 1500キロ | |
| CNCシステム | 華中848型5軸同時CNC | |
| 寸法・重量 | 装置の寸法 | X |
| レーザーキャビネットの寸法 | X | |
| 機器の重量 | 25,000キロ | |
| レーザーキャビネットの重量 | 700〜750 kg |
GREENSTONEは提供できます ウォータージェット誘導レーザープロセスの開発、アプリケーションテスト、サンプル加工、およびカスタマイズされた装置ソリューション ワークピースの材質、形状、マイクロホールまたは切削要件、および目標加工品質に応じて。 レーザーマイクロマシニング、精密レーザー穴あけ、レーザーマイクロ穴あけ、またはウォータージェット誘導レーザー加工 ご要望がございましたら、お気軽に弊社の技術チームまでお問い合わせください。申請内容の評価をさせていただきます。
マイケル・シア
マイケル・シェイ – 海外事業部長、グローバル事業開発リーダー、上級技術エンジニアリング専門家 マイケル・シェイは、グリーンストーンの海外事業部長であり、レーザークラッディング、DED金属積層造形、レーザー洗浄、レーザー焼入れ、産業機器の近代化、高度な製造システム統合など、多岐にわたる分野で深い専門知識とグローバルな事業リーダーシップを兼ね備えた、非常に多才な上級技術エンジニアリング専門家です。国際市場開発と産業技術の包括的な実装の両方において豊富な経験を持つマイケルは、多様な顧客アプリケーションにおける技術的卓越性を確保しながら、グリーンストーンのグローバル展開を推進する上で重要な役割を果たしています。彼の独自の専門的強みは、商業戦略、エンジニアリングの専門知識、そして…