Mikromesin Laser: Teknologi Laser Terpandu Pancaran Air, Sistem, dan Aplikasinya
Juli 3, 2026
{kind=link}
{kind=link}
{kind=link}
Pemesinan mikro laser Penggunaan laser semakin meluas untuk memproduksi lubang skala mikro, alur sempit, lekukan halus, dan fitur presisi kompleks pada material teknik canggih. Seiring dengan perkembangan mesin kedirgantaraan, perangkat semikonduktor, keramik teknis, dan komponen berkinerja tinggi yang beralih ke fitur yang lebih kecil dan persyaratan dimensi yang lebih ketat, pemesinan mekanis konvensional dan pemrosesan laser ruang bebas dapat menghadapi keterbatasan yang terkait dengan keausan alat, akumulasi panas, kontrol fokus, dan integritas permukaan.
Teknologi laser yang dipandu pancaran air menggabungkan energi laser berdenyut dengan pancaran air halus dan stabil. Sinar laser digabungkan ke dalam pancaran air dan diarahkan ke benda kerja melalui refleksi internal total pada antarmuka air-udara. Air yang mengalir secara bersamaan membantu pendinginan dan menghilangkan sebagian material yang meleleh atau terablasi dari zona pemrosesan.
Kombinasi ini menciptakan proses pemesinan mikro laser yang khas untuk pemotongan presisi, pengeboran mikro laser, dan penghilangan material yang terkontrol.
Tergantung pada material, geometri fitur, dan konfigurasi proses, pemesinan laser yang dipandu pancaran air dapat diterapkan pada superpaduan berbasis nikel, paduan titanium, keramik, silikon karbida, material semikonduktor, komposit yang diperkuat serat karbon, dan material terkait berlian.


Apa Itu Pemesinan Mikro Laser?
Mikromesin laser merujuk pada penggunaan energi laser yang terkontrol untuk menghasilkan fitur-fitur kecil dan berpresisi tinggi dengan cara menghilangkan material pada skala mikro atau mendekati skala mikro.
Proses tipikal meliputi:
- pengeboran mikro laser;
- pengeboran laser presisi;
- pengeboran lubang mikro laser;
- pemotongan mikro;
- pembuatan alur dan celah yang halus;
- pemesinan kontur presisi;
- penghapusan material lokal;
- Pemrosesan fitur mikro yang kompleks.
Berbeda dengan proses penggilingan atau pengeboran konvensional, pemrosesan laser tidak memerlukan alat potong untuk bersentuhan langsung dengan benda kerja. Hal ini menghilangkan keausan alat secara mekanis dan mengurangi gaya pemotongan pada komponen yang halus.
Namun, pemesinan mikro laser konvensional juga menghadirkan tantangan teknis.
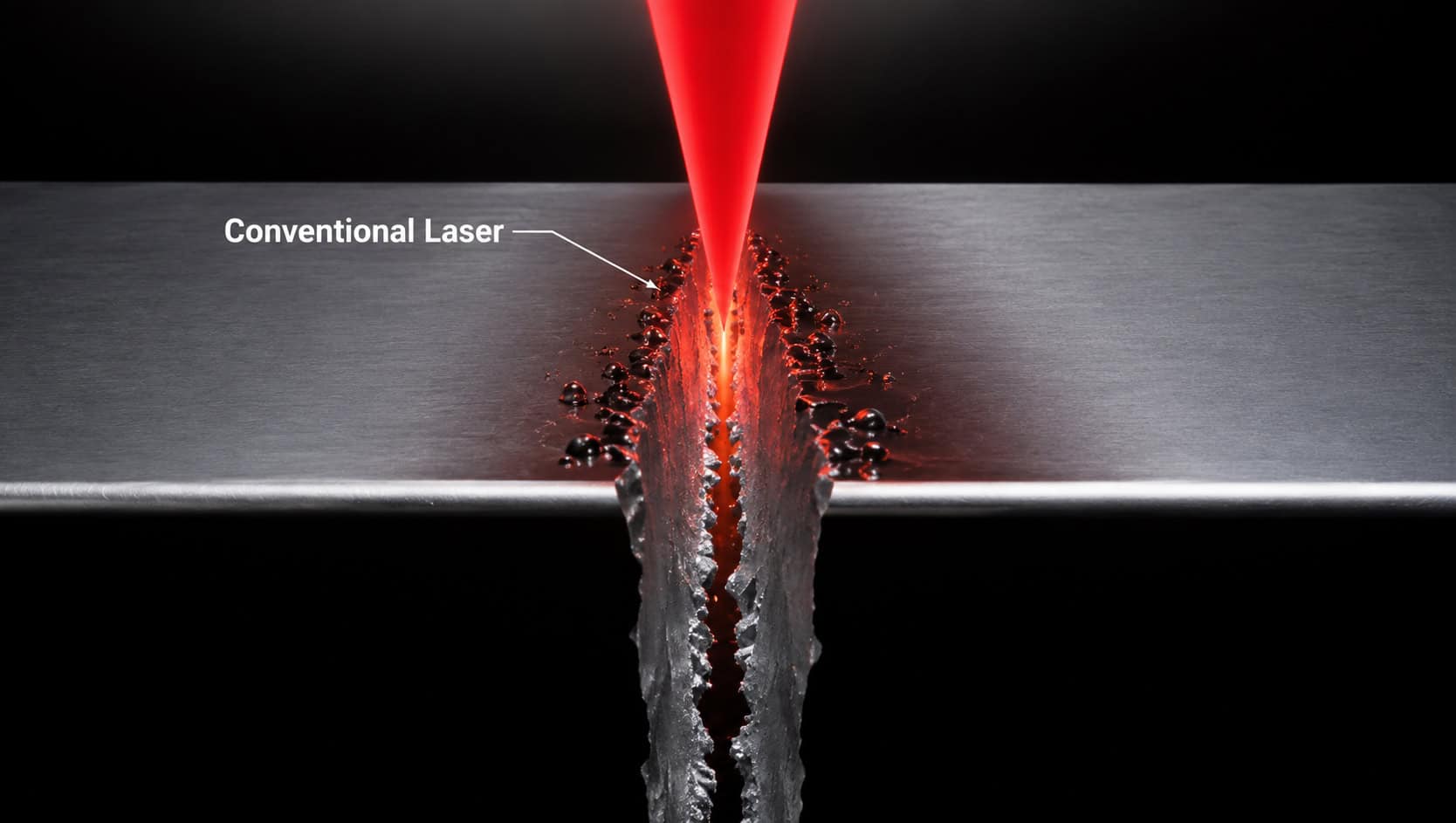
Sinar laser ruang bebas biasanya harus difokuskan secara akurat pada permukaan yang diproses. Zona pemrosesan yang bermanfaat dipengaruhi oleh kedalaman fokus, geometri permukaan, sudut datang sinar, dan posisi relatif antara sistem optik dan benda kerja.
Selama pemotongan atau pengeboran yang dalam, interaksi laser-material yang berulang juga dapat menghasilkan akumulasi panas, zona yang terpengaruh panas, material yang dibentuk ulang, oksidasi, penipisan, atau pengendapan serpihan. Tingkat keparahan efek ini sangat bergantung pada durasi pulsa laser, panjang gelombang, kepadatan daya, gas bantu, material, dan strategi proses.
Oleh karena itu, berbagai sistem pemesinan mikro laser telah dikembangkan untuk berbagai kebutuhan industri. Pemesinan laser yang dipandu pancaran air adalah salah satu teknologi khusus yang digunakan di mana presisi, pendinginan, dan pengiriman energi yang terkontrol sangat penting.
Apa Itu Teknologi Laser Terpandu Pancaran Air?
A laser yang dipandu pancaran air adalah teknologi pemesinan laser di mana sinar laser digabungkan secara koaksial ke dalam pancaran air tipis berkecepatan tinggi.
Pancaran air tersebut berfungsi sebagai pemandu optik yang fleksibel.
Dalam pemrosesan laser konvensional, berkas laser yang terfokus merambat melalui udara dari optik pemfokus ke benda kerja. Dalam pemesinan laser yang dipandu pancaran air, laser dimasukkan ke dalam pancaran air halus melalui struktur kopling optik dan nosel.
Karena perbedaan indeks bias antara air dan udara di sekitarnya, cahaya laser yang terhubung dengan tepat dapat terkurung di dalam kolom air melalui refleksi internal total.
Prinsip ini, dalam pengertian optik yang disederhanakan, dapat dibandingkan dengan panduan cahaya dalam serat optik.
Sinar laser yang dipandu air tersebut kemudian bergerak bersama pancaran air menuju benda kerja.
Di zona pemrosesan, laser menyediakan energi yang dibutuhkan untuk menghilangkan material, sementara air yang mengalir terus menerus dapat:
- dinginkan area pemrosesan lokal;
- batasi penumpukan panas yang berlebihan;
- menghilangkan sebagian serpihan hasil pemesinan;
- bersihkan material yang meleleh atau terkikis dari celah pemotongan;
- mengurangi kontaminasi permukaan;
- Mendukung pemrosesan yang lebih stabil dalam jarak kerja yang bermanfaat.
Teknologi ini terkadang dicari secara lebih luas sebagai sebuah laser pancaran airNamun, hal ini tidak boleh disamakan dengan pemotongan waterjet abrasif konvensional.
Pemesinan laser yang dipandu pancaran air pada dasarnya adalah proses penghilangan material berbasis laser.

Bagaimana Cara Kerja Teknologi Laser yang Dipandu Pancaran Air?
Proses laser yang dipandu pancaran air dapat dipahami melalui lima tahapan utama.
1. Pembangkitan dan Pemfokusan Sinar Laser
Sumber laser berdenyut menghasilkan berkas pemrosesan.
Parameter laser yang tepat bergantung pada material dan aplikasinya. Dalam konfigurasi teknis yang tercakup dalam data proses yang diberikan, rentang sistem yang representatif meliputi:
- Daya laser: sekitar 20–400 W;
- panjang gelombang: 532 nm;
- Durasi pulsa: sekitar 1–500 ns.
Nilai-nilai ini mewakili rentang konfigurasi teknis dan bukan persyaratan universal untuk setiap sistem laser yang dipandu pancaran air.
Sinar laser diarahkan melalui optik pemfokus menuju wilayah kopling optik.
Pengendalian yang akurat terhadap sudut datang laser, posisi berkas, dan jendela optik sangat penting karena kopling laser-ke-air yang efisien secara langsung memengaruhi pembatasan berkas dan stabilitas proses.
2. Penyambungan Laser ke Pancaran Air
Sinar terfokus memasuki ruang air bertekanan dan disejajarkan dengan nosel presisi.
Jendela optik, geometri kopling, dan nosel harus bekerja bersama untuk mencapai keselarasan koaksial antara laser dan pancaran air.
Diameter nosel representatif dalam rentang data teknis yang diberikan berkisar dari kira-kira:
20 hingga 100 m
Tekanan air dapat dikonfigurasi dalam rentang yang luas. Informasi proses referensi menunjukkan:
50 ke bilah 800
Tekanan aktual dan diameter nosel harus dipilih sesuai dengan stabilitas pancaran, jarak proses, parameter laser, dan ukuran fitur yang dibutuhkan.
Penyelarasan kopling yang buruk dapat menyebabkan kehilangan energi optik, panduan berkas yang tidak stabil, atau kerusakan lokal pada komponen kopling.
Oleh karena itu, kopling laser-air dengan efisiensi tinggi merupakan salah satu tantangan teknik utama dalam sistem laser yang dipandu pancaran air.
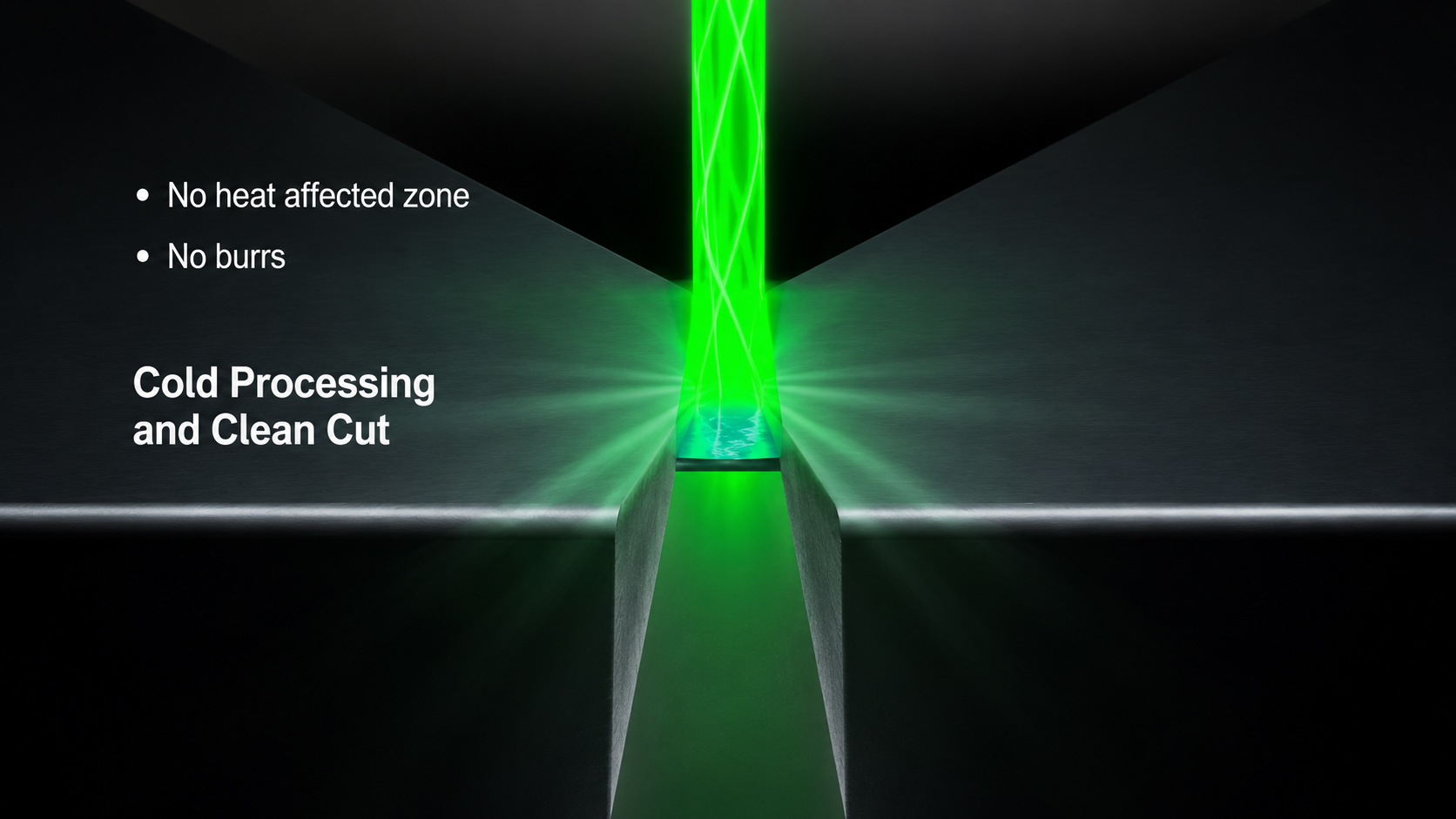
3. Panduan Laser dengan Refleksi Internal Total
Setelah memasuki pancaran air, sinar laser dipantulkan berulang kali pada antarmuka air-udara.
Refleksi internal total ini membatasi energi laser di dalam kolom air yang halus.
Alih-alih membentuk kerucut terfokus ruang bebas konvensional yang dengan cepat menyebar menjauh dari bidang fokus, energi laser mengikuti pancaran air pada jarak pemrosesan yang telah ditentukan.
Data teknis representatif menunjukkan jarak kerja sekitar:
5 – 50 mm
Jarak kerja efektif bergantung pada aplikasi dan sistem, serta dipengaruhi oleh stabilitas pancaran air, geometri nosel, tekanan, kopling laser, dan kondisi lingkungan.
Mekanisme pengiriman terarah ini adalah salah satu perbedaan mendasar antara teknologi laser terarah pancaran air dan pemesinan laser terfokus konvensional.
4. Interaksi Laser-Material
Ketika laser yang dipandu mencapai benda kerja, energi laser diserap oleh material tersebut.
Tergantung pada sifat material dan parameter laser, penghilangan material dapat melibatkan peleburan lokal, penguapan, ablasi, dan interaksi energi pulsa berulang.
Laser tetap menjadi sumber energi utama dalam proses pengolahan data.
Pancaran air bukanlah media pemotong yang abrasif.
Perbedaan ini penting karena teknologi ini tidak boleh diartikan sebagai mesin pemotong waterjet konvensional berukuran kecil.
Dalam konfigurasi yang dilaporkan dan spesifik untuk aplikasi tertentu, proses ini dapat digunakan pada ketebalan material mulai dari struktur presisi tipis hingga komponen yang jauh lebih tebal. Referensi teknis yang diberikan menunjukkan rentang ketebalan pemrosesan yang luas, yaitu sekitar:
0.01 hingga 30 mm
Kedalaman atau ketebalan yang sebenarnya dapat dicapai sangat bergantung pada material, geometri fitur, daya laser, karakteristik pulsa, dan strategi proses.
5. Pendinginan dan Evakuasi Puing
Pancaran air terus menerus berinteraksi dengan zona pemesinan.
Hal ini memberikan dua fungsi penting.
Pertama, air menghilangkan panas dari material di sekitarnya dan dapat mengurangi penumpukan panas yang berlebihan.
Kedua, aliran jet membantu membersihkan sisa-sisa hasil pemesinan dari area interaksi.
Hal ini dapat mengurangi penumpukan hasil peleburan ulang, residu yang menghitam akibat karbonisasi, dan pengendapan puing-puing dalam kondisi pemrosesan yang sesuai.
Oleh karena itu, pemesinan laser yang dipandu pancaran air sering dianggap sebagai proses laser dengan beban termal rendah dibandingkan dengan banyak konfigurasi pemesinan laser konvensional.
Namun, deskripsi yang akurat secara teknis adalah pengaruh termal yang berkurang, bukan "zona bebas panas tanpa syarat."
Efek termal akhir bergantung pada:
- sifat material;
- durasi pulsa laser;
- frekuensi pulsa;
- kepadatan daya;
- kecepatan pemrosesan;
- tekanan pancaran air;
- diameter jet;
- geometri fitur;
- jumlah tahapan pemrosesan.
Apakah Water Jet Laser Sama dengan Waterjet Cutting?
Nomor
Laser yang dipandu pancaran air dan sistem pemotongan pancaran air konvensional menggunakan mekanisme penghilangan material yang pada dasarnya berbeda.
| Proses | Laser yang Dipandu Pancaran Air | Pemotongan Waterjet Konvensional |
|---|---|---|
| Energi pengolahan primer | Energi laser | Air bertekanan tinggi atau partikel abrasif |
| Fungsi air | Panduan optik, pendinginan, dan pembuangan puing. | Erosi dan pemotongan mekanis |
| Sinar laser | Ya | Tidak |
| Media abrasif | Biasanya bukan mekanisme pemotongan utama | Umum digunakan dalam pemotongan waterjet abrasif. |
| Fokus khas | Pemesinan mikro presisi dan material canggih | Pemotongan material umum |
| Kemampuan fitur mikro | Cocok untuk fitur mikro presisi tertentu | Dibatasi oleh karakteristik jet dan abrasif |
Istilah laser pancaran air Istilah ini terkadang digunakan secara informal dalam pencarian dan diskusi teknis. Deskripsi teknis yang lebih tepat adalah:
Laser yang Dipandu Pancaran Air
atau:
Pemesinan Laser yang Dipandu Air
Untuk peralatan industri, Greenstone menggunakan istilah yang lebih luas. Sistem Pemesinan Laser yang Dipandu Pancaran Air karena teknologi ini dapat melakukan lebih dari sekadar memotong.
Aplikasinya dapat mencakup pengeboran, pemesinan lubang mikro, pembuatan alur, dan proses penghilangan material presisi lainnya.
Pemandu Laser Pancaran Air vs Pemrosesan Mikro Laser Konvensional
Mikromesin laser konvensional dan pemesinan laser yang dipandu pancaran air sama-sama menggunakan energi laser untuk menghilangkan material, tetapi mekanisme pengiriman sinar dan manajemen termalnya berbeda.
| Faktor Teknis | Laser yang Dipandu Pancaran Air | Mikromesin Laser Konvensional |
|---|---|---|
| Pengiriman laser | Dipandu di dalam pancaran air halus | Perambatan optik ruang bebas |
| Perilaku berkas | Dibatasi oleh pancaran air yang stabil | Dikendalikan oleh optik pemfokus |
| Zona kerja | Didefinisikan oleh stabilitas jet terarah | Sangat berkaitan dengan posisi fokus dan kedalaman fokus. |
| Pendinginan | Interaksi air yang berkelanjutan | Strategi pendinginan gas bantu atau terpisah |
| Penghapusan puing-puing | Pembilasan dengan bantuan air | Berbantuan gas atau bergantung pada proses |
| Akumulasi panas | Dapat dikurangi dalam kondisi yang dioptimalkan. | Sangat bergantung pada parameter pulsa dan proses. |
| Geometri celah | Sempit dan relatif konsisten dalam aplikasi yang sesuai. | Dapat dipengaruhi oleh fokus dan kedalaman. |
| Keausan alat | Tidak ada alat pemotong mekanis | Tidak ada alat pemotong mekanis |
| Permukaan kompleks | Tergantung pada aksesibilitas jet dan kontrol gerakan. | Bergantung pada akses optik dan kontrol fokus. |
Salah satu keterbatasan penting dari pemrosesan laser terfokus konvensional adalah variasi ukuran berkas cahaya di luar bidang fokus.
Selama pemotongan yang lebih dalam, interaksi antara berkas cahaya dan material dapat berubah seiring dengan pergeseran ujung proses dari posisi fokus optimal.
Hal ini dapat menyebabkan kemiringan celah pemotongan dan geometri dinding yang tidak seragam.
Berkas air yang stabil dapat mempertahankan penyaluran energi sepanjang pancaran air pada jarak pemrosesan yang bermanfaat. Dalam aplikasi yang sesuai, ini mendukung pemotongan yang sempit dan dinding samping yang lebih lurus.
Data aplikasi yang diberikan menunjukkan lebar celah laser berpemandu air yang representatif, yaitu sekitar:
60–90 m
Sebagai perbandingan, bahan referensi yang sama melaporkan lebar pemotongan kawat berlian sekitar:
80–120 m
Angka-angka ini harus diinterpretasikan sebagai data perbandingan spesifik aplikasi, bukan sebagai nilai universal untuk semua mesin dan material.
Kualitas permukaan adalah pertimbangan penting lainnya.
Pemotongan kawat berlian mekanis dapat meninggalkan bekas alat atau bekas abrasif, sementara beberapa proses laser termal konvensional dapat menghasilkan material hasil peleburan ulang, oksidasi, atau karbonisasi.
Dalam proses laser yang dipandu pancaran air yang dioptimalkan dengan baik, pembilasan air terus-menerus dapat meningkatkan pembuangan kotoran dan mengurangi residu yang disebabkan oleh panas.
Untuk aplikasi presisi tertentu, kekasaran permukaan yang dilaporkan dapat mencapai nilai di bawah ini:
Ra 1.0 mikron
Kekasaran permukaan sebenarnya tetap bergantung pada material, parameter proses, dan geometri yang dibutuhkan.
Sistem dan Peralatan Pemesinan Mikro Laser
Tidak ada satu pun sistem pemesinan mikro laser yang cocok untuk setiap material dan fitur mikro.
Teknologi pemesinan mikro laser industri meliputi:
- sistem laser nanodetik;
- sistem laser pikosekon;
- sistem laser femtosekon;
- sistem laser ultraviolet;
- Sistem laser yang dipandu pancaran air.
Pemesinan Mikro Laser Nanodetik
Laser nanodetik banyak digunakan untuk pemotongan, pengeboran, penandaan, dan penghilangan material di bidang industri.
Laser jenis ini dapat memberikan efisiensi pemrosesan yang relatif tinggi, tetapi durasi pulsa yang lebih panjang dibandingkan dengan laser pulsa ultra pendek dapat mengakibatkan interaksi termal yang lebih besar dengan material.
Mikromesin Laser Pikodetik dan Femtodetik
Laser pulsa ultra pendek mengurangi waktu yang tersedia bagi panas untuk menyebar ke material di sekitarnya.
Alat ini banyak digunakan untuk pemrosesan presisi di mana fitur yang sangat kecil dan kerusakan termal yang rendah diperlukan.
Namun, biaya sistem, kecepatan pemrosesan, dan kemampuan kedalaman harus dipertimbangkan untuk produksi industri.
Sistem Laser yang Dipandu Pancaran Air
Sistem laser yang dipandu pancaran air menghadirkan arsitektur proses yang berbeda.
Alih-alih hanya mengandalkan durasi pulsa untuk mengendalikan efek termal, sistem ini menggabungkan pemrosesan laser pulsa dengan panduan dan pendinginan air kontinu.
Sistem pemesinan mikro laser lengkap berbasis teknologi laser berpemandu air biasanya meliputi:
- sumber laser berdenyut;
- optik pengiriman berkas;
- modul kopling laser-air;
- jendela optik;
- nosel presisi;
- sistem air bertekanan tinggi;
- sistem penyaringan dan pengolahan air;
- sistem kontrol tekanan;
- platform gerak presisi;
- perangkat lunak kontrol proses;
- Penutup pengaman dan sistem bantu.
Sumber laser, sistem air, dan sistem pergerakan harus beroperasi sebagai platform proses terintegrasi.
Sekadar menggabungkan laser dengan nosel air bertekanan tinggi tidak akan menciptakan proses laser yang dipandu pancaran air yang stabil.
Teknologi Utama dalam Sistem Laser yang Dipandu Pancaran Air
Kopling Laser-Air Efisiensi Tinggi
Jendela optik dan struktur penghubung harus dirancang untuk mengontrol sudut datang laser, penyelarasan berkas, dan diameter pancaran air.
Penyelarasan koaksial yang presisi membantu meningkatkan pengurungan optik dan mengurangi kebocoran energi yang disebabkan oleh penyimpangan sudut atau posisi berkas yang salah.
Stabilitas dan Kontrol Pancaran Air
Pembentukan pancaran air yang stabil sangat penting untuk panduan laser yang konsisten.
Sistem kontrol tekanan presisi membantu mempertahankan parameter pancaran air.
Pengelolaan kualitas air dapat meliputi:
- osmosis terbalik;
- penghilangan gas vakum;
- penyaringan halus;
- jalur fluida terkontrol.
Optimalisasi saluran aliran dan strategi gas bantu juga dapat digunakan dalam desain sistem tertentu untuk meningkatkan stabilitas jet dan memperpanjang panjang jet yang stabil.
Optimasi Panjang Gelombang dan Daya Laser
Panjang gelombang laser harus dipertimbangkan dalam kaitannya dengan penyerapan air dan interaksi material.
Informasi teknis yang diberikan mengidentifikasi pengoperasian laser hijau 532 nm sebagai salah satu pendekatan representatif karena kesesuaiannya untuk kopling laser berpemandu air dalam arsitektur sistem tertentu.
Kepadatan daya laser, durasi pulsa, dan frekuensi pulsa kemudian harus disesuaikan sesuai dengan material dan tujuan pemesinan.
Daya laser yang lebih tinggi tidak selalu lebih baik.
Energi laser dan panjang pancaran air yang stabil harus diselaraskan untuk mengendalikan kehilangan nonlinier, beban termal, dan efisiensi proses.
Pengendalian Parameter Proses Terkoordinasi
Rentang proses ditentukan oleh interaksi parameter laser dan air.
Variabel penting meliputi:
- daya laser;
- energi pulsa;
- frekuensi pulsa;
- durasi pulsa;
- kecepatan pemrosesan;
- tekanan air;
- aliran air;
- diameter nosel;
- jarak aman;
- jumlah operan.
Untuk produksi industri, parameter-parameter ini harus dikembangkan sebagai resep proses lengkap untuk setiap material dan geometri fitur.
Pengeboran Mikro Laser dan Pemesinan Lubang Mikro Presisi
Pengeboran mikro laser adalah salah satu aplikasi terpenting dari pemesinan mikro laser.
Komponen industri semakin membutuhkan lubang kecil dengan ukuran yang terkontrol:
- diameter;
- kedalaman;
- lancip;
- orientasi;
- jarak;
- integritas permukaan.
Pengeboran mekanis menjadi sulit seiring dengan mengecilnya ukuran lubang atau meningkatnya kekerasan material.
Keausan pahat, kerusakan pahat, dan gaya pemotongan juga dapat menjadi masalah signifikan saat memproses keramik canggih, superalloy, atau struktur presisi tipis.
Pengeboran lubang mikro laser menghilangkan kebutuhan akan alat pemotong fisik.
Teknologi laser yang dipandu pancaran air menambahkan pendinginan dan pembilasan berbantuan air secara terus menerus pada proses pengeboran laser.
Hal ini sangat relevan ketika mengebor lubang mikro pada komponen di mana pembentukan ulang atau penumpukan panas yang berlebihan tidak diinginkan.
Geometri fitur tipikal dapat mencakup:
- lubang melingkar;
- lubang persegi;
- lubang persegi panjang;
- lubang berbentuk;
- lubang miring;
- mikro-apertur yang kompleks.
Contoh aplikasi yang disediakan menunjukkan geometri lubang melingkar, persegi, dan tidak beraturan, serta penampang lubang mikro pada paduan suhu tinggi dan material komposit matriks keramik.
Pengeboran Laser Presisi untuk Komponen Berkinerja Tinggi
Pengeboran laser presisi tidak hanya didefinisikan oleh kemampuan untuk membuat lubang kecil.
Kualitas fitur hasil pengeboran harus dievaluasi menggunakan berbagai parameter.
Diameter Lubang dan Akurasi Dimensi
Proses tersebut harus mempertahankan diameter yang dibutuhkan dalam batas toleransi teknik.
Parameter laser, diameter pancaran air, dan kontrol gerakan semuanya memengaruhi ukuran fitur akhir.
Lubang Lancip
Lubang yang meruncing dapat memengaruhi aliran gas, kinerja pendinginan, atau fungsi komponen.
Pengiriman laser dengan panduan air dapat mendukung transfer energi yang relatif konsisten sepanjang jalur pemrosesan dalam aplikasi yang sesuai, membantu mengendalikan kemiringan yang berlebihan.
Lapisan Pengecoran Ulang
Material yang meleleh dapat membeku kembali di dinding lubang yang dibor dengan laser.
Pancaran air yang mengalir terus menerus membantu menghilangkan sisa-sisa pemrosesan dan material cair dari zona interaksi.
Dalam kondisi yang dioptimalkan, hal ini dapat mengurangi akumulasi pengecoran ulang.
Daerah yang Terdampak Panas
Modifikasi termal pada material di sekitarnya sangat penting untuk paduan, komposit, dan komponen yang sensitif terhadap panas di bidang kedirgantaraan.
Pendinginan air dapat membatasi difusi termal yang berlebihan, meskipun respons termal akhir harus diverifikasi untuk setiap material dan proses.
Integritas Permukaan
Retakan mikro, delaminasi, oksidasi, dan cacat permukaan lainnya dapat mengurangi keandalan komponen.
Oleh karena itu, pengembangan proses pengeboran laser presisi harus mencakup inspeksi mikroskopis dan, jika diperlukan, inspeksi metalografi.
Material untuk Pemesinan Laser yang Dipandu Pancaran Air
Kesesuaian pemesinan laser yang dipandu pancaran air bergantung pada penyerapan laser, sifat termal, karakteristik mekanik, dan interaksi antara material dan lingkungan pemrosesan yang dibantu air.
Logam dan Paduan Suhu Tinggi
Aplikasi dapat mencakup:
- paduan super berbasis nikel;
- paduan titanium;
- baja tahan karat;
- logam berkinerja tinggi terpilih.
Bahan-bahan ini banyak digunakan dalam bidang kedirgantaraan dan teknik presisi.
Teknologi laser yang dipandu pancaran air sangat relevan untuk lubang kecil dan fitur presisi pada komponen di mana keausan alat konvensional atau akumulasi panas menimbulkan kesulitan dalam pemrosesan.
Komposit yang Diperkuat Serat Karbon
Komponen polimer yang diperkuat serat karbon semakin banyak digunakan dalam struktur kedirgantaraan.
Pemesinan konvensional dapat menghasilkan:
- penarikan serat;
- delaminasi;
- keausan alat;
- kerusakan tepi.
Pemrosesan laser menghadirkan tantangan yang berbeda, terutama kerusakan termal pada resin.
Pemrosesan laser dengan bantuan air dapat mengurangi penumpukan panas dan membantu menghilangkan serpihan.
Namun, parameter proses CFRP harus dioptimalkan untuk serat, matriks, dan struktur laminasi tertentu.
Keramik Teknis
Keramik teknis menggabungkan kekerasan, ketahanan aus, dan stabilitas termal, tetapi kerapuhannya membuat pemesinan konvensional menjadi sulit.
Materi terkait meliputi:
- alumina, Al₂O₃;
- aluminium nitrida, AlN;
- zirkonia, ZrO₂;
- silikon karbida, SiC;
- silikon nitrida, Si₃N₄;
- keramik yang dapat diolah dengan mesin.
Pemesinan laser yang dipandu pancaran air dapat digunakan untuk aplikasi pemotongan, pengeboran, dan pembuatan fitur presisi tertentu pada material ini.
Pengurangan gaya mekanis merupakan keuntungan penting karena proses ini tidak bergantung pada ujung pemotong fisik.
Semikonduktor dan Material Elektronik
Aplikasi potensial meliputi:
- silikon;
- silikon karbida;
- wafer semikonduktor terpilih;
- Struktur terkait GaAs;
- substrat elektronik.
Proses ini dapat digunakan untuk yang terpilih:
- pemotongan wafer;
- pembuatan alur presisi;
- pemesinan lubang mikro;
- pemrosesan tepi;
- penghilangan material lokal.
Pemrosesan semikonduktor memerlukan kontrol khusus aplikasi terhadap kontaminasi, pengelupasan, efek termal, dan akurasi fitur.
Berlian dan Material Superkeras
Intan, intan polikristalin, dan material superkeras terkait lainnya menghadirkan tantangan keausan pahat yang serius dalam pemesinan mekanis.
Pemesinan laser yang dipandu pancaran air telah diteliti dan diterapkan pada pemrosesan presisi material yang berkaitan dengan berlian.
Pendinginan air terus-menerus dapat mengurangi beban termal yang berlebihan, sementara energi laser menyediakan penghilangan material tanpa kontak.
Aplikasi dapat mencakup:
- pemotongan berlian;
- Pemesinan PCD;
- pemrosesan alat superkeras;
- Pembuatan kontur dengan presisi.
Mutu material, fase pengikat, dan integritas permukaan yang dibutuhkan harus dipertimbangkan selama pengembangan proses.
Aplikasi Industri Teknologi Laser Terpandu Pancaran Air
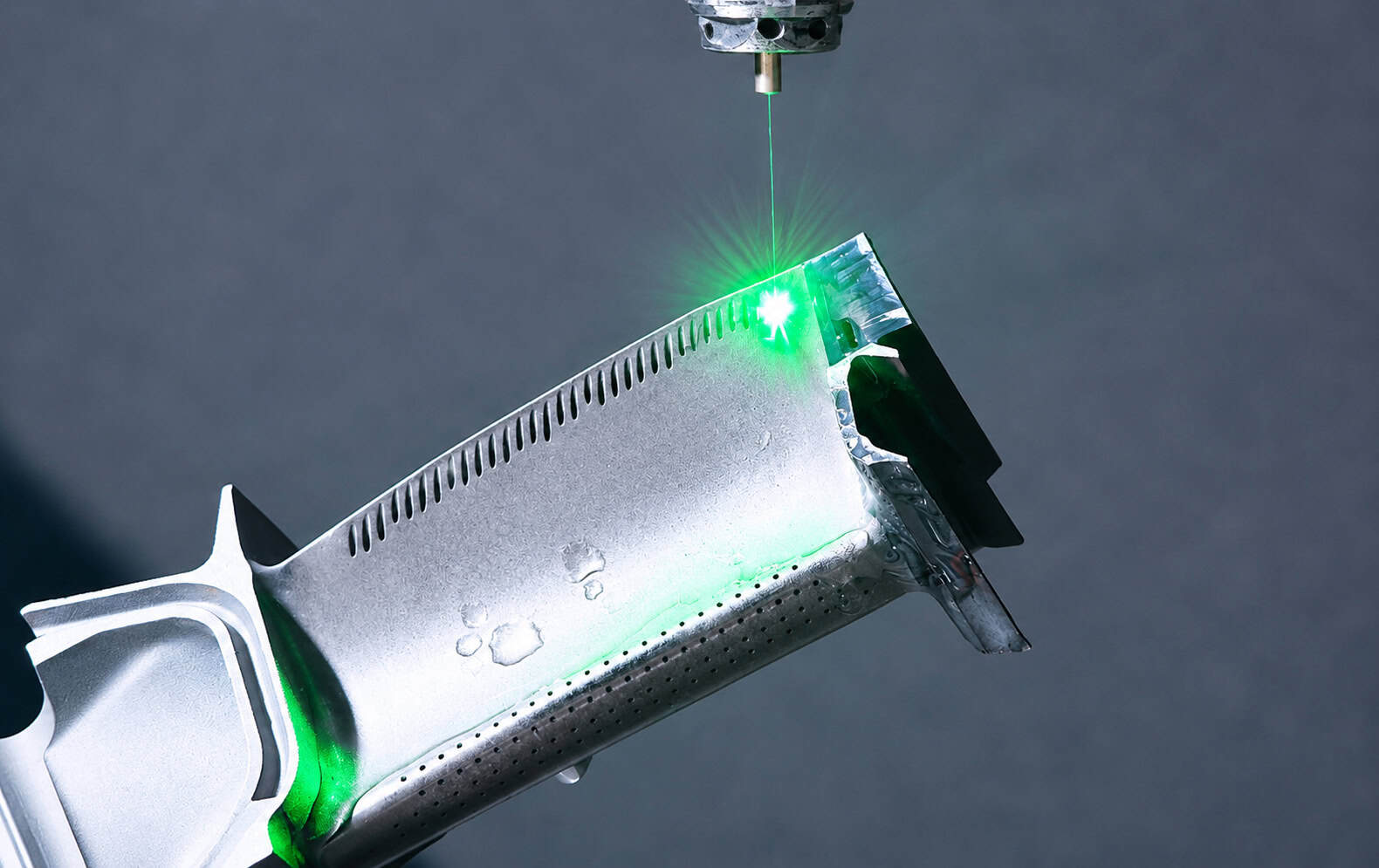
Komponen Dirgantara dan Mesin Pesawat Terbang
Komponen kedirgantaraan memerlukan kontrol ketat terhadap geometri, integritas permukaan, dan cacat pemrosesan.
Banyak material mesin pesawat terbang juga sulit dikerjakan menggunakan peralatan konvensional.
Teknologi laser yang dipandu pancaran air dapat diterapkan pada tugas pemrosesan tertentu yang meliputi:
- komponen ruang pembakaran;
- selubung turbin;
- bilah dan sudu turbin;
- lubang pendingin;
- paduan super berbasis nikel;
- komposit matriks keramik;
- Struktur kedirgantaraan CFRP.
Pengeboran mikro laser sangat relevan untuk struktur pendinginan mesin pesawat terbang.
Komponen turbin modern mungkin memerlukan sejumlah besar lubang pendingin kecil dengan diameter, orientasi, dan geometri yang terkontrol.
Contoh teknis yang diberikan menunjukkan geometri lubang mikro bulat, persegi, dan tidak beraturan, termasuk fitur pada paduan suhu tinggi dan struktur komposit matriks keramik.
Untuk komponen-komponen ini, evaluasi proses harus mempertimbangkan:
- kemiringan lubang;
- perombakan;
- modifikasi termal;
- retakan mikro;
- kondisi pelapisan;
- pengulangan fitur.
Semikonduktor dan Elektronika 3C
Dalam industri manufaktur komputer, komunikasi, dan elektronik konsumen, dimensi komponen terus mengecil.
Pemrosesan laser yang dipandu pancaran air dapat dievaluasi untuk pemrosesan presisi Si, SiC, dan beberapa material elektronik rapuh tertentu.
Contoh aplikasi meliputi:
- pemrosesan wafer;
- pemotongan substrat semikonduktor;
- pemotongan kristal;
- pembuatan alur presisi;
- pemesinan lubang mikro;
- pemrosesan tepi bantalan;
- Pemrosesan material elektronik tingkat lanjut.
Sifat mikromesin laser yang tanpa kontak menghilangkan keausan alat mekanis dan dapat mengurangi gaya pemotongan pada substrat yang rapuh.

Keramik Canggih
Keramik teknis digunakan dalam:
- elektronik;
- kedirgantaraan;
- sistem otomotif;
- teknologi medis;
- komponen industri presisi.
Kekerasan dan kerapuhannya yang tinggi membuat pengeboran dan pemotongan secara mekanis menjadi sulit.
Sistem laser yang dipandu pancaran air dapat diterapkan pada proses pemesinan mikro keramik tertentu di mana fitur yang sempit dan beban mekanis yang rendah diperlukan.
Teknik Presisi dan Komponen Konsumen
Bidang aplikasi potensial lainnya meliputi:
- roda gigi presisi;
- komponen jam tangan;
- komponen mikromekanik;
- lembaran logam;
- jarum presisi;
- perkakas dari bahan keras;
- filter mikro.
Proses ini sangat relevan terutama ketika penggunaan perkakas konvensional menjadi sulit karena dimensi fitur yang kecil atau kekerasan material.
Komponen Medis
Perangkat medis presisi dapat memerlukan fitur-fitur kecil pada komponen seperti:
- mendukung;
- jarum;
- struktur implan;
- komponen bedah mikro.
Setiap aplikasi medis memerlukan validasi terpisah terkait integritas material, kebersihan, dan persyaratan manufaktur.
Komponen Energi dan Industri Canggih
Potensi penerapannya juga dapat diperluas ke komponen-komponen tertentu dalam:
- teknologi surya;
- sistem energi;
- sistem injeksi bahan bakar;
- nosel presisi;
- komponen mesin canggih.
Kesesuaian pemrosesan laser yang dipandu pancaran air harus selalu dievaluasi berdasarkan material, dimensi fitur, dan tingkat produksi yang dibutuhkan.
Keunggulan Utama dan Pertimbangan Teknis
Teknologi laser yang dipandu pancaran air menawarkan beberapa potensi keunggulan, tetapi keunggulan ini bergantung pada integrasi proses yang tepat.
Fitur dengan Lebar Potongan Sempit dan Presisi
Pancaran air halus dan energi laser yang terkontrol dapat mendukung lebar pemotongan yang sempit.
Data spesifik aplikasi yang diberikan untuk pemrosesan laser berpemandu air melaporkan lebar celah dalam kisaran sekitar 60–90 m.
Pengurangan Akumulasi Panas
Interaksi air yang berkelanjutan menghilangkan panas dari zona pemrosesan.
Hal ini dapat mengurangi tingkat modifikasi termal dibandingkan dengan proses laser konvensional dalam kondisi aplikasi yang serupa.
Pembersihan Puing dengan Bantuan Air
Pancaran jet yang mengalir membantu menghilangkan serpihan hasil pemesinan dan produk pemrosesan.
Hal ini dapat meningkatkan kebersihan hasil pemotongan dan mengurangi penumpukan material sisa dalam kondisi yang optimal.
Tidak ada keausan alat mekanis.
Karena energi laser melakukan penghilangan material, tidak ada bor atau alat potong konvensional yang bersentuhan dengan benda kerja.
Hal ini sangat berharga khususnya untuk:
- berlian;
- SiC;
- keramik;
- paduan suhu tinggi;
- bahan lain yang sulit dikerjakan dengan mesin.
Jarak Pemrosesan Efektif yang Diperluas
Pancaran air mengarahkan laser melewati wilayah fokus ruang bebas konvensional.
Data proses representatif menunjukkan jarak kerja sekitar... 5 – 50 mm, tergantung pada sistem dan kondisi jet.
Efisiensi Proses
Untuk perbandingan pemotongan silikon karbida spesifik dalam data aplikasi yang diberikan, kecepatan pemotongan laser yang dipandu jet air sekitar 6–10 mm/mnt dilaporkan, dibandingkan dengan sekitar 2–4 mm/menit untuk pemotongan kawat berlian ke 1–2 mm/menit untuk pemotongan berbasis bubur.
Referensi yang sama menunjukkan potensi Peningkatan efisiensi pemrosesan 3–5 kali lipat untuk aplikasi SiC yang sebanding..
Angka-angka ini spesifik untuk material dan proses tertentu dan tidak boleh digeneralisasikan untuk setiap benda kerja.
Cara Memilih Sistem Mikromesin Laser
Pemilihan sistem mikromesin laser sebaiknya dimulai dari aplikasinya, bukan dari spesifikasi mesinnya.
Faktor-faktor berikut perlu dievaluasi.
1. Bahan Benda Kerja
Mengenali:
- mutu material;
- lapisan;
- struktur komposit;
- sifat termal;
- kerapuhan;
- Karakteristik penyerapan laser.
2. Geometri Fitur
Tentukan apakah proses tersebut memerlukan:
- pemotongan;
- pengeboran;
- pengeboran lubang mikro;
- pembuatan alur;
- alur;
- pemesinan kontur.
Untuk lubang, tentukan:
- diameter;
- kedalaman;
- sudut;
- persyaratan tirus;
- Jarak antar lubang.
3. Ketebalan Material dan Kedalaman Pemesinan
Kedalaman yang dibutuhkan secara langsung memengaruhi daya laser, strategi pemrosesan, dan waktu siklus.
Fitur yang kompleks mungkin memerlukan beberapa tahapan pemrosesan.
4. Toleransi Kerusakan Termal
Untuk paduan kedirgantaraan, CFRP, keramik, dan material semikonduktor, modifikasi termal yang diperbolehkan harus didefinisikan dengan jelas.
5. Kualitas Permukaan
Menentukan:
- kekasaran yang dibutuhkan;
- batasan yang diubah;
- kualitas tepi;
- persyaratan burr;
- retakan mikro yang diperbolehkan.
6. Kapasitas Produksi
Proses pemesinan mikro laser di laboratorium belum tentu otomatis cocok untuk produksi industri.
Waktu siklus, otomatisasi, dan pengulangan harus dievaluasi.
7. Inspeksi Proses
Untuk komponen-komponen penting, prosesnya mungkin memerlukan:
- mikroskopi optik;
- Inspeksi SEM;
- analisis penampang;
- pengukuran dimensi;
- evaluasi metalografi.
Oleh karena itu, sistem mikromesin laser yang tepat adalah kombinasi dari sumber laser, kontrol pancaran air, gerakan presisi, dan resep proses yang telah divalidasi.

Sistem Pemesinan Laser Terpandu Jet Air Greenstone
Greenstone menyediakan sistem pemesinan laser yang dipandu pancaran air dan layanan pengembangan aplikasi untuk pemesinan mikro laser presisi, pengeboran mikro laser, pengeboran laser presisi, dan pemrosesan material tingkat lanjut.
Pendekatan sistem kami mengintegrasikan sumber laser, modul kopling laser-air, kontrol pancaran air presisi, platform gerak, dan sistem kontrol proses sesuai dengan kebutuhan material dan pemesinan pelanggan.
Aplikasi dapat dievaluasi untuk material teknik canggih termasuk paduan suhu tinggi, paduan titanium, keramik teknis, silikon karbida, material semikonduktor, struktur komposit, dan material berlian atau superkeras tertentu.
Alih-alih memilih mesin pemotong laser jet air hanya berdasarkan daya laser, Greenstone mengevaluasi persyaratan proses secara keseluruhan, termasuk:
- bahan benda kerja;
- gambar komponen;
- dimensi fitur;
- geometri lubang atau celah;
- kedalaman pemesinan;
- toleransi kerusakan termal;
- kualitas permukaan;
- efisiensi produksi yang dibutuhkan;
- persyaratan otomatisasi.
Untuk aplikasi baru, pengujian proses dan evaluasi sampel dapat dilakukan sebelum konfigurasi sistem akhir ditentukan.
Kirimkan informasi material, gambar komponen, dimensi fitur target, dan persyaratan pemesinan Anda ke Greenstone. Tim teknis kami dapat mengevaluasi aplikasi dan merekomendasikan proses laser yang dipandu jet air dan konfigurasi sistem pemesinan mikro laser yang sesuai.

Sistem Pemesinan Mikro Laser Terpandu Waterjet GREENSTONE GLMJ6000
Untuk aplikasi industri yang membutuhkan pemesinan mikro laser presisi tinggi, pengeboran lubang mikro, dan pemrosesan tiga dimensi yang kompleks, GREENSTONE menyediakan Sistem Pemesinan Mikro Laser Terpandu Waterjet GLMJ6000Sistem ini mengintegrasikan platform CNC lima sumbu presisi tinggi dengan teknologi laser yang dipandu oleh mikro-waterjet, memungkinkan pemrosesan laser terkontrol pada komponen kompleks dengan akurasi dimensi tinggi, permukaan potongan yang halus, dan pengaruh termal minimal.
GLMJ6000 menggunakan Laser Nd:YAG berdenyut 532 nm Dihubungkan secara koaksial ke dalam pancaran air skala mikron. Setelah terhubung ke pancaran air, sinar laser diarahkan ke benda kerja melalui refleksi internal total di dalam kolom air yang stabil. Konfigurasi ini menekan divergensi sinar pada jarak kerja efektif, sementara air yang mengalir terus menerus memberikan pendinginan lokal dan membantu menghilangkan material cair dan serpihan hasil pemesinan dari zona pemrosesan.
A Sistem air bertekanan tinggi 500/600 bar, dengan stabilitas tekanan air sebesar ±5 batang, mendukung pembangkitan mikro-waterjet yang stabil melalui Nozel 50–120 μm. Dikombinasikan dengan sebuah Daya laser rata-rata 400 W dan Diameter berkas 300 μmSistem ini dirancang untuk pengeboran laser presisi, pemesinan lubang mikro, pemotongan halus, dan proses pemesinan mikro laser lainnya yang menuntut ketelitian tinggi.
Platform gerak lima sumbu menyediakan jangkauan pemesinan seluas... 2000 × 1500 × 1000 mm, Dengan Rentang rotasi sumbu B sebesar ±120° dan Rentang rotasi sumbu C sebesar ±190°Kontrol CNC simultan lima sumbu memungkinkan kepala pemrosesan laser-waterjet untuk mengikuti geometri tiga dimensi yang kompleks dan mempertahankan orientasi pemrosesan yang dibutuhkan pada permukaan yang berkontur.
Dengan Meja kerja berukuran 2000 × 1500 mm dan kapasitas beban meja maksimum sebesar 1500 kg, GLMJ6000 dapat mengakomodasi komponen presisi dan benda kerja industri yang relatif besar. Akurasi posisinya mencapai ±10 μm menurut JIS / 20 μm menurut ISO, sementara akurasi penentuan posisi berulang mencapai ±8 μm menurut JIS / 15 μm menurut ISO.
Bahan dan komponen aplikasi tipikal meliputi: logam, karbida semen, material dengan daya pantul tinggi, silikon karbida dan material keras atau rapuh lainnya, komponen jam tangan presisi, suku cadang kedirgantaraan dan mesin pesawat terbang, serta cetakan presisiBergantung pada karakteristik material, geometri komponen, dan persyaratan pemesinan, GREENSTONE dapat mengembangkan solusi pemrosesan laser yang dipandu waterjet khusus untuk aplikasi tertentu dan konfigurasi sistem.
Spesifikasi Teknis GLMJ6000
| System | Parameter | Spesifikasi |
|---|---|---|
| Sistem Jalur Optik | Tipe Laser | Nd:YAG, berdenyut |
| Panjang gelombang | 532 nm | |
| Kekuatan rata rata | 400 W | |
| Diameter balok | Ø300 μm | |
| Sistem Jalur Air | Stabilitas Tekanan Air | ±5 batang |
| Tekanan air | 500/600 batang | |
| Nozzle Diameter | 50–120 m | |
| Sistem Pergerakan | Rentang Pemesinan | 2000 × 1500 × 1000 mm, 5 sumbu |
| Rentang Rotasi Sumbu B | ± 120 ° | |
| Rentang Rotasi Sumbu C | ± 190 ° | |
| Akurasi Pemosisian X/Y/Z | ±10 μm (JIS) / 20 μm (ISO) | |
| Akurasi Pengulangan Posisi X/Y/Z | ±8 μm (JIS) / 15 μm (ISO) | |
| Ukuran Meja Kerja | 2000 × 1500 mm | |
| Kapasitas Beban Meja Kerja | 1500 kg | |
| Sistem CNC | CNC simultan lima sumbu Huazhong 848 | |
| Dimensi & Berat | Dimensi Peralatan | 6200 × 4200 × 4700 mm |
| Dimensi Kabinet Laser | 700 × 2300 × 1720 mm | |
| Berat peralatan | 25,000 kg | |
| Berat Kabinet Laser | 700–750 kg |
GREENSTONE dapat menyediakan Pengembangan proses laser yang dipandu waterjet, pengujian aplikasi, pemesinan sampel, dan solusi peralatan yang disesuaikan. Sesuai dengan material benda kerja, geometri, persyaratan lubang mikro atau pemotongan, dan kualitas pemrosesan yang ditargetkan. Pelanggan dengan kebutuhan spesifik. pemesinan mikro laser, pengeboran laser presisi, pengeboran lubang mikro laser, atau pemrosesan laser yang dipandu waterjet. Jika Anda memiliki persyaratan, silakan hubungi tim teknis kami untuk evaluasi aplikasi.
Michael shea
Michael Shea – Direktur Luar Negeri, Pemimpin Pengembangan Bisnis Global & Pakar Teknik Senior Michael Shea menjabat sebagai Direktur Luar Negeri Greenstone dan seorang pakar teknik senior yang sangat serbaguna, menggabungkan kepemimpinan bisnis global dengan keahlian multidisiplin yang mendalam di bidang pelapisan laser, manufaktur aditif logam DED, pembersihan laser, pendinginan laser, modernisasi peralatan industri, dan integrasi sistem manufaktur canggih. Dengan pengalaman luas dalam pengembangan pasar internasional dan implementasi teknologi industri spektrum penuh, Michael memainkan peran penting dalam mendorong ekspansi global Greenstone sambil memastikan keunggulan teknis di berbagai aplikasi pelanggan. Kekuatan profesionalnya yang unik terletak pada integrasi strategi komersial, keahlian teknik, dan…