Laserové mikroobrábění: Technologie, systémy a aplikace laserového obrábění s vodním paprskem
3. července, 2026
{kind=link}
{kind=link}
{kind=link}
Laserové mikroobrábění se stále častěji používá k výrobě mikroskopických otvorů, úzkých řezných spár, jemných drážek a složitých přesných prvků v pokročilých inženýrských materiálech. Vzhledem k tomu, že letecké motory, polovodičové součástky, technická keramika a vysoce výkonné součástky se posouvají směrem k menším prvkům a přísnějším rozměrovým požadavkům, může konvenční mechanické obrábění a laserové obrábění ve volném prostoru čelit omezením souvisejícím s opotřebením nástroje, akumulací tepla, kontrolou ohniska a integritou povrchu.
Technologie laserového paprsku s vodním paprskem kombinuje pulzní laserovou energii s jemným, stabilním vodním paprskem. Laserový paprsek je spojen s vodním paprskem a veden k obrobku úplným vnitřním odrazem na rozhraní voda-vzduch. Proudící voda současně napomáhá chlazení a odstraňuje část roztaveného nebo ablačního materiálu z obráběcí zóny.
Tato kombinace vytváří charakteristický proces laserového mikroobrábění pro přesné řezání, laserové mikrovrtání a řízené odstraňování materiálu.
V závislosti na materiálu, geometrii prvku a konfiguraci procesu lze laserové obrábění s vodním paprskem aplikovat na superslitiny na bázi niklu, titanové slitiny, keramiku, karbid křemíku, polovodičové materiály, kompozity vyztužené uhlíkovými vlákny a materiály podobné diamantům.


Co je laserové mikroobrábění?
Laserové mikroobrábění označuje použití řízené laserové energie k výrobě malých, vysoce přesných prvků odebíráním materiálu v mikroskopickém nebo téměř mikroskopickém měřítku.
Mezi typické procesy patří:
- laserové mikrovrtání;
- přesné laserové vrtání;
- laserové mikrovrtání otvorů;
- mikrořezání;
- jemné drážkování a obrážení;
- přesné obrábění kontur;
- lokalizované odstraňování materiálu;
- obrábění složitých mikroprvků.
Na rozdíl od konvenčního frézování nebo vrtání laserové obrábění nevyžaduje fyzický kontakt řezného nástroje s obrobkem. Tím se eliminuje mechanické opotřebení nástroje a snižují se řezné síly na jemných součástech.
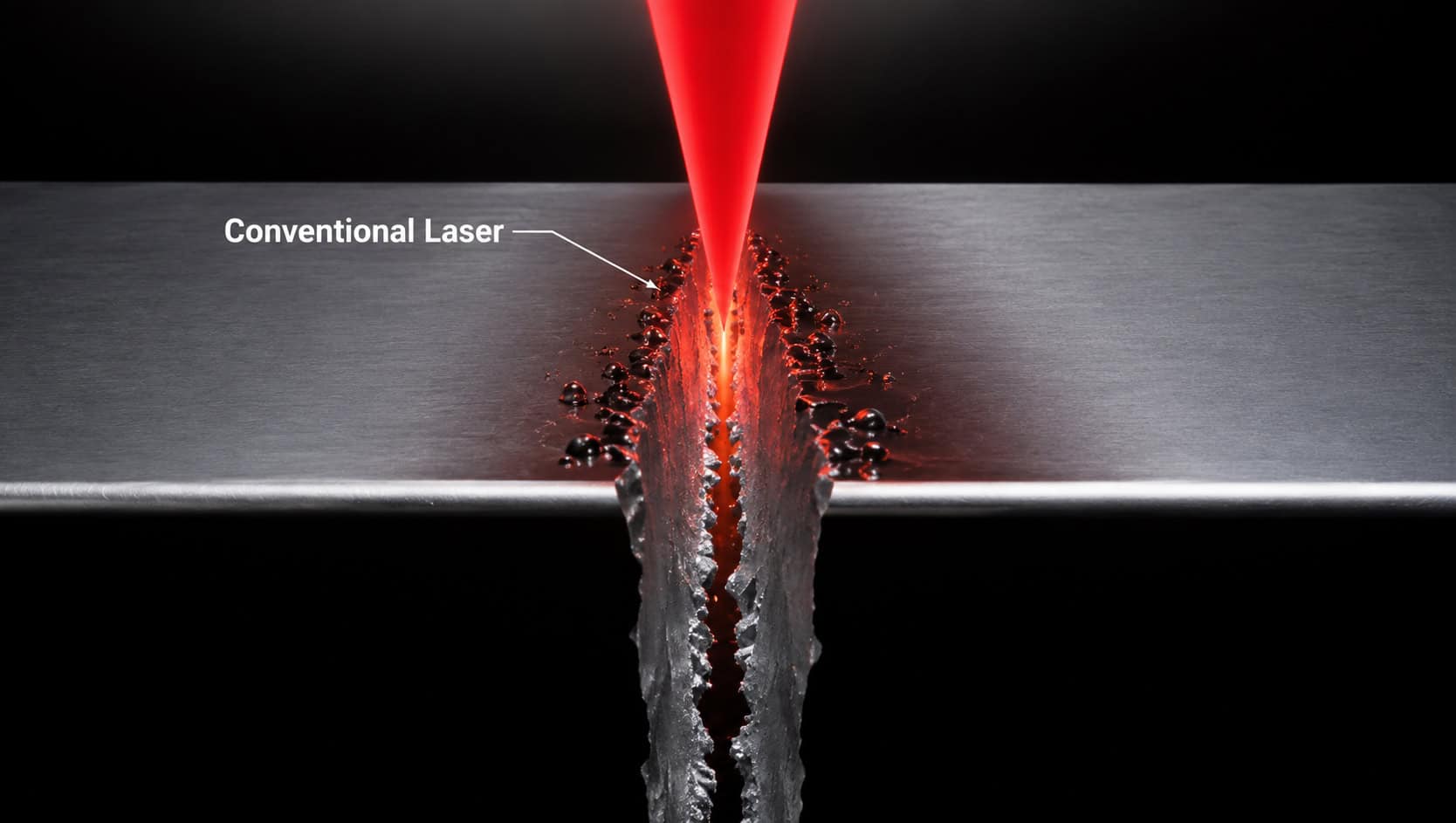
Konvenční laserové mikroobrábění však představuje i technické výzvy.
Laserový paprsek ve volném prostoru musí být obvykle přesně zaostřen na obráběný povrch. Užitečná obráběcí zóna je ovlivněna hloubkou ohniska, geometrií povrchu, úhlem dopadu paprsku a relativní polohou mezi optickým systémem a obrobkem.
Během hlubokého řezání nebo vrtání může opakovaná interakce laseru s materiálem také vést k akumulaci tepla, vzniku tepelně ovlivněné zóny, přepracování materiálu, oxidaci, zúžení nebo usazování úlomků. Závažnost těchto účinků silně závisí na délce laserového pulzu, vlnové délce, hustotě výkonu, pomocném plynu, materiálu a strategii procesu.
Z tohoto důvodu byly vyvinuty různé systémy laserového mikroobrábění pro různé průmyslové požadavky. Obrábění laserem s vodním paprskem je jednou ze specializovaných technologií používaných tam, kde je obzvláště důležitá přesnost, chlazení a řízené dodávání energie.
Co je laserová technologie s vodním paprskem?
A laser s naváděním vodním paprskem je technologie laserového obrábění, při které je laserový paprsek koaxiálně spojen s tenkým, vysokorychlostním vodním paprskem.
Vodní paprsek funguje jako flexibilní optický vodič.
Při konvenčním laserovém obrábění se zaostřený laserový paprsek šíří vzduchem od zaostřovací optiky k obrobku. Při obrábění laserem s vodním paprskem je laser zaváděn do jemného vodního paprsku přes optickou vazební strukturu a trysku.
Vzhledem k rozdílu indexu lomu mezi vodou a okolním vzduchem může být správně vázané laserové světlo uzavřeno ve vodním sloupci úplným vnitřním odrazem.
Princip je ve zjednodušeném optickém smyslu srovnatelný s vedením světla v optickém vlákně.
Výsledný laserový paprsek vedený vodou se s proudem pohybuje směrem k obrobku.
V zóně zpracování laser dodává energii potřebnou pro odstraňování materiálu, zatímco nepřetržitě proudící voda může:
- ochlaďte místní oblast zpracování;
- omezit nadměrnou akumulaci tepla;
- odstranit část obráběcích nečistot;
- vypláchněte roztavený nebo ablatovaný materiál z řezné spáry;
- snížit povrchovou kontaminaci;
- podporují stabilnější zpracování v rámci užitečné pracovní vzdálenosti.
Technologie je někdy hledána v širším smyslu jako vodním laseremNemělo by se to však zaměňovat s konvenčním řezáním abrazivním vodním paprskem.
Obrábění laserem s vodním paprskem je v podstatě proces odstraňování materiálu založený na laseru.

Jak funguje technologie laserového řezání vodním paprskem?
Proces laserového řezání s vodním paprskem lze rozdělit do pěti hlavních fází.
1. Generování a zaostřování laserového paprsku
Pulzní laserový zdroj generuje procesní paprsek.
Přesné parametry laseru závisí na materiálu a aplikaci. V technických konfiguracích zahrnutých v dodaných procesních datech zahrnují reprezentativní systémové řady:
- výkon laseru: přibližně 20–400 W;
- vlnová délka: 532 nm;
- délka pulzu: přibližně 1–500 ns.
Tyto hodnoty představují spíše technický konfigurační rozsah než univerzální požadavky pro každý laserový systém s vodním paprskem.
Laserový paprsek je směrován zaostřovací optikou do oblasti optického spojení.
Přesné ovládání úhlu dopadu laseru, polohy paprsku a optického okna je nezbytné, protože efektivní propojení laseru s vodou přímo ovlivňuje omezení paprsku a stabilitu procesu.
2. Laserové propojení s vodním paprskem
Zaostřený paprsek vstupuje do tlakové vodní komory a je zarovnán s přesnou tryskou.
Optické okno, geometrie spojky a tryska musí spolupracovat, aby se dosáhlo koaxiálního zarovnání mezi laserem a vodním paprskem.
Reprezentativní průměry trysek v dodaných technických údajích se pohybují přibližně od:
20 až 100 μm
Tlak vody lze konfigurovat v širokém rozsahu. Referenční procesní informace ukazují:
Bar 50 na 800
Skutečný tlak a průměr trysky musí být zvoleny podle stability paprsku, procesní vzdálenosti, parametrů laseru a požadované velikosti prvku.
Špatné zarovnání vazby může vést ke ztrátě optické energie, nestabilnímu vedení paprsku nebo lokálnímu poškození součástí vazby.
Z tohoto důvodu je vysoce účinné propojení laseru a vody jednou z klíčových inženýrských výzev u laserových systémů s vodním paprskem.
3. Laserové navádění úplným vnitřním odrazem
Po vstupu do vodního paprsku se laserový paprsek opakovaně odráží na rozhraní voda-vzduch.
Tento úplný vnitřní odraz omezuje laserovou energii v jemném vodním sloupci.
Místo vytváření konvenčního kužele zaostřeného ve volném prostoru, který se rychle rozbíhá od ohniskové roviny, laserová energie sleduje vodní paprsek po definovanou vzdálenost zpracování.
Reprezentativní technické údaje uvádějí pracovní vzdálenosti přibližně:
5 – 50 mm
Efektivní pracovní vzdálenost závisí na aplikaci a systému a je ovlivněna stabilitou vodního paprsku, geometrií trysky, tlakem, laserovým propojením a podmínkami prostředí.
Tento mechanismus řízeného dodávání je jedním ze základních rozdílů mezi technologií laserového obrábění s vodním paprskem a konvenčním zaostřeným laserovým obráběním.
4. Interakce laseru s materiálem
Když naváděný laser dosáhne obrobku, laserová energie je absorbována materiálem.
V závislosti na vlastnostech materiálu a parametrech laseru může odstraňování materiálu zahrnovat lokalizované tavení, odpařování, ablaci a opakovanou interakci pulzní energie.
Laser zůstává primárním zdrojem energie pro zpracování.
Vodní paprsek není abrazivní řezný materiál.
Toto rozlišení je důležité, protože technologie by neměla být interpretována jako malý konvenční stroj na řezání vodním paprskem.
V hlášených a aplikačně specifických konfiguracích lze tento proces použít na materiály o tloušťkách od tenkých přesných struktur až po podstatně silnější součásti. Dodaná technická reference ukazuje široký rozsah tlouštěk zpracování přibližně:
0.01 až 30 mm
Skutečně dosažitelná hloubka nebo tloušťka silně závisí na materiálu, geometrii prvku, výkonu laseru, charakteristikách pulzu a strategii procesu.
5. Chlazení a odstraňování nečistot
Vodní paprsek nepřetržitě interaguje s obráběnou zónou.
To poskytuje dvě důležité funkce.
Za prvé, voda odvádí teplo z okolního materiálu a může snížit nadměrnou akumulaci tepla.
Za druhé, proudící paprsek pomáhá odplavovat obráběné produkty z oblasti interakce.
To může za vhodných podmínek zpracování snížit hromadění přelitku, karbonizované zbytky a usazování nečistot.
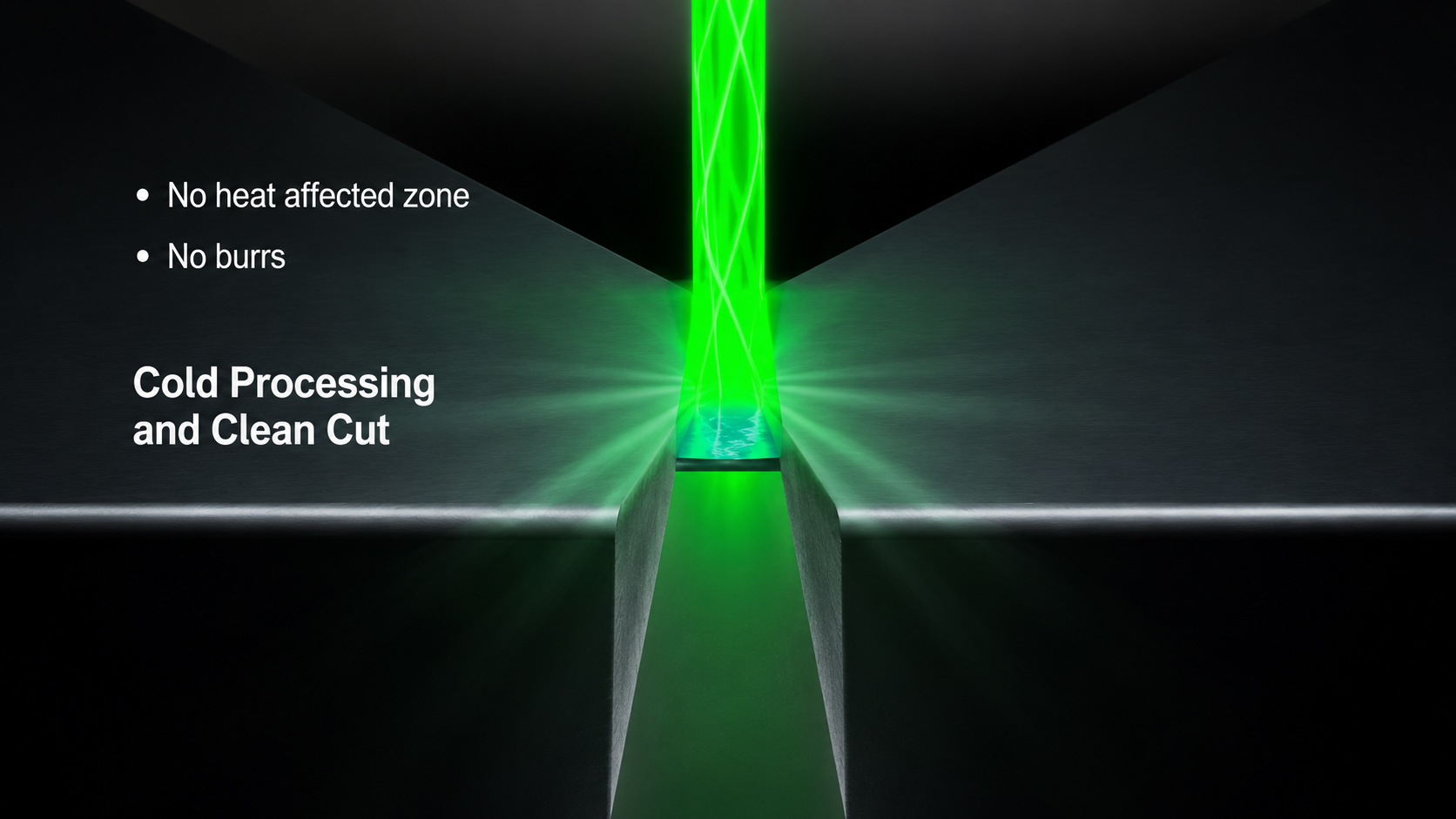
Z tohoto důvodu je laserové obrábění s vodním paprskem často považováno za laserový proces s nízkým tepelným zatížením ve srovnání s mnoha konvenčními konfiguracemi laserového obrábění.
Technicky přesný popis je však snížený tepelný vliv, nikoli bezpodmínečná „zóna bez tepelného vlivu“.
Konečný tepelný efekt závisí na:
- vlastnosti materiálu;
- trvání laserového pulzu;
- frekvence pulzů;
- hustota výkonu;
- rychlost zpracování;
- tlak vodního paprsku;
- průměr trysky;
- geometrie prvku;
- počet průchodů zpracování.
Je vodní laser totéž co řezání vodním paprskem?
Ne.
Laser s vodním paprskem a konvenční systém řezání vodním paprskem používají zásadně odlišné mechanismy odstraňování materiálu.
| Proces | Laser s vodním paprskem | Konvenční řezání vodním paprskem |
|---|---|---|
| Energie primárního zpracování | Laserová energie | Vysokotlaká voda nebo abrazivní částice |
| Funkce vody | Optické navádění, chlazení a odstraňování nečistot | Mechanická eroze a řezání |
| Laserový paprsek | Ano | Ne |
| Abrazivní média | Obvykle se nejedná o primární řezací mechanismus | Běžné při řezání abrazivním vodním paprskem |
| Typické zaměření | Přesné mikroobrábění a pokročilé materiály | Obecné řezání materiálů |
| Možnost mikroprvků | Vhodné pro vybrané přesné mikroprvky | Omezeno charakteristikami paprsku a abraziva |
termín vodním laserem se někdy používá neformálně při vyhledávání a technických diskusích. Přesnější technický popis je:
Laser s vodním paprskem
nebo:
Obrábění laserem s vodním naváděním
Pro průmyslová zařízení používá Greenstone širší termín Systém pro laserové obrábění s vodním paprskem protože tato technologie dokáže více než jen řezání.
Aplikace mohou zahrnovat vrtání, obrábění mikrootvorů, drážkování a další procesy přesného odebírání materiálu.
Vodní paprsek naváděný laser vs. konvenční laserové mikroobrábění
Konvenční laserové mikroobrábění a obrábění laserem s vodním paprskem využívají laserovou energii k odstraňování materiálu, ale jejich mechanismy dodávání paprsku a tepelného řízení se liší.
| Technický faktor | Laser s vodním paprskem | Konvenční laserové mikroobrábění |
|---|---|---|
| Laserové doručení | Vedeno jemným vodním paprskem | Šíření optických signálů ve volném prostoru |
| Chování paprsku | Omezeno stabilním vodním proudem | Řízeno zaostřovací optikou |
| Pracovní zóna | Definováno řízenou stabilitou trysky | Silně souvisí s ohniskovou polohou a hloubkou ostrosti |
| Chlazení | Neustálá interakce s vodou | Strategie chlazení s pomocným plynem nebo samostatným chlazením |
| Odstraňování trosek | Splachování s pomocí vody | S podporou plynu nebo závislé na procesu |
| Akumulace tepla | Za optimalizovaných podmínek lze snížit | Vysoká závislost na pulzních a procesních parametrech |
| Geometrie řezné spáry | Úzký a relativně konzistentní ve vhodných aplikacích | Může být ovlivněno zaostřením a hloubkou |
| Opotřebení nástroje | Žádný mechanický řezací nástroj | Žádný mechanický řezací nástroj |
| Složité povrchy | Záleží na dostupnosti trysky a ovládání pohybu | Závisí na optickém přístupu a ovládání zaostření |
Jedním z důležitých omezení konvenčního zpracování fokusovaným laserem je změna velikosti paprsku od ohniskové roviny.
Během hlubšího řezání se může interakce paprsku s materiálem měnit, protože se obráběná fronta pohybuje od optimální polohy ohniska.
To může přispět ke zúžení řezné spáry a nerovnoměrné geometrii stěny.
Stabilní vodou vedený paprsek dokáže udržet dodávku energie podél vodního paprsku na užitečnou vzdálenost pro zpracování. Ve vhodných aplikacích to podporuje úzké řezy a rovnější boční stěny.
Uvedené aplikační údaje ukazují reprezentativní šířky řezu laserem naváděným vodou přibližně:
60 90–XNUMX XNUMX μm
Pro srovnání, stejný referenční materiál uvádí šířky řezu diamantovým drátem přibližně:
80 120–XNUMX XNUMX μm
Tyto údaje by měly být interpretovány spíše jako srovnávací údaje specifické pro danou aplikaci než jako univerzální hodnoty pro všechny stroje a materiály.
Kvalita povrchu je dalším důležitým faktorem.
Mechanické řezání diamantovým drátem může zanechat stopy po nástroji nebo abrazivu, zatímco některé konvenční termální laserové procesy mohou vést k přelití, oxidaci nebo karbonizaci materiálu.
Ve správně optimalizovaném laserovém procesu s vodním paprskem může kontinuální proplachování vodou zlepšit odstraňování nečistot a snížit tepelně indukované zbytky.
Pro vybrané přesné aplikace může udávaná drsnost povrchu dosáhnout níže:
Ra 1.0 μm
Skutečná drsnost povrchu zůstává závislá na materiálu, procesních parametrech a požadované geometrii.
Systémy a zařízení pro laserové mikroobrábění
Neexistuje jediný systém laserového mikroobrábění vhodný pro každý materiál a mikroprvek.
Technologie průmyslového laserového mikroobrábění zahrnují:
- nanosekundové laserové systémy;
- pikosekundové laserové systémy;
- femtosekundové laserové systémy;
- ultrafialové laserové systémy;
- Laserové systémy s naváděním vodním paprskem.
Nanosekundové laserové mikroobrábění
Nanosekundové lasery se široce používají pro průmyslové řezání, vrtání, značení a odstraňování materiálu.
Mohou poskytovat relativně vysokou účinnost zpracování, ale delší doba trvání pulzu ve srovnání s lasery s ultrakrátkými pulzy může vést k větší tepelné interakci s materiálem.
Pikosekundové a femtosekundové laserové mikroobrábění
Ultrakrátké pulzní lasery zkracují dobu, za kterou teplo difunduje do okolního materiálu.
Jsou široce používány pro přesné zpracování, kde jsou vyžadovány velmi malé prvky a nízké tepelné poškození.
Pro průmyslovou výrobu je však nutné zohlednit náklady na systém, rychlost zpracování a hloubku zpracování.
Laserové systémy s naváděním vodním paprskem
Laserový systém s vodním paprskem zavádí odlišnou architekturu procesu.
Místo spoléhání se pouze na délku pulzu pro řízení tepelných efektů systém kombinuje pulzní laserové zpracování s kontinuálním naváděním a chlazením vodou.
Kompletní systém laserového mikroobrábění založený na technologii laserového obrábění s vodním naváděním obvykle zahrnuje:
- pulzní laserový zdroj;
- optika pro dodávání paprsku;
- modul propojení laseru a vody;
- optické okno;
- přesná tryska;
- vysokotlaký vodní systém;
- systém filtrace a úpravy vody;
- systém regulace tlaku;
- přesná pohyblivá platforma;
- software pro řízení procesů;
- bezpečnostní kryt a pomocné systémy.
Laserový zdroj, vodní systém a pohybový systém musí fungovat jako integrovaná procesní platforma.
Pouhá kombinace laseru s vysokotlakou vodní tryskou nevytváří stabilní laserový proces s vodním paprskem.
Klíčové technologie v laserovém systému s naváděním vodním paprskem
Vysoce účinné laserové spojení vody
Optické okno a spojovací struktura musí být navrženy tak, aby řídily dopad laseru, zarovnání paprsku a průměr vodního paprsku.
Přesné koaxiální zarovnání pomáhá zlepšit optické omezení a snížit únik energie způsobený úhlovou odchylkou nebo nesprávným umístěním paprsku.
Stabilita a kontrola vodního paprsku
Stabilní tvorba vodního paprsku je nezbytná pro konzistentní laserové navádění.
Systém přesné regulace tlaku pomáhá udržovat parametry vodního paprsku.
Řízení kvality vody může zahrnovat:
- reverzní osmóza;
- vakuové odplyňování;
- jemná filtrace;
- řízené dráhy tekutin.
Optimalizace proudového kanálu a strategie pomocného plynu mohou být také použity v konkrétních návrzích systémů pro zlepšení stability paprsku a prodloužení délky stabilního paprsku.
Optimalizace vlnové délky a výkonu laseru
Vlnová délka laseru by měla být zohledněna ve vztahu k absorpci vody a interakci materiálů.
Poskytnuté technické informace identifikují provoz zeleného laseru s vlnovou délkou 532 nm jako jeden reprezentativní přístup, a to z důvodu jeho vhodnosti pro propojení vodou vedeného laseru ve specifických systémových architekturách.
Hustota laserového výkonu, délka pulzu a frekvence pulzů musí být poté upravena podle materiálu a cíle obrábění.
Vyšší výkon laseru není automaticky lepší.
Energie laseru a stabilní délka vodního paprsku musí být koordinovány, aby se kontrolovaly nelineární ztráty, tepelné zatížení a účinnost procesu.
Koordinované řízení parametrů procesu
Procesní okno je určeno interakcí parametrů laseru a vody.
Mezi důležité proměnné patří:
- laserový výkon;
- energie pulzu;
- frekvence pulzů;
- trvání pulzu;
- rychlost zpracování;
- tlak vody;
- průtok vody;
- průměr trysky;
- odstupová vzdálenost;
- počet průchodů.
Pro průmyslovou výrobu by tyto parametry měly být vyvinuty jako kompletní procesní receptura pro každý materiál a geometrii prvku.
Laserové mikrovrtání a přesné obrábění mikrootvorů
Laserové mikrovrtání je jednou z nejdůležitějších aplikací laserového mikroobrábění.
Průmyslové součástky stále častěji vyžadují malé otvory s kontrolovaným:
- průměr;
- hloubka;
- kužel;
- orientace;
- vzdálenost;
- povrchová integrita.
Mechanické vrtání se stává obtížným se zmenšující se velikostí otvoru nebo zvyšující se tvrdostí materiálu.
Opotřebení nástroje, jeho zlomení a řezné síly se mohou stát významnými problémy i při obrábění pokročilé keramiky, superslitin nebo tenkých přesných struktur.
Vrtání mikrootvorů laserem odstraňuje potřebu fyzického řezného nástroje.
Technologie laserového vrtání s vodním paprskem přidává do procesu laserového vrtání nepřetržité chlazení a proplachování s pomocí vody.
To je obzvláště důležité při vrtání mikrootvorů v součástkách, kde je nadměrné přelití nebo akumulace tepla nežádoucí.
Mezi typické geometrie prvků mohou patřit:
- kruhové otvory;
- čtvercové otvory;
- obdélníkové otvory;
- tvarované otvory;
- šikmé otvory;
- složité mikroapertury.
Uvedené příklady použití demonstrují kruhové, čtvercové a nepravidelné geometrie otvorů, stejně jako průřezy mikrootvorů ve vysokoteplotních slitinách a kompozitních materiálech s keramickou matricí.
Přesné laserové vrtání pro vysoce výkonné komponenty
Přesné laserové vrtání není definováno pouze schopností vytvořit malý otvor.
Kvalita vrtaného prvku musí být vyhodnocena pomocí více parametrů.
Průměr otvoru a rozměrová přesnost
Proces musí zachovat požadovaný průměr v rámci technické tolerance.
Parametry laseru, průměr vodního paprsku a řízení pohybu ovlivňují konečnou velikost prvku.
Zúžení otvoru
Zúžený otvor může ovlivnit proudění plynu, chladicí výkon nebo funkci součásti.
Vodou naváděné laserové ozáření může ve vhodných aplikacích podporovat relativně konzistentní přenos energie podél obráběcí dráhy, což pomáhá kontrolovat nadměrné zúžení.
Přetvořit vrstvu
Roztavený materiál může znovu ztuhnout na stěně laserem vyvrtaného otvoru.
Nepřetržitě proudící vodní paprsek pomáhá odstraňovat úlomky a roztavený materiál z interakční zóny.
Za optimalizovaných podmínek to může snížit hromadění přelitku.
Teplem postižená oblast
Tepelná modifikace okolního materiálu je obzvláště důležitá pro letecké slitiny, kompozity a tepelně citlivé součásti.
Vodní chlazení může omezit nadměrnou tepelnou difúzi, ačkoli konečná tepelná odezva musí být ověřena pro každý materiál a proces.
Integrita povrchu
Mikrotrhliny, delaminace, oxidace a další povrchové vady mohou snížit spolehlivost součástek.
Z tohoto důvodu by vývoj procesu přesného laserového vrtání měl zahrnovat mikroskopickou a v případě potřeby i metalografickou kontrolu.
Materiály pro obrábění laserem s vodním paprskem
Vhodnost obrábění laserem s vodním paprskem závisí na absorpci laseru, tepelných vlastnostech, mechanických charakteristikách a interakci mezi materiálem a prostředím s vodní asistencí.
Kovy a vysokoteplotní slitiny
Aplikace mohou zahrnovat:
- superslitiny na bázi niklu;
- titanové slitiny;
- nerezové oceli;
- vybrané vysoce výkonné kovy.
Tyto materiály se široce používají v leteckém průmyslu a přesném strojírenství.
Technologie laserového obrábění s vodním paprskem je obzvláště důležitá pro malé otvory a přesné prvky v součástech, kde opotřebení konvenčních nástrojů nebo akumulace tepla způsobuje obtíže při obrábění.
Kompozity vyztužené uhlíkovými vlákny
Polymerní komponenty vyztužené uhlíkovými vlákny se stále častěji používají v leteckých a kosmických konstrukcích.
Konvenční obrábění může vytvořit:
- vytahování vláken;
- delaminace;
- opotřebení nástroje;
- poškození okraje.
Laserové zpracování s sebou nese různé problémy, zejména tepelné poškození pryskyřice.
Laserové zpracování s pomocí vody může snížit akumulaci tepla a napomoci odstraňování nečistot.
Parametry procesu CFRP však musí být optimalizovány pro specifickou strukturu vláken, matrice a laminátu.
Technická keramika
Technická keramika kombinuje tvrdost, odolnost proti opotřebení a tepelnou stabilitu, ale její křehkost ztěžuje konvenční obrábění.
Mezi relevantní materiály patří:
- oxid hlinitý, Al₂O₃;
- nitrid hliníku, AlN;
- zirkoničitý, ZrO₂;
- karbid křemíku, SiC;
- nitrid křemíku, Si₃N₄;
- obrobitelná keramika.
Pro vybrané řezací, vrtací a přesné aplikace v těchto materiálech lze použít laserové obrábění s vodním paprskem.
Snížená mechanická síla je důležitou výhodou, protože proces není závislý na fyzickém břitu.
Polovodičové a elektronické materiály
Mezi potenciální aplikace patří:
- křemík;
- karbid křemíku;
- vybrané polovodičové destičky;
- Struktury související s GaAs;
- elektronické substráty.
Tento proces lze použít pro vybrané:
- řezání oplatek;
- přesné drážkování;
- obrábění mikrootvorů;
- zpracování hran;
- lokální odstraňování materiálu.
Zpracování polovodičů vyžaduje specifickou kontrolu kontaminace, odštěpování, tepelných účinků a přesnosti prvků pro danou aplikaci.
Diamant a supertvrdé materiály
Diamant, polykrystalický diamant a příbuzné supertvrdé materiály představují při mechanickém obrábění vážné problémy s opotřebením nástrojů.
Obrábění laserem s vodním paprskem bylo zkoumáno a aplikováno na přesné zpracování diamantových materiálů.
Nepřetržité vodní chlazení může snížit nadměrné tepelné zatížení, zatímco laserová energie zajišťuje bezkontaktní odstraňování materiálu.
Aplikace mohou zahrnovat:
- řezání diamanty;
- Obrábění PCD;
- zpracování supertvrdých nástrojů;
- přesné generování kontur.
Během vývoje procesu je nutné zohlednit druh materiálu, fázi pojiva a požadovanou integritu povrchu.
Průmyslové aplikace technologie laserového řízeného vodním paprskem
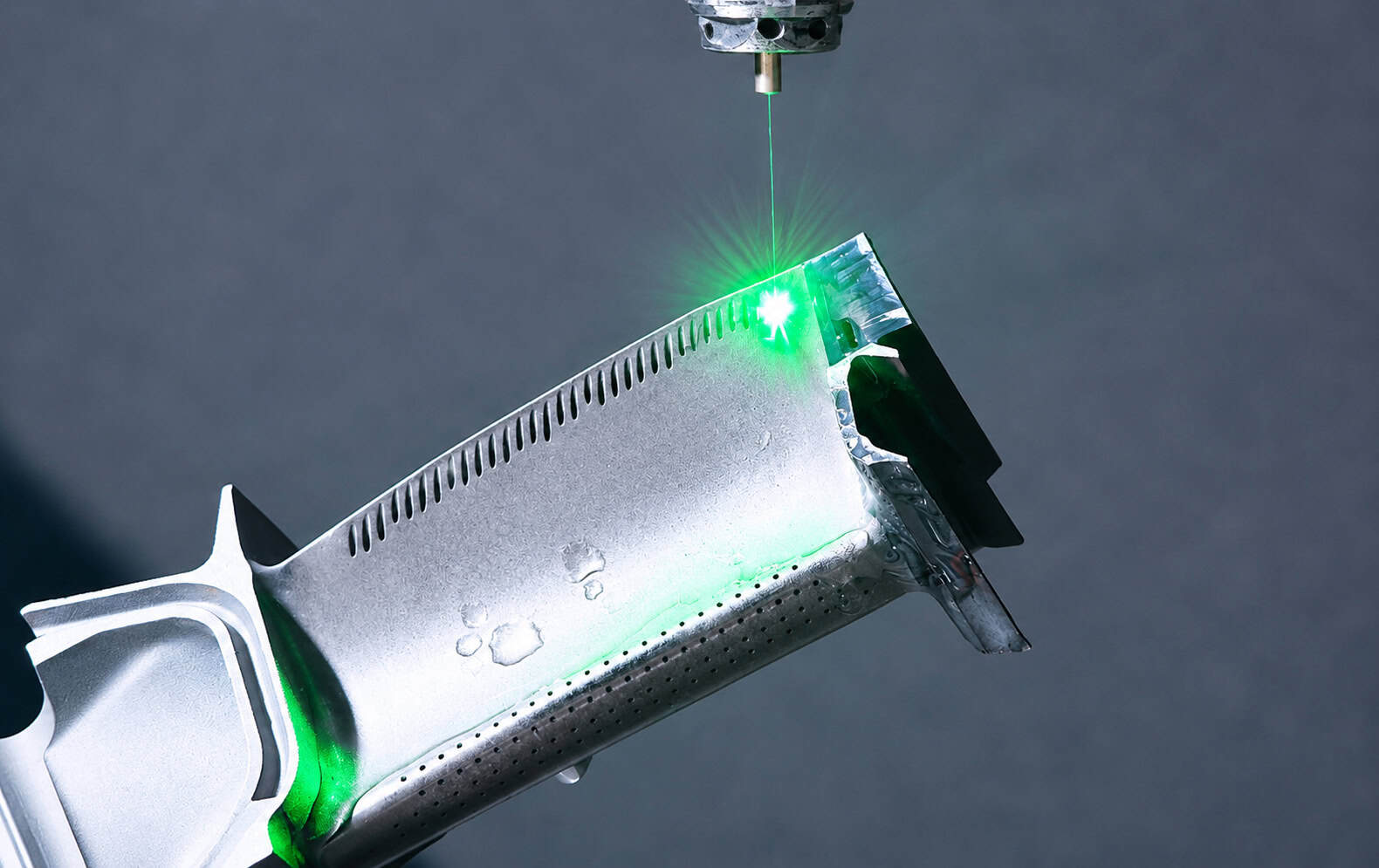
Letecké a letecké komponenty
Letecké a kosmické komponenty vyžadují přísnou kontrolu geometrie, integrity povrchu a výrobních vad.
Mnoho materiálů pro letecké motory je také obtížné obrábět pomocí konvenčních nástrojů.
Technologie laserového paprsku s naváděním vodním paprskem může být použita pro vybrané úkoly zpracování zahrnující:
- součásti spalovací komory;
- kryty turbín;
- lopatky a lopatky turbín;
- chladicí otvory;
- superslitiny na bázi niklu;
- keramické matriční kompozity;
- Letecké a kosmické konstrukce z uhlíkových vláken (CFRP).
Laserové mikrovrtání je obzvláště důležité pro chladicí struktury leteckých motorů.
Moderní komponenty turbín mohou vyžadovat velký počet malých chladicích otvorů s kontrolovaným průměrem, orientací a geometrií.
Uvedené technické příklady ukazují kulaté, čtvercové a nepravidelné geometrie mikrootvorů, včetně prvků ve vysokoteplotních slitinách a kompozitních strukturách s keramickou matricí.
U těchto komponent by mělo hodnocení procesu zohlednit:
- zúžení otvoru;
- přepracování;
- tepelná modifikace;
- mikrotrhliny;
- stav nátěru;
- opakovatelnost prvků.
Polovodičová a 3C elektronika
Ve výrobě počítačů, komunikací a spotřební elektroniky se rozměry součástek neustále zmenšují.
Obrábění laserem s vodním paprskem lze vyhodnotit pro přesné zpracování Si, SiC a vybraných křehkých elektronických materiálů.
Příklady aplikací zahrnují:
- zpracování destiček;
- řezání polovodičových substrátů;
- broušení krystalů;
- přesné drážkování;
- obrábění mikrootvorů;
- zpracování okrajů podložky;
- pokročilé elektronické zpracování materiálů.
Bezkontaktní povaha laserového mikroobrábění eliminuje mechanické opotřebení nástroje a může snížit řeznou sílu na křehkých substrátech.

Pokročilá keramika
Technická keramika se používá v:
- elektronika;
- letecký a kosmický průmysl;
- automobilové systémy;
- lékařská technologie;
- přesné průmyslové komponenty.
Jejich vysoká tvrdost a křehkost ztěžují mechanické vrtání a řezání.
Laserové systémy s vodním paprskem lze použít u vybraných procesů mikroobrábění keramiky, kde jsou vyžadovány úzké profily a nízké mechanické zatížení.
Přesné strojírenství a spotřební komponenty
Mezi další potenciální oblasti použití patří:
- přesná ozubená kola;
- součástky hodinek;
- mikromechanické součástky;
- kovové fólie;
- přesné jehly;
- nástroje z tvrdých materiálů;
- mikrofiltry.
Tento proces je obzvláště důležitý tam, kde je obrábění konvenčními nástroji obtížné kvůli malým rozměrům prvků nebo tvrdosti materiálu.
Lékařské komponenty
Přesné zdravotnické prostředky mohou vyžadovat drobné prvky v součástkách, jako například:
- podpěry;
- jehly;
- implantátové struktury;
- mikrochirurgické komponenty.
Jakákoli lékařská aplikace vyžaduje samostatné ověření integrity materiálu, čistoty a výrobních požadavků.
Energetické a pokročilé průmyslové komponenty
Potenciální aplikace se mohou rozšířit i na vybrané komponenty v:
- solární technologie;
- energetické systémy;
- systémy vstřikování paliva;
- přesné trysky;
- pokročilé komponenty motoru.
Vhodnost laserového obrábění s vodním paprskem musí být vždy posouzena s ohledem na materiál, rozměry prvku a požadovanou výrobní rychlost.
Klíčové výhody a technické aspekty
Technologie laserového řezání s vodním paprskem nabízí několik potenciálních výhod, ale tyto výhody závisí na správné integraci procesu.
Úzká spára a přesné funkce
Jemné vodní paprsky a řízená laserová energie mohou podporovat úzké šířky řezu.
Údaje specifické pro danou aplikaci pro laserové obrábění s vodním naváděním uvádějí šířky řezu v rozsahu přibližně 60 90–XNUMX XNUMX μm.
Snížená akumulace tepla
Neustálá interakce s vodou odvádí teplo z procesní zóny.
To může za srovnatelných aplikačních podmínek snížit rozsah tepelné modifikace ve srovnání s konvenčními laserovými procesy.
Odstraňování nečistot s pomocí vody
Proudící paprsek pomáhá odstraňovat obráběcí nečistoty a produkty zpracování.
To může za optimalizovaných podmínek zlepšit čistotu řezné spáry a snížit hromadění přelitku.
Žádné mechanické opotřebení nástrojů
Protože laserová energie provádí úběr materiálu, není v kontaktu s obrobkem žádný konvenční vrták ani řezný nástroj.
To je obzvláště cenné pro:
- diamant;
- SiC;
- keramika;
- vysokoteplotní slitiny;
- jiné obtížně obrobitelné materiály.
Prodloužená efektivní vzdálenost zpracování
Vodní paprsek vede laser za hranice běžné ohniskové oblasti volného prostoru.
Reprezentativní procesní data ukazují pracovní vzdálenosti přibližně 5 – 50 mm, v závislosti na systému a podmínkách trysky.
Efektivita procesu
Pro specifické srovnání řezání karbidem křemíku v dodaných aplikačních datech jsou rychlosti řezání laserem s vodním paprskem přibližně 6–10 mm/min byly hlášeny, ve srovnání s přibližně 2–4 mm/min pro řezání diamantovým drátem a 1–2 mm/min pro řezání na bázi kalu.
Stejný odkaz naznačuje potenciál 3–5× zlepšení efektivity zpracování pro srovnatelné aplikace SiC.
Tyto údaje jsou specifické pro daný materiál a proces a neměly by být zobecňovány na každý obrobek.
Jak vybrat laserový mikroobráběcí systém
Výběr laserového mikroobráběcího systému by měl začít spíše aplikací než specifikací stroje.
Je třeba vyhodnotit následující faktory.
1. Materiál obrobku
Identifikovat:
- druh materiálu;
- povlak;
- kompozitní struktura;
- tepelné vlastnosti;
- křehkost;
- absorpční charakteristiky laseru.
2. Geometrie prvku
Definujte, zda proces vyžaduje:
- řezání;
- vrtání;
- vrtání mikrootvorů;
- drážkování;
- drážkování;
- obrábění kontur.
Pro otvory specifikujte:
- průměr;
- hloubka;
- úhel;
- požadavek na zúžení;
- rozteč otvorů.
3. Tloušťka materiálu a hloubka obrábění
Požadovaná hloubka přímo ovlivňuje výkon laseru, strategii zpracování a dobu cyklu.
Hluboké prvky mohou vyžadovat více průchodů zpracování.
4. Tolerance tepelného poškození
Pro letecké slitiny, uhlíkové kompozity (CFRP), keramiku a polovodičové materiály by měla být jasně definována přípustná tepelná modifikace.
5. Kvalita povrchu
Upřesněte:
- požadovaná drsnost;
- limity přepracování;
- kvalita hran;
- požadavky na otřepy;
- přípustné mikrotrhliny.
6. Výkonnost
Laboratorní proces laserového mikroobrábění nemusí být automaticky vhodný pro průmyslovou výrobu.
Je nutné vyhodnotit dobu cyklu, automatizaci a opakovatelnost.
7. Kontrola procesu
U kritických komponent může proces vyžadovat:
- optická mikroskopie;
- SEM inspekce;
- průřezová analýza;
- měření rozměrů;
- metalografické vyhodnocení.
Správný systém laserového mikroobrábění je proto kombinací laserového zdroje, řízení vodního paprsku, přesného pohybu a validovaného procesního receptu.

Systémy pro laserové obrábění s vodním paprskem Greenstone
Společnost Greenstone poskytuje systémy pro laserové obrábění s vodním paprskem a služby vývoje aplikací pro přesné laserové mikroobrábění, laserové mikrovrtání, přesné laserové vrtání a pokročilé zpracování materiálů.
Náš systémový přístup integruje laserový zdroj, modul propojení laseru a vody, přesné řízení vodního paprsku, pohyblivou platformu a systém řízení procesu dle požadavků zákazníka na materiál a obrábění.
Aplikace lze vyhodnotit pro pokročilé inženýrské materiály, včetně vysokoteplotních slitin, titanových slitin, technické keramiky, karbidu křemíku, polovodičových materiálů, kompozitních struktur a vybraných diamantových nebo supertvrdých materiálů.
Spíše než vybírat laserový řezací stroj s vodním paprskem pouze na základě výkonu laseru, Greenstone vyhodnocuje kompletní procesní požadavky, včetně:
- materiál obrobku;
- výkres součástek;
- rozměry prvků;
- geometrie otvoru nebo řezné spáry;
- hloubka obrábění;
- tolerance tepelného poškození;
- kvalita povrchu;
- požadovaná efektivita výroby;
- požadavky na automatizaci.
U nových aplikací lze před stanovením konečné konfigurace systému provést procesní testování a vyhodnocení vzorků.
Zašlete společnosti Greenstone informace o materiálech, výkresy součástí, rozměry cílových prvků a požadavky na obrábění. Náš technický tým může posoudit aplikaci a doporučit vhodný laserový proces s vodním paprskem a konfiguraci laserového mikroobráběcího systému.

Systém pro mikroobrábění s vodním paprskem GREENSTONE GLMJ6000
Pro průmyslové aplikace vyžadující vysoce přesné laserové mikroobrábění, vrtání mikrootvorů a komplexní trojrozměrné zpracování poskytuje GREENSTONE Systém pro laserové mikroobrábění s naváděním vodního paprsku GLMJ6000Systém integruje vysoce přesnou pětiosou CNC platformu s technologií mikro-vodním paprskem naváděného laseru, což umožňuje řízené laserové obrábění složitých součástí s vysokou rozměrovou přesností, hladkými řeznými povrchy a minimálním tepelným vlivem.
GLMJ6000 používá Pulzní Nd:YAG laser s vlnovou délkou 532 nm koaxiálně připojeny do vodního paprsku v mikronovém měřítku. Po připojení k vodnímu paprsku je laserový paprsek veden k obrobku úplným vnitřním odrazem ve stabilním vodním sloupci. Tato konfigurace potlačuje divergenci paprsku v efektivní pracovní vzdálenosti, zatímco nepřetržitě proudící voda zajišťuje lokalizované chlazení a pomáhá odstraňovat roztavený materiál a obráběné nečistoty z obráběcí zóny.
A Vysokotlaký vodní systém 500/600 barů, se stabilitou tlaku vody ±5 bar, podporuje stabilní generování mikrovodního paprsku pomocí Trysky 50–120 μmV kombinaci s Průměrný výkon laseru 400 W a Průměr paprsku 300 μmSystém je určen pro přesné laserové vrtání, obrábění mikrootvorů, jemné řezání a další náročné procesy laserového mikroobrábění.
Pětiosá pohyblivá platforma poskytuje obráběcí prostor 2000 x 1500 x 1000 mm , S Rozsah otáčení osy B ±120° a Rozsah otáčení osy C ±190°Pětiosé simultánní CNC řízení umožňuje laserové řezací hlavě s vodním paprskem sledovat složité trojrozměrné geometrie a udržovat požadovanou orientaci při obrábění na konturovaných površích.
S Pracovní stůl 2000 × 1500 mm a maximální nosnost stolu 1500 kgGLMJ6000 dokáže pracovat jak s přesnými součástmi, tak s relativně velkými průmyslovými obrobky. Jeho přesnost polohování dosahuje ±10 μm dle JIS / 20 μm dle ISO, zatímco přesnost opakovaného polohování dosahuje ±8 μm dle JIS / 15 μm dle ISO.
Mezi typické aplikační materiály a komponenty patří kovy, slinuté karbidy, materiály s vysokou odrazivostí, karbid křemíku a další tvrdé nebo křehké materiály, součástky přesných hodinek, součástky pro letecký průmysl a letecké motory a přesné formyV závislosti na vlastnostech materiálu, geometrii součásti a požadavcích na obrábění může společnost GREENSTONE vyvinout specifická řešení a konfigurace systémů pro laserové obrábění s vodním paprskem.
Technické specifikace GLMJ6000
| Systém | Parametr | Specifikace |
|---|---|---|
| Systém optické cesty | Typ laseru | Nd:YAG, pulzní |
| Vlnová délka | 532 nm | |
| Průměrná síla | 400 W | |
| Průměr nosníku | Ø300 μm | |
| Systém vodních cest | Stabilita tlaku vody | ±5 bar |
| Tlak vody | Lišta 500 / 600 | |
| Průměr trysky | 50 120–XNUMX XNUMX μm | |
| Pohybový systém | Rozsah obrábění | 2000 × 1500 × 1000 mm, 5osý |
| Rozsah otáčení osy B | ± 120 ° | |
| Rozsah otáčení osy C | ± 190 ° | |
| Přesnost polohování X/Y/Z | ±10 μm (JIS) / 20 μm (ISO) | |
| Přesnost opakování polohování X/Y/Z | ±8 μm (JIS) / 15 μm (ISO) | |
| Velikost pracovního stolu | 2000 × 1500 mm | |
| Nosnost pracovního stolu | 1500 kg | |
| CNC systém | Pětiosý simultánní CNC Huazhong 848 | |
| Rozměry a hmotnost | Rozměry zařízení | 6200 x 4200 x 4700 mm |
| Rozměry laserové skříně | 700 x 2300 x 1720 mm | |
| Hmotnost zařízení | 25,000 kg | |
| Hmotnost laserové skříně | 700 750 - XNUMX XNUMX kg |
GREENSTONE může poskytnout vývoj procesů laserového řezání s vodním paprskem, testování aplikací, obrábění vzorků a řešení zakázkových zařízení podle materiálu obrobku, geometrie, požadavků na mikrootvor nebo řez a cílové kvality zpracování. Zákazníci se specifickými požadavky laserové mikroobrábění, přesné laserové vrtání, laserové vrtání mikrootvorů nebo laserové obrábění s vodním paprskem požadavky, kontaktujte náš technický tým pro posouzení aplikace.
Michael Shea
Michael Shea – Ředitel pro zahraničí, vedoucí globálního rozvoje obchodu a hlavní technický inženýr Michael Shea působí jako ředitel pro zahraničí společnosti Greenstone a je vysoce všestranným hlavním technickým inženýrem. Spojuje globální obchodní vedení s hlubokými multidisciplinárními znalostmi v oblasti laserového navařování, aditivní výroby kovů DED, laserového čištění, laserového kalení, modernizace průmyslových zařízení a integrace pokročilých výrobních systémů. Díky rozsáhlým zkušenostem s rozvojem mezinárodních trhů i s implementací komplexních průmyslových technologií hraje Michael klíčovou roli v globální expanzi společnosti Greenstone a zároveň zajišťuje technickou dokonalost v rozmanitých zákaznických aplikacích. Jeho jedinečná profesionální síla spočívá v bezproblémové integraci obchodní strategie, inženýrských znalostí a…