Laserauftragschweißreparatur für Bauteile metallurgischer Anlagen
Übersicht über Anwendungsfälle
Komponenten metallurgischer Anlagen arbeiten typischerweise unter extremen Betriebsbedingungen, darunter hohe Temperaturen, schwankende Belastungen, zyklische Temperaturschocks, Korrosion, Verschleiß und Materialermüdung. Viele Gusseisenteile sind stark korrosions- und verschleißanfällig und erfordern daher häufigen Austausch und Wartung. In der Blechproduktion stellen Walz- und Förderrollen besonders hohe Anforderungen an die Oberflächenqualität. Für diese weit verbreiteten und wartungsintensiven Teile sind die Verlängerung der Lebensdauer und die Senkung der Wartungskosten entscheidend für die Weiterentwicklung der Branche.
Derzeit werden Oberflächenschutzschichten für Bauteile aus Stahl und metallurgischen Anlagen hauptsächlich durch Galvanisierung, thermisches Spritzen und Lichtbogenschweißen hergestellt. Die Einführung von Laserauftragstechnologie Das Laserauftragschweißen bietet eine deutlich verbesserte Beschichtungsbeständigkeit und längere Lebensdauer bei gleichzeitig reduziertem Reparaturaufwand. Zudem ermöglicht es eine größere Flexibilität bei der Steuerung von Schichtdicke und -eigenschaften und ist somit eine überlegene Lösung für die Oberflächenverfestigung und verschleißfeste Instandsetzung in metallurgischen Anwendungen.
{kind=link}
{kind=link}
{kind=link}
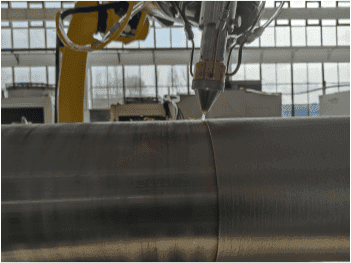
Szene 1: Laserauftragschweißen für Walzwerkswalzen
Walzen in Walzwerken sind die wichtigsten Verschleißteile in der Stahlindustrie. Ihre Qualität beeinflusst unmittelbar die Effizienz des Walzwerks und die Oberflächenqualität des Endprodukts, weshalb fortschrittliche Oberflächenbehandlungstechnologien unerlässlich sind. Typische Walzenverschleißarten sind thermische Rissbildung, Abplatzungen, Ermüdungsverschleiß und abrasiver Verschleiß.
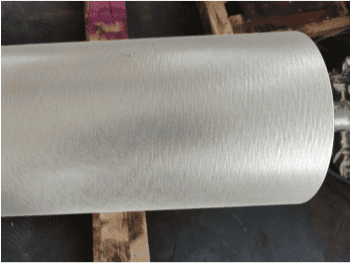
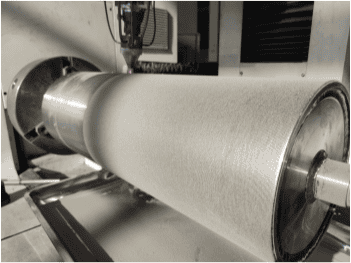
Die Laserauftragschweißtechnologie ermöglicht die Auswahl optimierter Legierungspulver und Prozessparameter basierend auf Walzenmaterial, Arbeitsbedingungen und technischen Anforderungen. Dieses Verfahren erzielt eine starke metallurgische Verbindung zwischen Beschichtung und Substrat und bildet eine dichte Beschichtungsschicht mit einer Oberflächenhärte von typischerweise 50–60 HRC, wodurch die Verschleiß- und Schlagfestigkeit deutlich verbessert wird.
Im Vergleich zu herkömmlichen Reparaturtechnologien Hochgeschwindigkeits-Laserauftragschweißen Die Beschichtung ermöglicht eine geringere Wärmeeinbringung, minimiert die Wärmeeinflusszone und vermeidet eine übermäßige Härtung des Grundmaterials, die die Bearbeitung behindern kann. Sie weist eine gleichmäßige Härteverteilung auf und verhindert so lokale Härtestellen, die Stahlplatten zerkratzen könnten. Dadurch erreichen laserplattierte Walzen eine um ein Vielfaches verbesserte Haltbarkeit, Verschleißfestigkeit und Schlagfestigkeit, was die Lebensdauer erheblich verlängert und die Wartungskosten in der Stahlproduktion senkt.
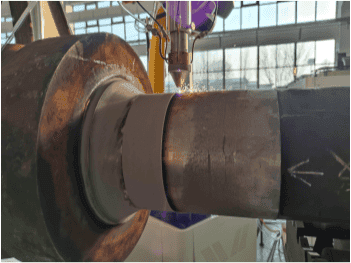
Szene 2: Laserauftragschweißen für Führungsrollen
Führungsrollen sind wichtige Verschleißteile in Warmwalzwerksanlagen und tragen wesentlich zur Anlagenverfügbarkeit und Produktionseffizienz bei. Im Betrieb weisen viele Führungsrollen jedoch unzureichende Hitzebeständigkeit, Stahlhaftung, geringe Verschleißfestigkeit und ungenügende Beständigkeit gegen thermische Ermüdung auf. Diese Probleme verkürzen die Lebensdauer und beeinträchtigen die Produktqualität.
Die Laserauftragschweißtechnologie bietet aufgrund ihrer geringe Verdünnungsrate, kleine Wärmeeinflusszone und einfache AutomatisierungDurch die Auswahl optimierter Beschichtungslegierungen und Prozessparameter verbessert das Laserauftragschweißen die Verschleißfestigkeit, Korrosionsbeständigkeit, Dauerfestigkeit und Rissbeständigkeit des Führungsrades signifikant. Typische Beschichtungsdicken liegen im Bereich von 1 – 3 mm, wobei die Oberflächenhärte oft überstieg 60 HRC.
Nach dem Laserauftragschweißen können Führungsrollen mit deutlich verlängerter Lebensdauer wiederverwendet werden, was die Anlagenverfügbarkeit verbessert und deutliche Reduzierung der Wartungs- und Betriebskosten bei Anwendungen im Stahlwalzwerk.

