Laserverhouksen korjaus petrokemian laitteille
Sovellustapauksen yleiskatsaus
Petrokemian laitteita käytetään erittäin aggressiivisissa ympäristöissä, jotka sisältävät CO₂:ta, H₂S:ää, Cl⁻:a ja muita syövyttäviä aineita, usein korkeissa lämpötiloissa ja paineissa porareiän alla. Nämä ankarat työympäristöt johtavat usein esiintyviin vikoihin, kuten korroosioon, perforaatioon ja kulumisesta johtuviin vaurioihin, jotka vaikuttavat vakavasti öljykenttien tuotannon tehokkuuteen ja turvallisuuteen.
Perinteiset pintakäsittelymenetelmät – kuten hiiletys ja nitraus, martensiittinen karkaisu, korkean kromipitoisuuden kulutusta kestävä käsittely ja ionnitraus – kärsivät suuresta energiankulutuksesta, alhaisemmasta prosessitehokkuudesta, ympäristön saastumisesta ja korkeista korjauskustannuksista, ja niiden tehokkuus on rajallinen vaativissa öljy- ja kaasusovelluksissa.
Laserpinnoitustekniikka tarjoaa edistyneen ratkaisun parantamalla merkittävästi petrokemian komponenttien kulumiskestävyyttä, korroosionkestävyyttä, lämmönkestävyyttä ja hapettumisenkestävyyttä. Metallurgisen sidoksen ja kontrolloitujen pinnoitusominaisuuksien avulla laserpinnoitus parantaa öljykenttä- ja petrokemian ankarissa ympäristöissä toimivien laitteiden käyttöikää, toimintavarmuutta ja yleistä suorituskykyä samalla, kun se vähentää seisokkiaikoja ja ylläpitokustannuksia.
{kind=link}
{kind=link}
{kind=link}
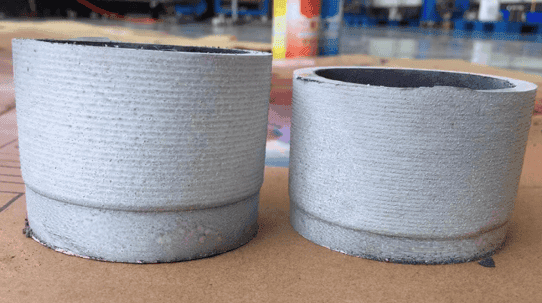
Kohtaus 1: Imukupin korjaus
Öljykenttien imutankojen käyttö on alttiita epäkeskiselle kulumiselle, korroosiolle ja muille käyttörasituksille, mikä johtaa usein toistuviin vaurioihin ja laajamittaiseen vuosittaiseen vaihtotarpeeseen. Laserpinnoitus mahdollistaa kuluneiden imutankojen tehokkaan kunnostuksen ja uudelleenkäytön, mikä palauttaa pinnan suorituskyvyn ja pidentää käyttöikää. Kierrättämällä olemassa olevat imutangot ja vähentämällä uusien komponenttien tarvetta laserpinnoitus alentaa merkittävästi öljynporauskustannuksia, säästää resursseja ja parantaa öljykenttien toiminnan yleistä taloudellista tehokkuutta.
Laserverhouksen tärkeimmät edut imutankojen osalta
Vahva metallurginen sidos verhouskerroksen ja alustan välillä, tiheät ja virheettömät pinnoitteet
Optimoitu seosjauheen koostumus; kovuus jopa ≥60 HRC
Täysin vihreä prosessi ilman saasteita
Tarkka ja hallittava prosessointi sopii monimutkaisille komponenteille
Merkittävä korjauskustannusten lasku ja prosessoinnin tehokkuuden parantuminen


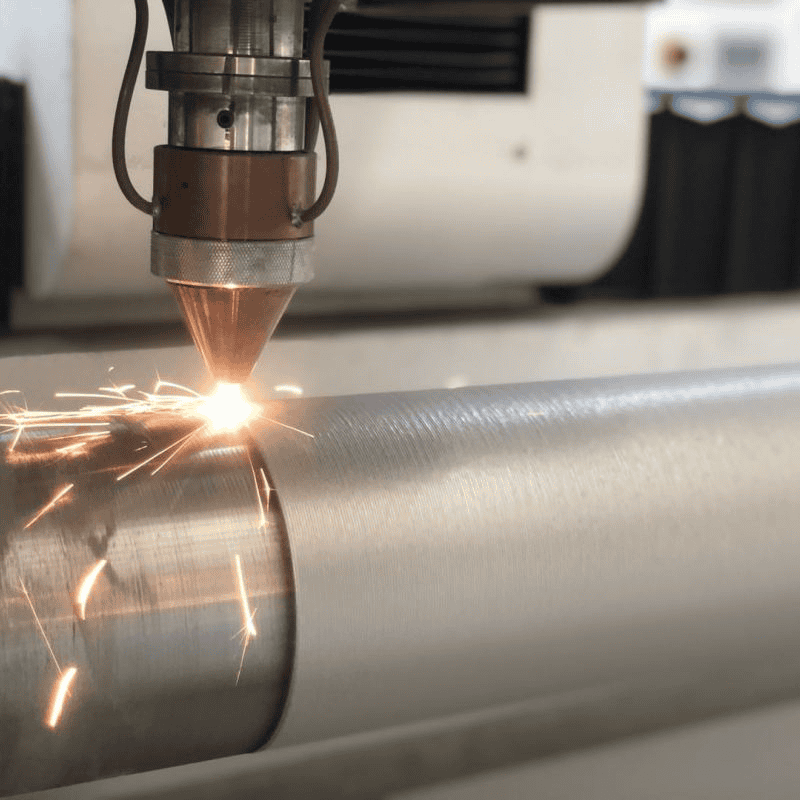
Kohtaus 2: Männänvarren korjaus
Korkeapainemäntäpumput ovat olennaisia laitteita öljyn ja kaasun poraamisessa, ja niitä käytetään laajalti murtamisessa, sementoinnissa ja veden injektoinnissa. Käytön aikana männänvarret altistuvat korkeataajuiselle edestakaiselle kitkalle, syövyttäville aineille ja kovien hiukkasten aiheuttamalle eroosiosle, mikä johtaa nopeaan kulumiseen ja merkittävästi lyhentää käyttöikää.
Perinteisillä korjausmenetelmillä, kuten galvanointi ja ruiskuhitsaus, on omat rajoituksensa, mukaan lukien pinnoitevirheet, heikko sidoslujuus ja negatiiviset vaikutukset alustaan. Laserpinnoitus tarjoaa erinomaisen ratkaisun, joka tarjoaa erinomaisen pinnoitteen laadun ja minimaalisen vaikutuksen perusmateriaaliin. Etuja ovat korkea prosessointitehokkuus, alhainen lämmöntuonti, minimaalinen muodonmuutos, alhainen laimennusnopeus, säädettävä pinnoitteen paksuus, sileä pinnoituspinta ja vähentyneet viimeistelyvaatimukset. Tämä parantaa kestävyyttä, pidentää käyttöikää ja alentaa männänvarsien huoltokustannuksia vaativissa öljykenttäsovelluksissa.
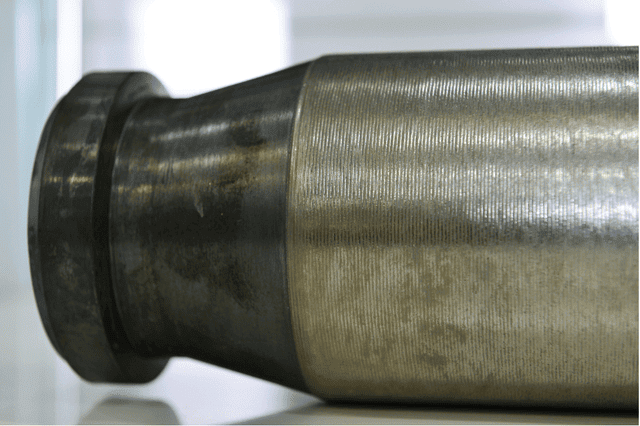

Kohtaus 3: Öljyputkien suorituskyvyn parannus
Ankarissa öljykaivon käyttöolosuhteissa öljyputket ovat erittäin alttiita jännityskorroosiohalkeilulle. Syövyttävien aineiden ja mekaanisen kuormituksen yhteisvaikutukset aiheuttavat asteittaista halkeamien kasvua, mikä lopulta johtaa murtumiin ja alasajohäviöihin.
Laserpinnoitus voi paitsi palauttaa vaurioituneet putket alkuperäisiin mittoihinsa, myös parantaa merkittävästi perusmateriaalin mekaanisia ominaisuuksia ja korroosionkestävyyttä. Tämä tekee siitä erittäin arvokkaan teknologian porausreikien putkijärjestelmien käyttöiän pidentämiseksi ja luotettavuuden parantamiseksi.
Tärkeimmät edut
Käyttää erikoistuneita Greenstone-seosjauheita, joiden kovuus on yli 60 HRC
Tyypillinen verhoilun paksuus ~ 0.75 mmsileillä, halkeilemattomilla pinnoilla
Hyvin alhainen laimennusaste; litteä, hyvin määritelty fuusiolinja näkyy metallografisessa tutkimuksessa
Minimaalinen vaikutus putken halkaisijaan ja pyöreyteen; lyhytliitosiset kierreliitokset pysyvät ennallaan